一種鋰電池烘烤工藝烤箱的門窗設計與實驗
2018-08-28 09:12:42關玉明趙芳華
機械設計與制造 2018年8期
姜 釗 ,關玉明 ,趙芳華 ,商 鵬
1 引言
由于鋰電池的優越性,隨著鋰能在日常生活的日益普及,對鋰電池的需求也日益提高。作為鋰電池注液前的重要一環,須在正負極片放入電池盒內后對電芯進行水分去除干燥[1]。現有的電芯真空烤箱多為方形結構,但是方形烘烤箱經常由于電芯干燥的真空度低,與外界壓差大等苛刻條件常常會導致箱壁的剛性變形[2]。為此設計了一種帶有可自動將成組的電芯進出烤箱的運車裝置的圓筒形狀烤箱,此工藝可與電芯干燥過程前后銜接,避免了電芯運輸過程中外界水分與雜志的再次污染,圓形烤箱可極大減小烤箱的結構變形,且省去了人工來回搬運電芯的工作。
傳統的門窗設計中既應考慮門窗的開閉過程的結構實現,也應考慮其鎖緊裝置工作過程,在電芯進出空烤箱的門窗設計中,考慮到門窗的經常開關與烤箱內部的真空高溫環境等原因,其結構設計應特殊考慮。對設計出的門窗重要部件進行受力分析,使其不僅在結構上也應具有靈巧且結構簡單的特點,且應具有高強度下的使用壽命。
2 電芯烘烤工藝結構與工作原理
電芯小車作為電芯運輸模具,待烘烤的鋰電池電芯放置在電芯小車內部的支架之中,電芯小車放置在推板上,通過推板氣缸的推動,將電芯小車推至烘烤箱前端,通過傳動電機通過鏈傳動將電芯小車推至烘烤箱內部,門窗通過推拉氣缸帶動,通過鉸鏈支座連接將門窗沿著導軌豎直移動來控制門窗的啟閉,將電芯小車推至烘烤箱內部后,門窗關閉。對烘烤箱內部抽真空后,通過進氣管充入熱氮氣進行對鋰電池的烘烤,同時通過出氣管將冷氮氣排出,排氣后的氮氣通過二次加熱可再進入進氣管[3]。烘烤工藝如圖1所示。
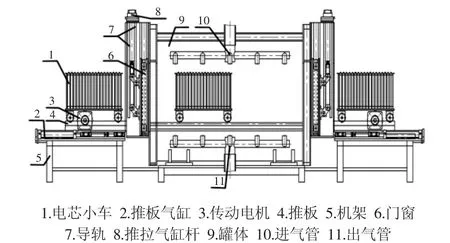
圖1 D烘烤工藝結構示意圖Fig.1 Sketch of Baking Process Structure
電芯烘烤結束后,同樣通過相同裝置將電芯小車拉出烘烤箱。圓形的烘烤箱優于方形的烤箱更能承受由于烤箱內的真空度與溫度的頻繁變動導致的結構變形[4],使其工作更穩定,可避免傳統工藝電芯去除水分過程由于罐體變形對電芯烘烤帶來的差異性[5]。電芯的主要烘烤方向平行于進氣管排出的熱惰性氣體流體方向,所以烘烤效果更佳,電芯開口向上更方便下一工序的電芯注液,總體結構顯然要優于現有烤箱。
