注塑工藝及模具設計第六講 特種注塑模(二)
2018-08-27 07:08:14洪慎章
橡塑技術與裝備 2018年16期
洪慎章
(上海交通大學塑性成形技術與裝備研究院,上海 200030)
6.2 熱固性塑料注塑模
熱固性塑料可用于注塑的種類有酚醛塑料、氨基塑料、不飽和聚酯、DAP塑料、環氧樹脂、有機硅、聚酰亞胺和聚丁二烯等。他們都是塑料工業的重要材料。與熱塑性塑料相比,它們通常有優良的耐熱和阻燃性、耐化學性、抗蠕變等性能,且價格低廉。曾長期采用傳統的壓縮成型和壓注成型方法制造熱固性塑料產品,手工操作繁重,成型周期又長。用先進的注塑成型方法可成倍地提高生產效率。今后,大部分熱固性塑料制件將用注塑成型方法生產。
6.2.1 注塑工藝特點
熱固性塑料注塑成型是一種新技術。其成型模具的設計與注塑工藝、注塑物料和注塑設備密切相關。
6.2.1.1 工藝特點
熱固性塑料注射有別于熱塑性塑料。熱固性塑料的注射料加入機筒,通過螺桿旋轉產生剪切熱和機筒的外加熱,使之在較低溫度(約55~105℃)下熔融。然后在高壓下將稠膠狀的物料注入模具,在150~200℃高溫作用下,進行化學交聯反應,經保壓后固化成型。最后開模頂出取得成型制件。
(1)熱固性注塑料
熱固性塑料注射料應經改性后制成粒子、粉狀或液態等供應。大多以粒子供應,僅環氧注塑料是液態的。對熱固性塑料的注射料有下列要求:
a.合適的流動性。熱固性注塑料的拉西格流動性一般大于200 mm。相對分子質量在1 000以內的線型分子或具有少量支鏈型的分子,其流動性最好。木粉作填料的注塑料流動性最好,無機填料的流動性較差,玻璃纖維和紡織填料的塑料流動性最差。添加潤滑劑可提高流動性,過多固化劑會降低流動性。
b.塑化溫度范圍寬。一般要求物料在70~90℃能夠塑化,具有一定流動性,并要求在注塑機的機筒中存留15~30 min,具有熱穩定性。添加穩定劑可在較低溫度下阻止交聯固化。這對溫流道注射模成型尤其重要。
c.高溫下能快速固化。固化速度快能縮短成型周期,提高生產效率,但過快固化會造成局部型腔特別是細小部位充填不滿 。
