PLC機(jī)械手取料系統(tǒng)設(shè)計(jì)及應(yīng)用
2018-08-26 10:52:28左國(guó)
機(jī)械管理開發(fā) 2018年8期
左 國(guó)
(同煤集團(tuán)化工廠, 山西 大同 037001)
引言
隨著中國(guó)制造2025的提出,中國(guó)的工業(yè)自動(dòng)化程度向前邁出了一大步。越來(lái)越多的工廠開始解放工人的雙手,進(jìn)而以機(jī)械手來(lái)取代。機(jī)械手一般由執(zhí)行系統(tǒng)、驅(qū)動(dòng)系統(tǒng)、控制系統(tǒng)和人工智能系統(tǒng)等組成,主要可完成移動(dòng)、旋轉(zhuǎn)、抓取等動(dòng)作[1-3]。
采用PLC控制機(jī)械手來(lái)實(shí)現(xiàn)各種預(yù)定的動(dòng)作,不僅可以減輕工人的勞動(dòng)強(qiáng)度、提高生產(chǎn)效率,而且可以有效提高產(chǎn)品的一致性。本文通過(guò)機(jī)械手設(shè)計(jì)實(shí)例,介紹氣動(dòng)技術(shù)與PLC控制相結(jié)合,進(jìn)而實(shí)現(xiàn)機(jī)電一體化的過(guò)程。
1 機(jī)械手結(jié)構(gòu)及工作流程
整個(gè)機(jī)械手取料系統(tǒng)主要由左右氣缸、上下氣缸和夾緊氣缸組成。左右氣缸和上下氣缸均為雙作用氣缸,安裝有2個(gè)到位開關(guān)傳感器;夾緊氣缸為單作用氣缸,安裝1個(gè)到位開關(guān)傳感器。到位開關(guān)傳感器的作用為判斷氣缸是否到達(dá)預(yù)定位置,以使機(jī)械手取料系統(tǒng)更加安全可靠,如圖1所示。
機(jī)械手系統(tǒng)的具體工作流程為:機(jī)械手的初始位置為左右氣缸處于縮回狀態(tài),上下氣缸也處于縮回狀態(tài),夾緊氣缸處于松開位置;當(dāng)按下啟動(dòng)按鈕時(shí),上下氣缸伸出,夾緊氣缸到達(dá)位置A,夾緊氣缸夾取工件,上下氣缸收縮,然后左右氣缸伸出,上下氣缸伸出,夾緊氣缸夾著工件到達(dá)位置B,夾緊氣缸松開工件,上下氣缸縮回,隨后左右氣缸縮回,回到初始位置。至此,機(jī)械手系統(tǒng)完成一個(gè)取料周期。其工作流程如圖2所示。
2 系統(tǒng)氣壓傳動(dòng)工作原理
根據(jù)機(jī)械手的功能,設(shè)計(jì)系統(tǒng)的氣壓傳動(dòng)原理如圖3所示,其中控制左右氣缸和上下氣缸的電磁閥采用兩位五通電磁閥,夾緊氣缸采用兩位三通電磁閥。氣源采用普通空壓機(jī)氣源,氣源處理原件選用調(diào)壓過(guò)濾器,以去除壓力空氣中的水分,調(diào)節(jié)壓力范圍為 0.5~0.7MPa。
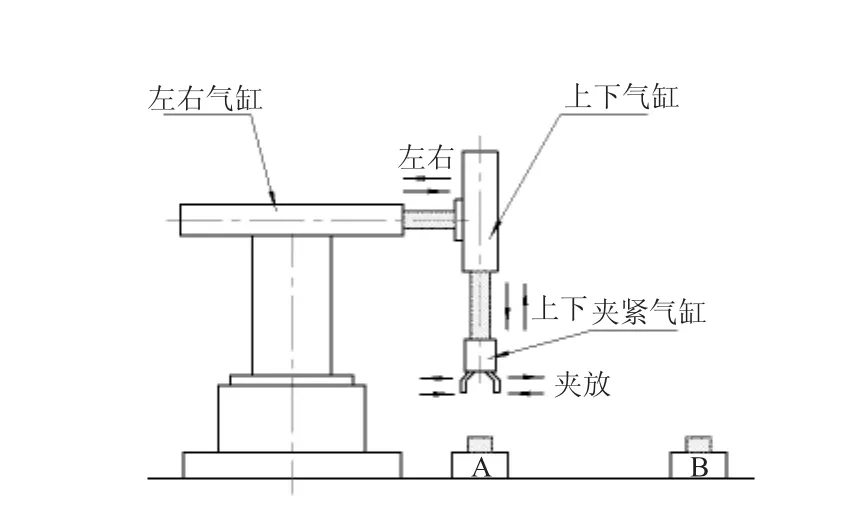
圖1 機(jī)械手結(jié)構(gòu)示意圖
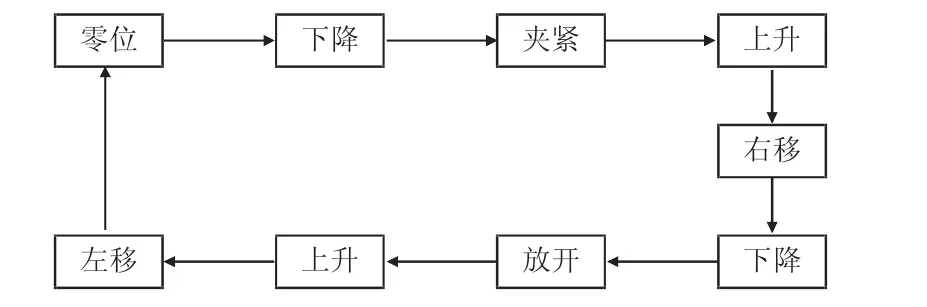
圖2 系統(tǒng)工作流程示意圖

圖3 氣壓傳動(dòng)系統(tǒng)原理圖
3 控制系統(tǒng)設(shè)計(jì)
3.1 控制系統(tǒng)硬件設(shè)計(jì)