3 電芯烘烤箱門窗結構設計與關鍵部件移動路徑分析
3.1 烘烤箱門窗設計
所設計烤箱門窗包括推拉氣缸桿、閘板、閘門、銷軸滑套、閘門滑套、閘門短導軌、閘門長導軌、長銷軸導軌、轉臂、長銷軸、銷軸、閘板連架。閘板安裝在機架上,各個導軌安裝在閘板側面,閘門上安裝有閘板連架,長銷軸中部與推拉氣缸桿連接,長銷軸與銷軸通過轉臂鉸鏈連接,長銷軸的側端安裝有銷軸滑套,銷軸滑套可通過推拉氣缸的帶動在長銷軸導軌中豎直向移動,閘門側端安裝有閘門滑套,可使閘門在閘門長導軌與閘門短導軌之中豎直向移動。閘門開啟時,電芯小車自進車通道進入罐體之內。閘門與閘板相對一側有密封墊,當閘門關閉時保證罐體與外界環境隔離。閘門開啟時的門窗狀態與各部件名稱,如圖2所示。

圖2 門窗結構圖Fig.2 Schematic Diagram of Door Structure
3.2 閘門移動路徑分析
在烘烤開始時,門窗不僅需要關閉還需鎖緊以保證密封,本設計當閘門在開啟到關閉的過程中,推拉氣缸桿由推拉氣缸帶動使得閘門下移,期間長銷軸一直在長銷軸軌道之間滑動,而閘門滑套在前階段在閘門長軌道與閘門短軌道之間滑動。在閘門下降到一定位置后,由于閘門短軌道長度短,會使得閘門滑套脫離閘門軌道而貼在閘門之上,完成閘門與閘板間的密封,期間轉臂旋轉,長銷軸與銷軸在豎直方向距離增大。為進一步考察鎖緊過程中閘門的移動路徑是否能滿足要求,運用ADAMS/View軟件對此過程進行仿真分析。在閘板上添加固定副,轉臂、長銷軸與銷軸之間添加鉸鏈副約束,在滑套與導軌之間添加移動副約束,推拉氣缸桿為動力源。在門窗上添加的約束方式與位置,如圖3所示。
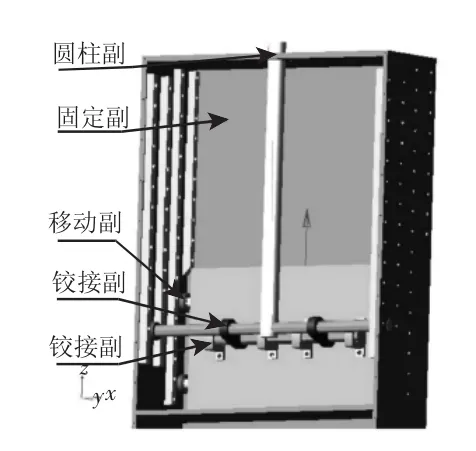
圖3 門窗添加的所需約束Fig.3 The Required Constraints on the Door