d.收縮率要小。比起熱固性塑料的壓縮和壓注成型,注塑料的收縮最大,因為成型中受到壓力最小,且模具溫度高,脫模后冷卻至室溫又再次收縮。另外熱固性注塑料的收縮率與填料的種類和含量有關。木粉等有機填料會使收縮率大增。礦物填料,特別是玻璃纖維充填的注塑料收縮率較小。過大收縮率使制件尺寸變化大,又易產生變形翹曲。模具設計收縮率仍以模具和制件在室溫條件下的尺寸計算。由于該收縮率與注塑料品種和配方關系很大,通常又含有40%以上填料,收縮率應由生產廠的注塑料說明書或試驗確定。
(2)熱固性塑料注塑機
熱固性塑料注射應該用專門的注塑機。這種注塑機與常用的熱塑性塑料注塑機主要有兩方面的區別:
a.機筒加熱方式。熱固性塑料的塑化熱量主要來源是螺桿旋轉的剪切熱。機筒的外加熱主要起預熱作用,并對機筒溫度進行調節。單一的電熱方式易使物料過熱固化,因此,常用水或油加熱機筒,也有電加熱水結構的機筒。另一種是油電加熱機筒,電熱僅用于預熱,塑化時調節油溫來控制機筒溫度,所以機筒溫度控制精度較高。
b.塑化螺桿的壓縮比。壓縮比由對熱性注塑料的(2~3.5):1減小至 1:1;長徑比由(15~20):1減小為(12~15):=1,從而減小對物料的剪切和摩擦作用。
(3)注塑工藝
a.工藝要點。 熱固性塑料注塑過程中,物料在機筒中處于黏度最低的熔融狀態。塑料熔體的黏度及其流動阻力與填料品種、比例和形狀尺寸關系很大,需有相適應的注射壓力。必須綜合考慮摩擦熱的因素。一般采用較高注射速度,以獲得較高的摩擦熱,有利于固化。熱固性塑料在模具中進行固化反應,會產生縮合水和低分子揮發物。模具型腔必須設有暢通的排氣系統,否則會在塑料件表面留下氣泡和殘缺。固化成型時間按最大璧厚計算,一般為8~12 s/mm,快速固化的注塑料為5~7 s/mm。
b.存在的問題。目前熱固性塑料注射品種已有一百多種, 但國內生產品種尚少, 還需提高材料性能。熱固性塑料中的填料,如玻璃纖維在螺桿剪切作用中會受損,而布屑、紙片等大顆粒填料難以進料。不但物料的流動性差,而且對螺桿和模具等磨損作用大,又使注塑件取向較嚴重,產品易翹曲變形。塑料件中嵌件的安放受成型速度等限制,不能過多和過慢。應看到熱固性注射的設備和模具費用比其他加工工藝方法高幾倍,而且耗能也大,單模具加熱就占耗能1/4。最突出的問題是澆注系統凝料只能作廢料處理, 尤其是一模多腔小制件浪費率達15%~25%,甚至更高,故采用無澆注系統凝料的流道模具有重大意義。這種模具稱為熱固性塑料的溫流道注塑模。此種溫流道注射要使流道內物料始終保持熔融狀態, 為此對模具的溫流道部分單獨設置一個低溫區,溫度大致在105~110℃范圍。此溫流道板用熱水或熱油循環保溫,而型腔部分是高溫區。
