聚丙烯組合蓋外蓋模具的優化與改進
2018-08-27 07:08:20張義海羅剛
橡塑技術與裝備 2018年16期
張義海,羅剛
(四川省宜賓普什模具有限公司,四川 宜賓 644007)
塑料輸液容器用聚丙烯組合蓋主要由外蓋;內蓋和墊片組成。其中,外蓋的質量對整個組合蓋產品的質量起著至關重要的作用。外蓋上有一圈很薄的撕裂口,撕裂口的厚度通常在0.2 mm左右,在藥液未使用前撕裂口要保證完好無損,確保組合蓋的密封性和藥品的質量安全。同時,又要使得組合蓋在開啟的時候拉力不能太大,比較輕松就能打開。
根據YBB00242004-2015《塑料輸液容器用聚丙烯組合蓋(拉環式)》國家標準,外蓋的拉環切痕處(撕裂口)的密封性檢測標準為:將產品置于高壓蒸汽滅菌器中加熱至121℃±2℃,保持30 min,冷卻至室溫后,用滲透劑(65%乙醇:10 g/L亞甲藍溶液為100:5)填充至2/3高度,放置于濾紙上保持60 min,切痕處不得泄露。拉環開啟力的檢測標準為:將產品置于高壓蒸汽滅菌器中加熱至121℃±2℃,保持30 min,冷卻至室溫后,固定在拉伸儀夾具上,將拉環固定在另一移動夾具上。沿與垂直呈23°斜角的方向,以200 mm/min±20 mm/min的速度對拉環施加拉力,記錄拉環被啟破的力值,開啟力不得超過80 N,試驗過程中,不應撕裂穿刺區周圍的其他區域,且拉環不得斷裂。組合蓋外蓋如圖1、圖2所示。
由上面聚丙烯組合蓋外蓋的密封性和拉環開啟力的檢測標準可以看出,拉環切痕處(撕裂口)的尺寸精度要求非常高。因此,模具很難保證一次試模合格,通常都要根據試模后產品的檢測數據,對模具的相關零件進行修模調整,甚至進行多次改修。