在閘門重心添加控制點以觀察其移動路徑,設置移動速度為30mm/s時,鎖緊整個過程中閘門重心在y、z軸向移動位移結果與閘門上推拉氣缸在z軸向的推力,如圖4所示。其全部鎖緊過程時間為14s。從仿真結果中可以看出,在閘門關閉的開始階段,閘門在z軸方向平穩下降;y軸方向,由于閘門滑套一側有閘門導軌的支撐而未產生位移,閘門逐漸關閉。13.2s時閘門開始處于鎖緊階段,由于沒有了閘門導軌的支撐,閘門在y軸方向開始移動,而z軸方向停止移動[6]。在14s之后閘門鎖緊過程結束,此時閘門遮擋住了進出通道,同時也完成了與閘板的壓緊,氣缸此刻也停止施加推力,推力大小為0N。
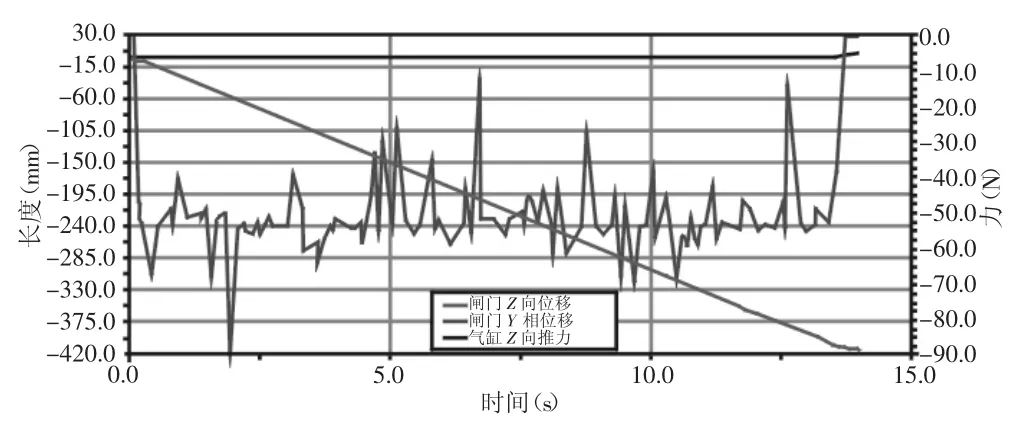
圖4 閘門鎖緊過程Y軸與Z軸向移動位移與氣缸垂向拉力Fig.4 The Gate Lock of Y Axis and Z Axial Displacement and Cylinder Vertical Force
4 門窗關鍵位置受力分析
由于閘門經常需要啟閉,由氣缸帶動銷軸、轉軸與閘板連架等所組成的機構不僅上端與氣缸連接,又與閘門相連接,受力復雜,須對其進行受力分析。以閘門關閉過程為例,在Workbench仿真軟件里對閘門機構進行受力設置[7],即閘板連架承受閘門豎直向上的拖拽力,長銷軸中部受到推拉氣缸桿豎直向上的下的牽引力,經由已得到的閘門在關閉過程的路徑進行仿真,其仿真結果,如圖5所示。結果顯示,銷軸在與兩轉軸相連接處應急集中現象較明顯,但并未超過材料屬性許用應力。長銷軸并未由于推拉氣缸桿的連接產生太多的應力集中現象,所以連接在長銷軸兩端的銷軸滑套與軌道之間并未由于長銷軸的變形而阻礙閘門的順暢滑動,滑套與軌道之間幾乎不會產生側向的相互作用力,保證了閘門啟閉過程的平穩。

圖5 閘門機構應力仿真分析Fig.5 Simulation Analysis of Gate Mechanism Stress
5 門窗啟閉過程實驗驗證
為驗證此種門窗與烘烤箱的密封性,進行門窗關閉過程的實驗驗證。在門窗關閉過程中,如圖6所示。推拉氣缸桿沿y軸方向豎直下移,通過長銷軸與銷軸的帶動使得閘門沿x軸水平右移,完成門窗與烘烤箱的連接密封。設長銷軸與銷軸側向中心連線與y軸的夾角為ɑ。以ɑ不同大小為參照目標,對門窗與罐體密封性進行測試。當閘門滑套未接觸到閘門短導軌,即初始ɑ為43.7°,隨著閘門右移密封性增強,ɑ角度增大。當ɑ為56.3°時門窗與烘烤箱緊密連接,ɑ角度不再變化。