6.2.1.2 模內流動和固化
熱塑性塑料熔體充模時模壁溫度低于熔體溫度,使靠近模壁處的熔體迅速冷卻生成凍結皮層。靠近凍結層處熔體黏度高于中心層,流速沿斷面呈拋物線分布, 如圖328(a)所示。熱固性塑料熔體充模時,模壁溫度高于熔體溫度,不會產生凍結層。接觸模壁處熔體因受到加熱反而使黏度降低。除緊鄰模壁薄層因摩擦阻力流速較低外,整個斷面流速分布相近,形成“活塞流”,如圖328(b)所示。
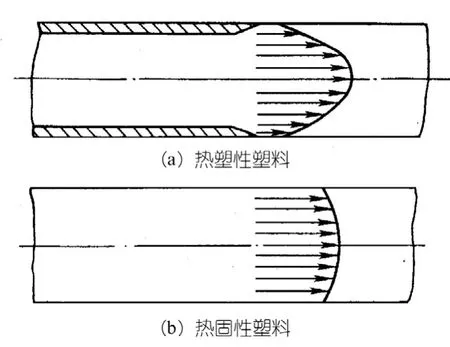
圖328 熔體充模流速分布比較
熱固性塑料熔體的充模流速分布特性,與粉狀料壓制成型相比,型腔中充模終止時的塑料熔體溫度均勻一致,沒有明顯的內外層,固化程度不易區別。因此, 注射充模塑料件在整個斷面上有較均勻一致的力學和電絕緣性能。但是這種充模流動,在模具高溫模壁外的流速很高,對模壁產生很大摩擦、磨損。特別是在流道和型腔的狹窄通道處,壁面磨損甚。
熱固性塑料充模后固化交聯成三維網狀結構。不會出現大分子鏈的取向, 也很少產生熔體破裂現象。但是纖維狀的填料在充模流動中會出現流動取向,使制件在流動方向的力學性能和收縮率高于垂直流動方向。
熱固性塑料熔體在充模過程中, 近模壁處的流速高且速度梯度大,與型腔面的傳熱系數高,又會產生不容忽視的摩擦熱。這使充模熔體很快達到固化溫度。與其他成型方法比較,同樣厚度制件固化反應時間最短;若制件較厚,固化時問縮短更明顯。這使模具溫度控制較為困難。模溫偏低會延長固化周期,或使固化不完全,致使塑料件性能下降。倘若模溫偏高,低黏度熔體會到處鉆模形成飛邊。 靠近模壁的熔體黏度迅速越過最低點而過早固化,會使塑料件表層發暗出現流痕和黏模。局部熔體過早固化, 還會使塑料件某些部分缺料。模內熔體受熱時, 一方面由于分子鏈活動性增大使黏度降低; 但另一方面因固化反應而使黏度大增。圖329所示是兩個相反的綜合影響結果。
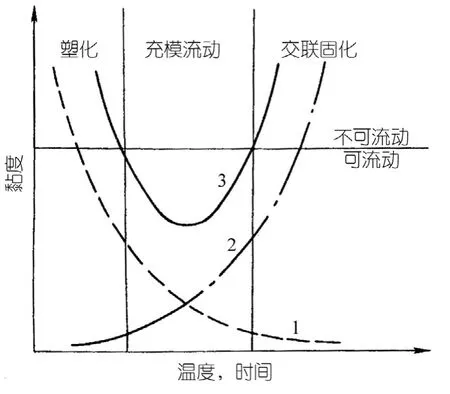
圖329 熱固性塑料黏度與加熱溫度、時間的關系
綜上所述,熱固性塑料注塑模具的總體結構設計時必須考慮如下特點:
(1) 制件尚未固化前樹脂黏度比熱塑性塑料低,對于 0.01~0. 02 mm縫隙也會溢出。
(2) 制件成型后硬而脆。其分型面上的飛邊和鉆入縫隙的溢料使清理困難。易破碎的小片會磨損模具表面。
(3) 熱固性塑料的摩擦因數和收縮率較小。塑料件對型芯包緊力較小,開模時易滯留在型腔的一側。
(4) 塑料熔體對模具成型表面有較嚴重的磨蝕磨損 。
(5) 模具工作溫度遠高于室溫,使室溫下的裝配間隙很難控制。室溫下過小間隙會使工作時的運動零件產生咬死和拉毛現象。
6.2.2 模具設計要點
許多重要設計步驟,如模具的強度和剛度計算等,與熱塑性塑料注塑模相同或相似,這里從簡。
6.2.2.1 模具設計過程
圖330所示是—模八腔的酚醛塑料注塑模。因制件太小和飛邊過多,如采用壓制模生產則效率太低,現用單分型面的結構和側澆口。因為過細的流道容易被推出桿推破并破裂,澆注系統的用料只能多些。
(1)型腔數目確定
應以保證足夠大的鎖模力,防止分型面上出現飛邊來確定型腔數。型腔數目為

式中:
n——由鎖模力決定的型腔數;
f——注塑機的鎖模力,N;
Pc——型腔內塑料熔體的壓力,MPa;
A'——流道和澆口在分型面上的投影面積,mm2;
A——每個制件在分型面上的投影面積,mm2。
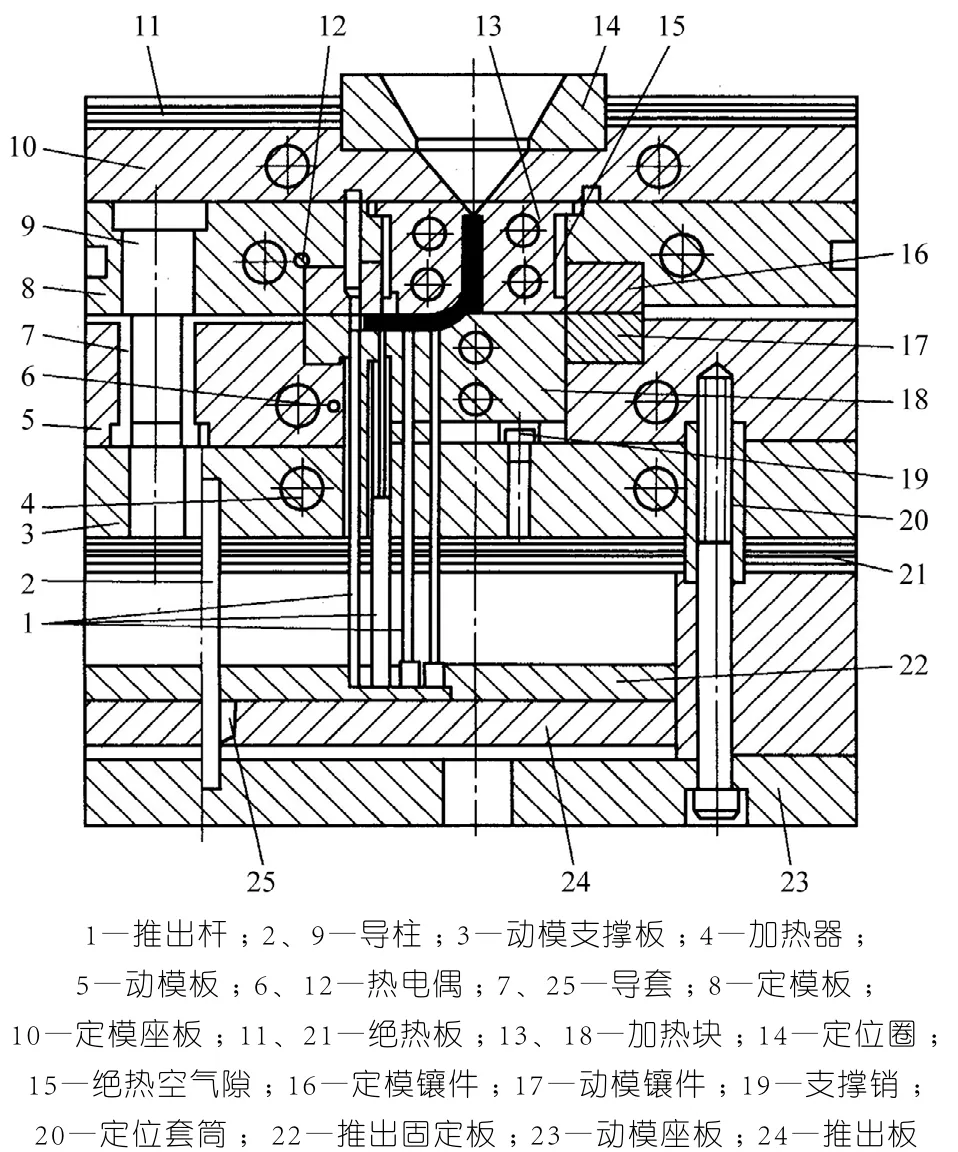
圖330 一模八腔酚醛塑料注塑模
根據經驗,酚醛塑料成型時型腔壓力Pc為30~40 MPa,氨基塑料Pc為40~60 MPa,不飽和聚酯Pc為10~20 MPa。
還需校核塑料熔體在機筒中的存留時間tb,使tb不得超過熔體狀態的維持時間。目前,該允許維持時間 [tb]=4~6 min,即

式中:
tb——熔體在機筒中的存留時間,min ;
t——注塑成型周期,min;
mb——塑料在機筒中(包括螺桿槽中)的存料總量,g;
mg——每次注射用量,g。
因此,每次實際注射量mg為注射后機筒中存料mb的0.7~0.8倍較為合適。倘若注射量mg過少,會造成塑料件上有過早固化硬塊,甚至必須經常對空噴射,以防止塑料在機筒中固化。
(2)嵌件和安裝
熱固性塑料制件中若要安放嵌件,首先要防止熔體鉆料,其次要求安裝快速。因此,通常在模外將嵌件裝在嵌件桿或嵌件套上,然后整體裝入。