整個(gè)系統(tǒng)主要由氣缸、電磁閥、傳感器、PLC和觸摸屏組成,系統(tǒng)結(jié)構(gòu)如下頁(yè)圖4所示。
根據(jù)前文設(shè)計(jì),系統(tǒng)一共有5個(gè)到位傳感器,因此PLC的輸入點(diǎn)數(shù)應(yīng)為5個(gè)傳感器點(diǎn)位加2個(gè)工作臺(tái)有無(wú)物料的光電傳感器點(diǎn)位和啟動(dòng)、停止、急停和復(fù)位按鈕點(diǎn)位,共計(jì)11個(gè)輸入點(diǎn)位;PLC輸出點(diǎn)數(shù)應(yīng)為3個(gè)氣缸電磁閥輸出點(diǎn)位加啟動(dòng)、停止、急停、以及A、B兩位置物料指示燈的輸出點(diǎn)位,共計(jì)8個(gè)點(diǎn)位;另外需要預(yù)留部分輸入輸出點(diǎn)位以供系統(tǒng)后期擴(kuò)展。由此可知,西門子S7-200系列的PLC即可滿足系統(tǒng)控制要求[4]。
整個(gè)系統(tǒng)設(shè)計(jì)兩個(gè)通信接口,其中一個(gè)與PC機(jī)相連,負(fù)責(zé)程序的編寫與下載,另一個(gè)與觸摸屏相連。在目前的工業(yè)設(shè)備中,觸摸屏具有參數(shù)設(shè)置、設(shè)備監(jiān)控與控制、設(shè)備報(bào)警等功能,使用十分方便。

圖4 系統(tǒng)結(jié)構(gòu)示意圖
3.2 PLC程序編寫
程序編寫設(shè)計(jì)主要包括手動(dòng)程序設(shè)計(jì),停止、急停、復(fù)位、報(bào)警等程序設(shè)計(jì)和自動(dòng)運(yùn)行程序設(shè)計(jì)[5]。
1)為滿足設(shè)備的調(diào)試、維護(hù)等需求,要求系統(tǒng)可以對(duì)各個(gè)氣缸進(jìn)行單步控制,相應(yīng)的手動(dòng)控制按鈕可以設(shè)置在觸摸屏界面上。
2)為滿足設(shè)備的正常安全運(yùn)行,需要設(shè)置有停止、急停、故障報(bào)警等功能。當(dāng)按下停止按鈕時(shí),系統(tǒng)會(huì)在當(dāng)前周期結(jié)束后停止到零點(diǎn)。當(dāng)按下急停按鈕時(shí),系統(tǒng)立即停止所有動(dòng)作。當(dāng)系統(tǒng)運(yùn)行過(guò)程中出現(xiàn)故障時(shí),立即停止所有動(dòng)作,并給出報(bào)警信號(hào)。
3)系統(tǒng)自動(dòng)運(yùn)行程序設(shè)計(jì),即按下啟動(dòng)按鈕后,系統(tǒng)按照預(yù)定要求進(jìn)行物料的抓取、搬運(yùn)與放置等操作,其程序流程如圖5所示。
3.3 PLC觸摸屏設(shè)計(jì)
PLC的觸摸屏設(shè)計(jì)主要包括系統(tǒng)歡迎界面、參數(shù)設(shè)置界面、手動(dòng)控制界面和自動(dòng)控制界面等。歡迎界面主要為開機(jī)歡迎界面和待機(jī)界面;參數(shù)設(shè)置界面主要用于設(shè)置機(jī)械手運(yùn)行的關(guān)鍵參數(shù),如節(jié)拍、運(yùn)行速度等;手動(dòng)控制界面設(shè)置有左右氣缸伸縮、上下氣缸伸縮、氣爪夾緊松開等按鈕,通過(guò)PLC的輔助繼電器控制各氣缸電磁閥動(dòng)作。此外,界面中還包括一些輔助控制按鈕,如復(fù)位、停止等。