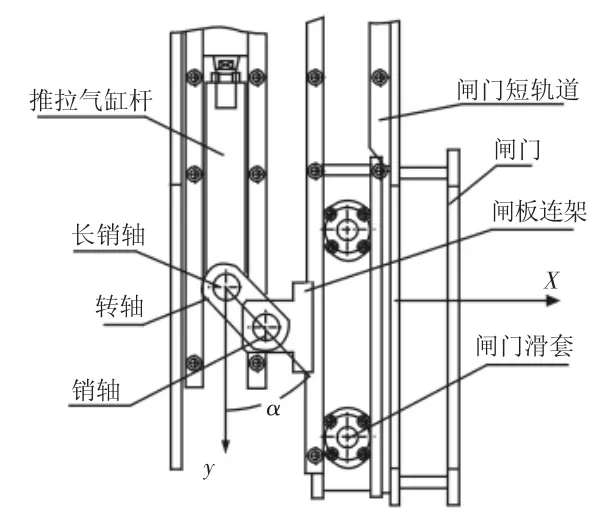
圖6 門窗關閉時運動示意圖Fig.6 Motion Diagram of Front Door Closed
運用兩段軟管連接到型號AS8520的希瑪手持式壓差表,精確度±0.05hPa(0.31~1.00)hPa,測量速率 0.5s,軟管一端插入抽真空后的烘烤箱內,軟管另一端在門窗外側與外界相通。運用數顯角度儀檢測角度ɑ大小,如圖7所示。

圖7 門窗內外壓差測量實驗Fig.7 The Experimental Measurement of the Pressure Difference Inside and Outside the Door
實驗結果表明,當門窗在開始關閉時,門窗內外的壓差為0,隨著門窗逐漸關閉,門窗內外壓差逐漸變小,當ɑ角度快到達56.3°時,由于門窗與烘烤箱的擠壓,之間的密封墊逐漸壓緊,當ɑ角達到56.3°時門窗內外壓差達到了89.6kPa,達到鋰電池電芯烘烤要求。ɑ角度與門窗內外壓差變化關系,如圖8所示。其原因是由于壓力在-0.089MPa時的理論沸點低至45℃,更利于鋰電池電芯內部水分的去除。
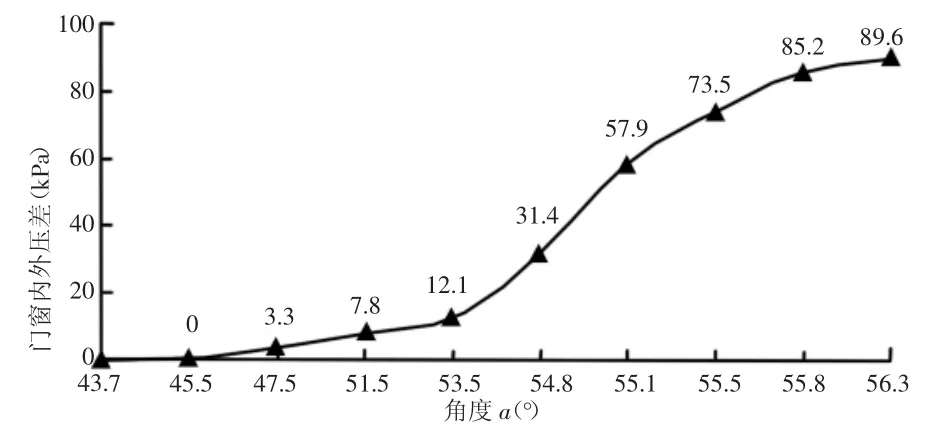
圖8 ɑ角度與門窗內外壓差變化關系Fig.8 The Relationship ofɑAngle and the Pressure Difference Inside and Outside
6 結論
(1)所設計的一種鋰離子電芯真空烘烤工藝可自動將電芯進入干燥箱去除水分,可極大減小傳統人工運輸電芯過程帶來的二次污染,并可與下一步的電芯注液相連接,自動化工藝水平大大提高。(2)所設計門窗可有效隔絕烘烤箱內部與外部空氣流動,為鋰電池水分烘干提供了良好環境。運用相關分析軟件得到門窗在關閉時關鍵點的移動路徑,驗證了銷軸等關鍵和復雜的零部件的受力情況。結果表明所設計門窗結構簡單,可靠性高。(3)以銷軸與長銷軸之間夾角ɑ的變化為參照,模擬實際工作中對門窗關閉時的門窗內外壓力差大小進行實驗驗證。當ɑ為56.3°時,完成門窗與烘烤箱內部的密封,外部壓差大小達到89.6kPa,符合電芯烘烤所需條件,實驗結果良好。本設計與驗證方案對其他密封設計可提供重要參考。