防止鉆料方法,其一是采用臺肩式嵌件桿,如圖331(a)所示。該臺肩有時也制成錐面并與圓柱組合,如圖331(b)所示。金屬嵌件旋入嵌件桿后置于模內,還要防止嵌件桿與嵌件接觸端面間被鉆料。其二是提高嵌件桿和模具上插孔的配合精度, 它們之間單邊間隙在 0.01~0.02 mm之間。應先加上孔,然后配磨和配研成型桿,再鍍鉆拋光,并保證多個嵌件桿的互換性。
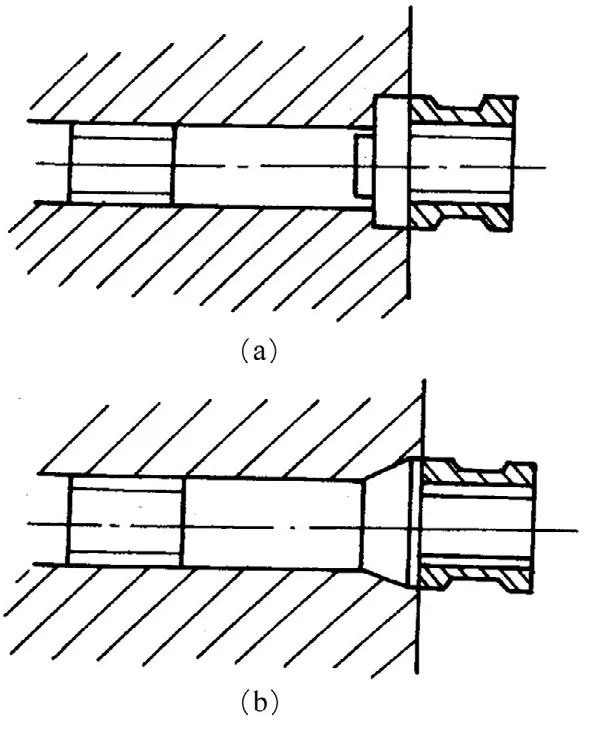
圖331 嵌件與嵌件桿
(3)分型面設計
為增大鎖模力以減薄甚至避免飛邊,應減小分型面的實際接觸面積,如圖330所示。—般在型腔周圍的10~20 mm之外部分削去0.5~1 mm。但也需注意到過大鎖模力會使型腔塌陷。分型面上作用40~70 MPa鎖模壓力為好,流動性好的物料應取其大值進行驗算。
分型面硬度應在40HRC以上,避免飛邊碎屑過快損傷分型面。對分型面鍍鉻處理,可減小飛邊的黏附力。
分型面上不允許存在任何孔和凹坑,否則會造成飛邊清理困難。應將模板上螺孔等設計成不通孔。若有通孔,也應將其鑲填磨平。
(4)成型零件設計
成型零件工作尺寸的計算方法與熱塑性塑料注塑模具相同。 但在確定成型收縮率時, 應注意到熱固性塑料注塑收縮率的離散性較大, 如酚醛塑料注塑收縮率為 0.7%~1.2% 。此外,在計算型腔深度尺寸時,要計入分型面上毛邊厚度0.05~0.1 mm,即將計算的模具型腔尺寸減去毛邊值。
成型零件設計應盡量避免鑲拼結構,以免熔體鉆模。整體鑲嵌式型腔常被采用。型腔表面粗糙度Ra應在0.20 μm以下。
型腔和型芯一般都應經過熱處理淬硬。表面硬度為40~45HRC的析出硬化鋼SM2和PMS用于高精度的中小型模具。為了提高耐磨性,也常用合金工具鋼 9Mn 2V、5CrMnMo、9CrWMn,其表面硬度為53~57HRC。含有礦石粉或玻璃纖維等硬質填料時,要求其表面硬度為58~62HRC。成型零件常用鍍硬鉻后拋光來降低表面粗糙度,提高耐磨性并防腐和防銹,延長模具使用壽命。鍍鉻層厚度 在 0. 03~0.08 mm 之間。
(5)脫模機構設計
由于熱固性塑料熔體有0.02 mm以上單邊間隙,就會鉆模產生飛邊,給脫模機構設計帶來很大難度,所以應盡量避免采用推管和推板脫模元件。推管的內外柱面均有間隙配合。推板與型芯的配合間隙有時很難均勻一致,在高溫下的實際間隙很難控制。倘若要使用推板,則脫模行程要增大到足以使推板脫出型芯。這樣,便于清除飛邊及碎片。