本設(shè)計(jì)中選擇昆侖通態(tài)(MCGS)觸摸屏作為監(jiān)控設(shè)備,通過(guò)觸摸屏內(nèi)部軟件制作系統(tǒng)的控制界面、操作按鈕等,然后建立觸摸屏與PLC的對(duì)應(yīng)接口關(guān)系,具體關(guān)系如表1所示。
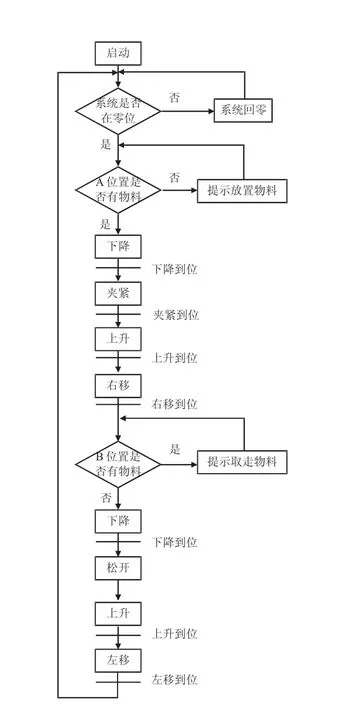
圖5 自動(dòng)運(yùn)行程序流程圖

表1 觸摸屏與PLC對(duì)應(yīng)接口關(guān)系表
4 系統(tǒng)調(diào)試
系統(tǒng)設(shè)計(jì)安裝完成之后首先需要進(jìn)行調(diào)試,調(diào)試分為手動(dòng)調(diào)試和自動(dòng)調(diào)試。調(diào)試之前需要先檢查氣路、電路是否連接正確可靠,若硬件連接沒問(wèn)題,則接下來(lái)開始手動(dòng)調(diào)試。
首先夾緊氣缸張開,左右氣缸縮回,上下氣缸伸出,看氣抓是否到達(dá)預(yù)定的A位置,若有偏差則調(diào)整工作臺(tái)A與機(jī)械手系統(tǒng)的相對(duì)位置;調(diào)整完畢后使夾緊氣缸保持張開,左右氣缸伸出,上下氣缸伸出,按同樣的方法調(diào)整B位置。A、B位置調(diào)整完成,按照工作流程進(jìn)行單步操作,將物料從位置A拿放到位置B,對(duì)執(zhí)行過(guò)程中出現(xiàn)的問(wèn)題進(jìn)行合適的調(diào)整。
手動(dòng)調(diào)試完成之后,進(jìn)行自動(dòng)調(diào)試。即將開關(guān)置到自動(dòng)擋,使機(jī)械手系統(tǒng)自動(dòng)運(yùn)行。分別在A、B兩個(gè)位置隨機(jī)組合的放置或不放物料,按下啟動(dòng)按鈕看系統(tǒng)是否按照預(yù)定程序進(jìn)行動(dòng)作,若和預(yù)定程序不同則進(jìn)行修改完善,直至系統(tǒng)正常運(yùn)行。
5 結(jié)語(yǔ)
隨著制造業(yè)的不斷發(fā)展,越來(lái)越多的工廠企業(yè)開始布局自動(dòng)化生產(chǎn)線,而機(jī)械手作為一種執(zhí)行機(jī)構(gòu)在自動(dòng)化生產(chǎn)線中可以說(shuō)是不可缺少的一部分。本文采用PLC和電磁閥對(duì)機(jī)械手系統(tǒng)進(jìn)行控制,可以快速、準(zhǔn)確地實(shí)現(xiàn)機(jī)械手的預(yù)定動(dòng)作,實(shí)現(xiàn)對(duì)各個(gè)氣缸的合理精確控制,進(jìn)而實(shí)現(xiàn)系統(tǒng)的設(shè)計(jì)功能。
猜你喜歡
兒童故事畫報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
電子制作(2018年12期)2018-08-01 00:47:44
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
新聞傳播(2015年11期)2015-07-18 11:15:04