圖2 組合蓋外蓋簡圖
1 常見模具結構與缺陷
1.1 常見模具裝配
常見模具裝配示意圖如圖3所示。
1.2 成型零件裝配
成型零件裝配圖如下圖4所示。

圖3 裝配示意圖

圖4 成型零件裝配示意圖
1.3 該模具結構的缺陷
由于模具零件的加工誤差以及模具的裝配累計誤差的存在,模具試模后通常都會根據試模結果對相應的零件進行修改,以此來滿足產品的密封及開啟拉力要求。另外,在模具生產過程中零件105磨損也較快,模損后也需要對相應零件進行調整。
修改有兩種情況:第一種:撕裂口太薄;第二種:撕裂口太厚,兩種情況的修改方案如下:
(1)撕裂口太薄,則只需要對零件105的A面進行加工即可;
(2)撕裂口太厚,則需要對零件105(見圖6)的軸肩B面;零件104(見圖5)的B面;零件004(見圖7)的B面進行加工才能解決。零件104、105、004的簡圖如下。
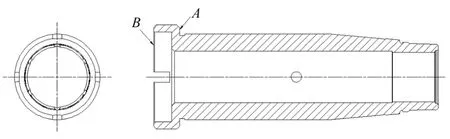
圖5 零件104
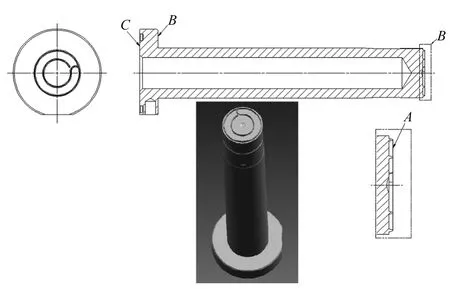
圖6 零件105
從圖3模具總裝配圖可以看出,不管是那種情況修改都需要將模具從注塑機上吊下來,再將模具的動模部分全部拆散,才能將零件104、105、004取出,這樣會花費很長的時間來拆裝模具,大大影響生產效率,并且修改成本也很高。
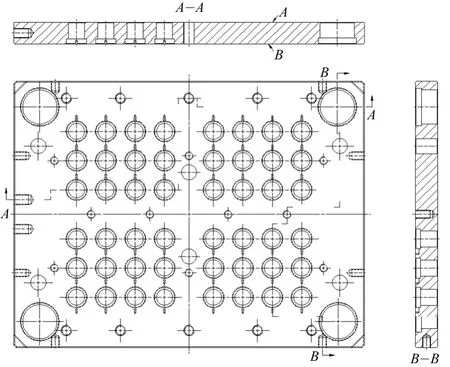
圖7 零件004
2 模具結構的優化方式
2.1 優化改進后的模具裝配
優化改進后的模具裝配示意圖如圖8所示。
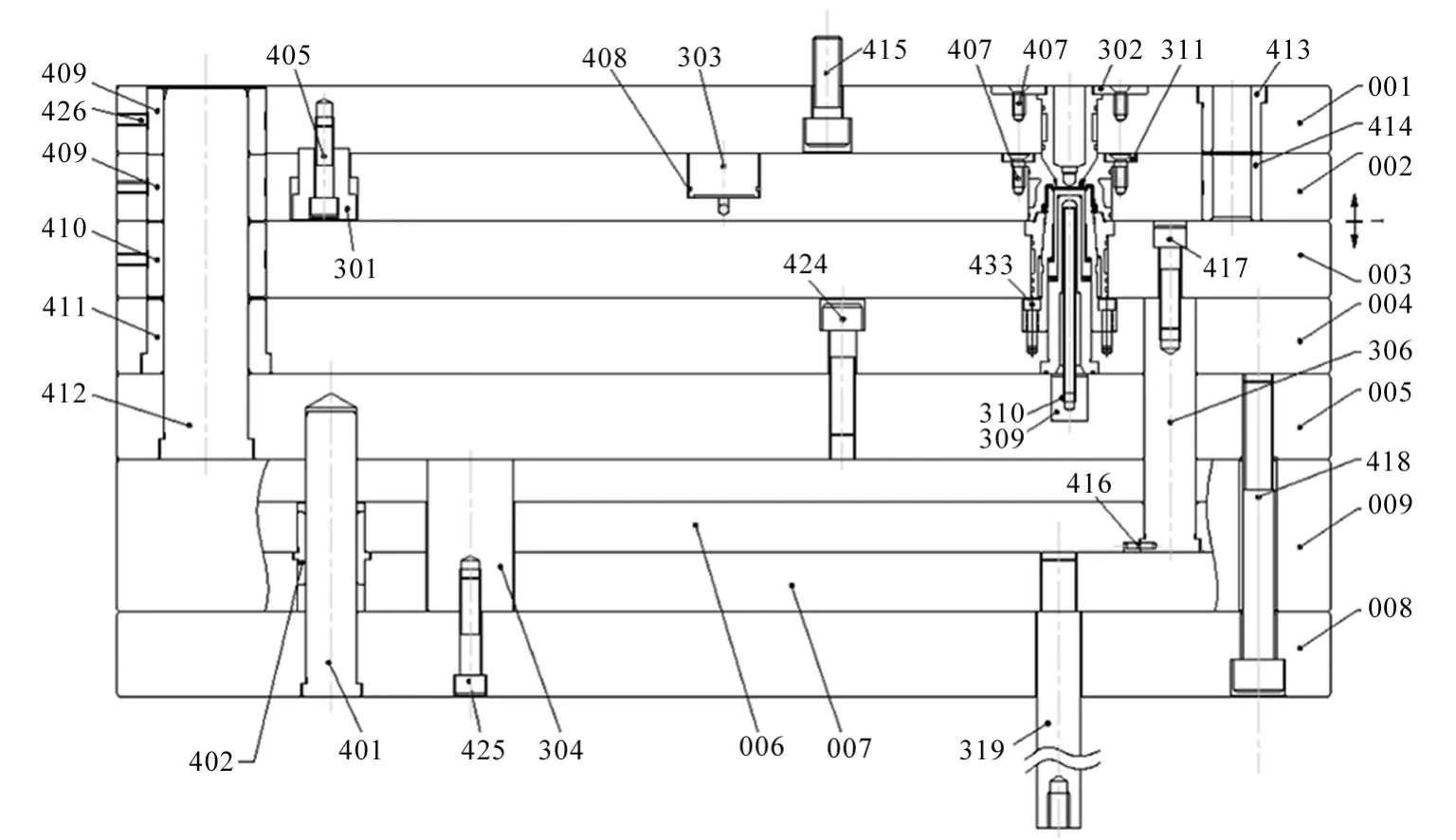
圖8 裝配示意圖
2.2 成型零件裝配
成型零件裝配示意圖如下圖9所示。
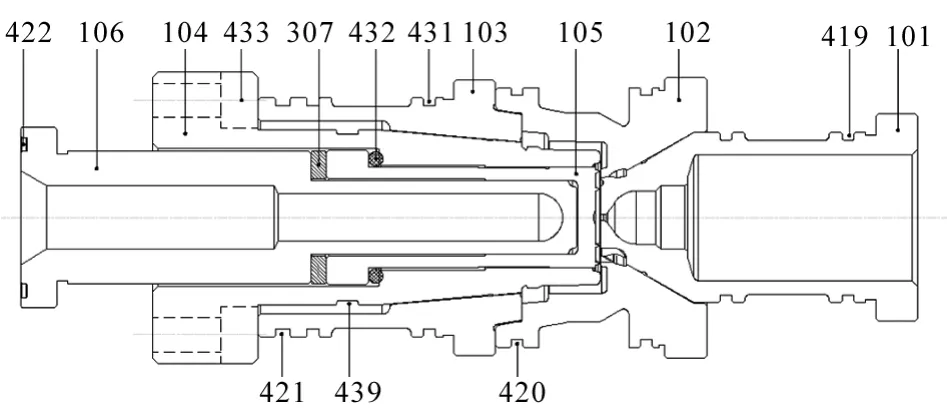
圖9 成型零件裝配示意圖
2.3 模具優化的方式
成本新增加零件106(見圖12)作為支撐柱,固定在零件005上,而原來固定在零件005上的零件105(見圖10)則和106裝配在一起,在105的F面和106的F面增加一個調節墊圈307(見圖13),用以調節撕裂口厚度,在104(見圖11)的E面和105的E面增加一個橡膠圈432(見圖14),用以避免零件105往右串動。零件104與零件004(見圖15的裝配方式也發生了改變,從原來將104從B面往上裝,再利用臺階將104壓住的方式,改成將104從A面裝下來,再用螺釘將104固定在004)上,這樣就可以不需要將模具從注塑機上吊下來。
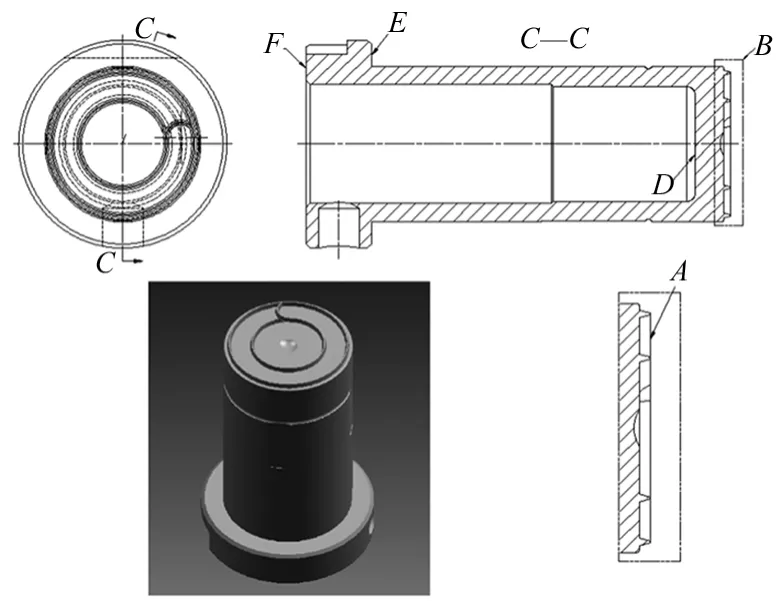
圖10 零件105