采用推桿比較容易使單邊間隙達到0.01~0.02 mm的要求。0.03 mm以下間隙會產生極薄一層半透明的飛邊,尚不妨礙相對滑動。但間隙小于0.005 mm時,在 約160℃左右模溫下易產生配合面的脹咬故障。如圖332(a)所示,在推桿的中間滑動段制成三棱帶,可減小與高溫孔壁的摩擦面。棱帶應有足夠長度和精度,每棱應有1.5 mm的支承接觸寬度。又見圖332(b),推桿在推出位置,動模底面與推桿三棱段應留有足夠位置A,以允許碎屑從槽中自由脫落,而上部圓柱段要全部推出塑料件成型面。這種推桿直徑通常大于5 mm。棱帶數可視直徑增大而增多。
(6)排氣系統設計

圖332 熱固性注塑模推桿
熱固性塑料注塑模不但要排出型腔中的空氣,還要排出固化反應所產生的揮發性氣體,因此,排氣量大。在澆口前的分流道就應該開始排氣。排氣槽寬度就等于分流道寬度,在分型面上深度取0.12 mm左右。—般在型腔四周均應當排氣,在料流末端更應保證排氣暢通。分型面上排氣槽寬度3~8 mm,深度0.06~0.18 mm,如圖333(a)所示,排氣槽相互間隔至少25 mm。排氣槽允許物料溢出,并有與型腔表面相同的表面粗糙度和硬度。但遇到小型板件,排氣量又不大,則用約深度0.06 mm的淺排氣槽,使飛邊去除容易。也可以在芯柱上開設排氣隙,如圖333(b)所示。在芯柱外圓上磨出3個或4個深0.05~0.075 mm的平面,然后經中心引氣孔導出氣體。在大多數場合,頂桿上也磨出類似的幾個導氣平面。加工時需注意,磨痕應沿著軸線方向, 排氣面端角上要磨出 0.12 mm左右的倒角。這樣在有飛邊形成時會黏連在制件上。最后—種有效的可靠方法是利用多孔的燒結塊,如圖333(c)所示。
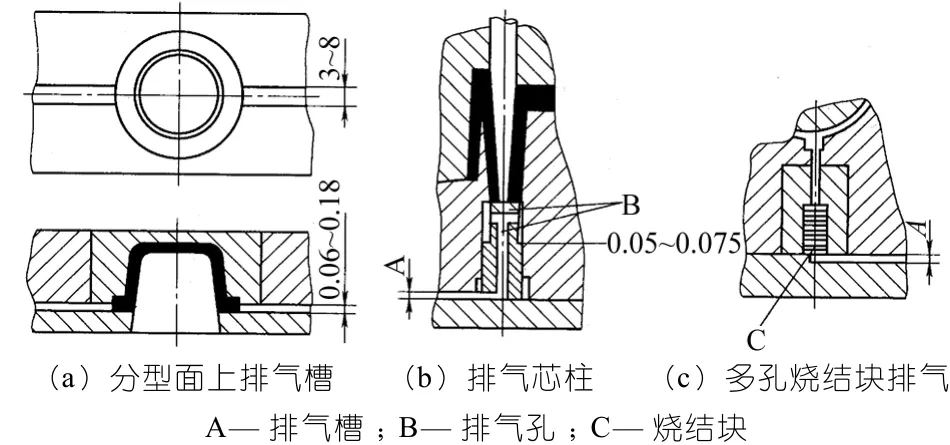
圖333 排氣系統設計
(7)加熱和絕熱考慮
熱固性塑料注塑模加熱系統使用最多的是電熱棒,也有用電熱板的。其加熱功率應該根據兩絕熱板之間的模具總質量計算。也有—個專用經驗公式,即

式中:
P——加熱器功率,W;
V——被加熱模具體積,cm3。
如圖330所示,動模和定模分別設置測溫熱電偶,以自動控制模具溫度, 使成型表面溫差在±2.5℃之內。表51為部分熱固性塑料注塑成型模具溫度提供了參考。

表51 部分熱固性塑料注塑模模溫 ℃
為防止高溫模具向注塑機的兩塊模板傳熱,需設置兩個絕熱墊層,常用石棉水泥板或環氧玻璃鋼板等。如圖330所示,絕熱層設置在動模支承板和墊鐵之間,需加設定位套筒,也有將絕熱層設置在動模底板和注塑機動模板之間的。
6.2.2.2 澆注系統設計
在設計時,應注意采用由熱固性塑料注塑工藝特點而獲得的經驗數據。
(1)主流道 熱固性塑料注塑成型時,物料在機筒內沒有加熱到足夠高溫度,因此,要求主流道有較大傳熱面積,而且熱固性注塑機的噴嘴口徑較大,錐角α應為1°~2°。主流道內壁的表面粗糙度Rα≤0.8 μm。
由于熱固性塑料有脆硬特性,因此拉料的“冷料”井應防止物料折斷。圖334(a)所示球形拉料頭,d=d1+2 mm。d與d1之差過小則無拉料作用,若過大會不能脫模或破裂。圖334(b)所示Z形拉料頭,最薄處不得小于4 mm,尖角處應設有r=1 mm的圓角。圖334(c)所示薄片式拉料頭,在圓柱桿頭銑四條斜邊,最薄處不得小于0.8 mm,斜片長約10 mm,使薄片具有彈性。
(2)分流道 圓形截面的比表面積最大,有利于傳熱固化,但實際上分流道設計大多采用梯形和半圓形。分流道斷面面積與物料流動性、物料溫度和分流道長度等因素有關,但主要取決于流經分流道的物料量。對于酚醛類塑料,分流道截面積可按下式估算:

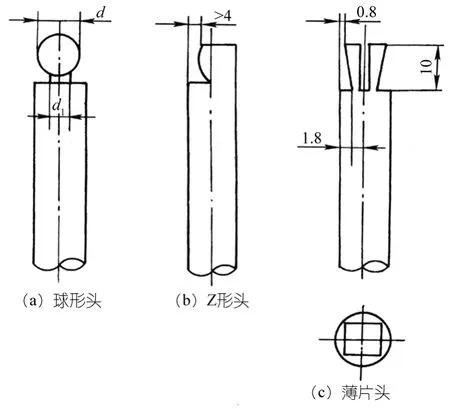
圖334 常用拉斜桿形式
式中:
Ar——分流道截面積,mm2;
α——系數,取0.26 mm2/g;
mr——流經分流道的塑料量,g。
也可按圖335的曲線1估算。生產中梯形截面厚度,對于中小型塑料件可取2~4 mm;對于較大塑料件可取4~8 mm。為了減小物料流動阻力,主流道與分流道、各分流道轉向處,都應取較大的轉角半徑。轉角半徑應不小于分流道直徑或寬度。分流道的表面粗糙度在 0.4 μm以下,并鍍鉻。
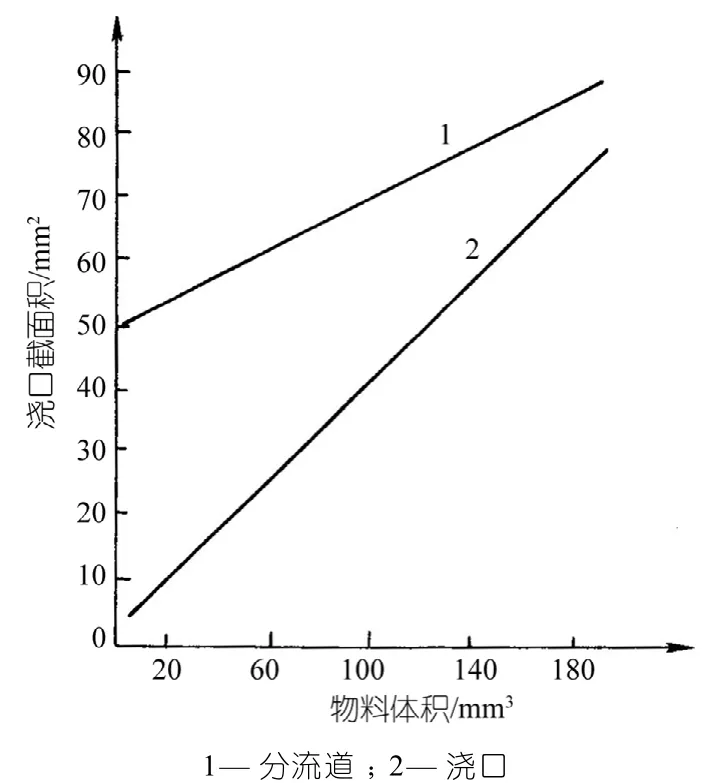
圖335 酚醛塑料的分流道和澆口斷面積、流過物料體積的關系