圖11 零件104
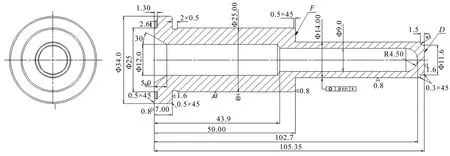
圖12 零件106

圖13 零件307
圖14 零件432
3 模具優化改進后的優點
(1)調節制件撕裂口厚度不需要將模具從注塑機上吊下來,并把模具全部拆散,再取出零件修改。而是在注塑機上進行簡單的操作,非常快速的就能完成,實現了模具零件的在線拆裝。首先,操作注塑機將模具前后模從Ⅰ(見圖8)處分開,將螺釘417拆掉,再操作注塑機合模,用連接塊317和螺釘406將模板001、002、003連到一起,這樣模板003就與001、002一起留在了注塑機的定模板,其余留在注塑機的動模板,此時將固定零件104的螺釘433拆掉就能輕易地將104、105、307一起取下來。如圖16所示。
(2)撕裂口厚度可以通過調節墊圈307的尺寸快速完成,無須修改104;105;004等零件。如果是撕裂口太厚,則根據檢測數據,重新替換一個墊圈307即可;如果是撕裂口太薄,則根據檢測數據,將墊圈307修改相應厚度即可解決。優化后的模具結構,大幅度降低了模具的改修成本。
(3)實現了模具的在線拆裝,大幅度節約了修模時間,減少注塑機的停機時間,提高了生產效率,降低了產品的生產成本。

圖15 零件004

圖16 模具拆裝示意圖
4 結語
本文提出了一種用于塑料輸液容器用聚丙烯組合蓋外蓋的新的模具結構,優化改進后的新的模具結構大大縮短了模具試模后的改修時間和改修成本,以及模具在生產過程中的改修時間和改修成本,提高了生產效率,降低了生產成本。優化改進后的模具結構已大量投入生產,獲得了良好的經濟效益和社會效益,深得客戶贊譽。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
中國共青團(2015年7期)2015-12-17 01:24:38
現代企業(2015年2期)2015-02-28 18:45:09