(3)澆口 如圖336~338所示,熱固性塑料注塑模的澆口形式有直澆口、側澆口、盤形澆口、外環形澆口、內環形澆口、扇形澆口、平縫形澆口、點澆 口和潛伏式澆口等。物料流經澆口時摩擦磨損大,固化了的澆口凝料質脆易斷,故與熱塑性塑料注射的澆口有所差異。
下面介紹其中三種:
a.側澆口。側澆口長度為0.8~1.5 mm。寬度應比分流道稍窄,中小制件為2~4 mm,大制件為4~8 mm。其深度是澆口截面積的修模調節尺寸,根據經驗常取0.5 mm左右。對于纖維填料取 0.8~l.0 mm,或取塑料件壁厚的1/2左右。對酚醛塑料的側澆口截面積,可參考圖335中的線2。
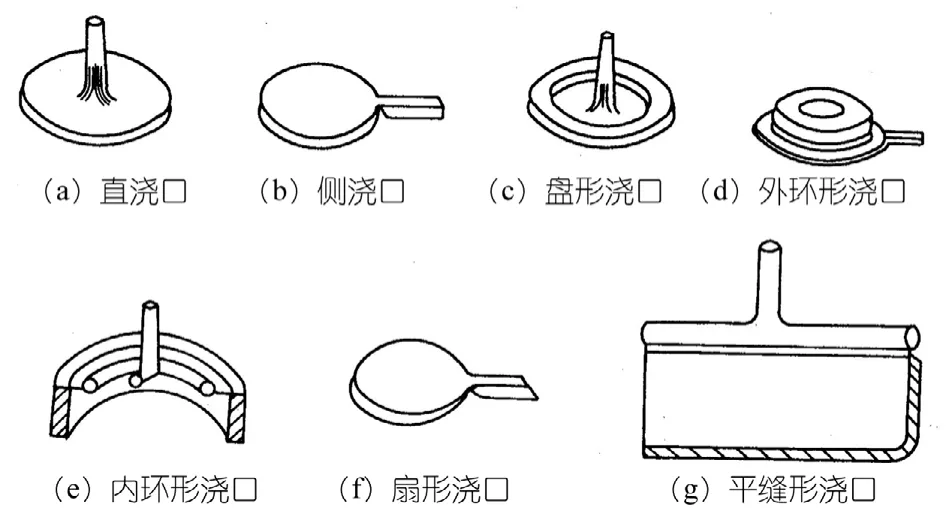
圖336 熱固性塑料注塑模的澆口類型
b.點澆口。填料粒度大的熱固性塑料不能用點澆口。點澆口處磨損劇烈,直徑比熱塑性塑料模大得多,常取d=1.2~2.5 mm,可根據塑料件大小和壁厚選取。澆口形式見圖334(a)(b)。澆口帶有錐度可減小摩擦。

圖337 熱固性塑料注塑的點澆口
c.潛伏式澆口。倘若采用點澆口就要用如圖339所示的三板模結構,而潛伏式澆口可簡化模具。該種澆口成功設計取決于澆口位置、 澆口的兩個角度、 推桿位置、塑料件在脫模溫度下是否具有柔性。如圖338所示,澆口中心線與開模方向的夾角α為25°~30°較適宜。澆口本身錐角在25°~35°為好。推桿距澆口太近,推出時澆口凝料不能產生充分的撓曲,易剪切折斷;但推桿太遠, 則固化澆口沒有足夠的推出力。
澆口部位最好做成可換鑲塊。 特別在大批量生產時, 鑲件的鍍鉻層磨去后,可重新鍍鉻或更新鑲件。也可以考慮用硬質合金制造鑲塊,壽命可提高數倍。
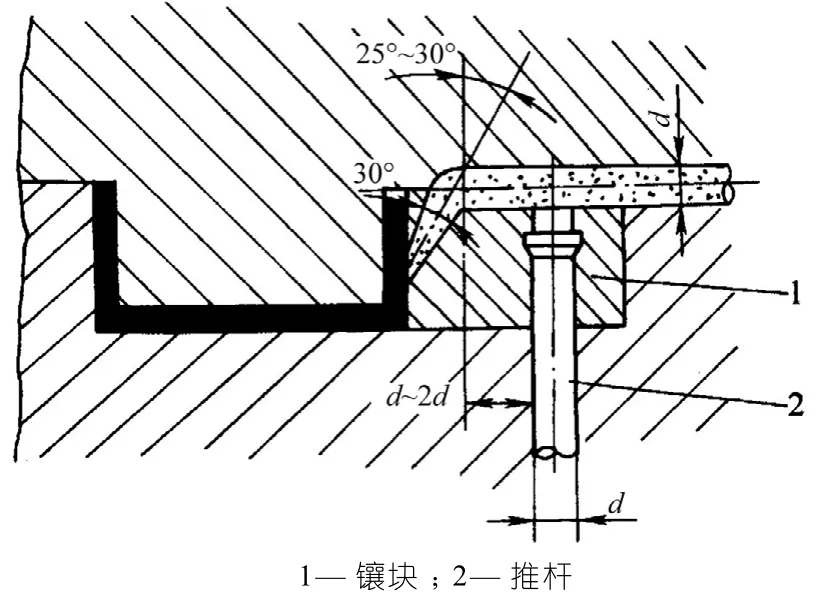
圖338 熱固性塑料注塑模的潛伏式澆口
圖339 中制件為模具注射石棉短纖維充填的酚醛環刷。該制件尺寸精度要求高,型腔的脫模斜度很小,采用盤形澆口有利于纖維的充模和分布。再用一模四腔的壓制模成型時,成型周期達2.75 min。改為—模四腔注塑模,由于破裂線很難控制,現為—模二件。采用三板模結構,拉尺被仔細設計,讓動模板與中間板首先分離并剪斷盤形澆口。第二次分型時,塑料件中心引導流道的固化物不被咬合或破碎。這樣可實現自動生產,注塑周期為58 s。

圖339 一模二腔石棉短纖維充填酚醛塑料的雙分型面注塑模