鋼卷尺示值誤差測量結(jié)果的不確定度評定
2018-08-22 19:31:06劉璐
科學與財富 2018年21期
劉璐
摘 要:在測量過程中,鋼卷尺的主要使用目的是對物體的長度以及空間距離進行測量,在實際測量過程中,鋼卷尺的測量準確性直接影響測量工作的完成質(zhì)量,進而影響工程的設(shè)計計算和施工。在測量中,測量結(jié)果的真值難以獲得,因此,在測量之前,技術(shù)人員要對鋼卷尺測量中的結(jié)果分散性進行量化描述,即對測量結(jié)果的不確定性進行說明。測量的不確定性是指測量中測量結(jié)果分布在一定區(qū)域內(nèi)的數(shù)值,量化不確定度對于提升測量準確性有很大的影響。
關(guān)鍵詞:鋼卷尺;示值誤差;測量不確定度
引言:在使用鋼卷尺進行測量的過程中,可能造成測量誤差的主要因素包括測量時的人眼誤差、鋼卷尺的變形、鋼卷尺的本身誤差以及重復測量造成的不確定度分量。為了提升測量結(jié)果的準確性,在設(shè)計中對測量結(jié)果的不確定度進行評定是必要對策。
一、實驗概述
為了提升鋼卷尺的測量經(jīng)確定,在進行測量之前,技術(shù)人員需要對鋼卷尺的不確定度進行評定。一般測量過程按照國家鋼卷尺檢定規(guī)程進行,以便于保證測量過程的規(guī)范性。同時為了避免環(huán)境因素造成卷尺變形,影響測量結(jié)果,一般會將實驗環(huán)境設(shè)定為溫度在20攝氏度左右,相對濕度在75%之下,保證卷尺的結(jié)構(gòu)。不同測量等級的卷尺的示值誤差允許值存在差異,在本文的實驗過程中通過對5m鋼卷尺進行實驗,進而獲得不同規(guī)格鋼卷尺的示值誤差以及測量不確定度。
通過檢定被認為合格的衡器,在使用過程之中其誤差會逐漸變化,逐漸增的測量誤差會影響計量檢定過程的精確度,因此,為了檢測的準確,國際法制計量組織要求定期對卡尺的精確度進行檢測,并進行校正,使用過程之中最大允許誤差可以放寬為首次檢定的兩倍。由于當前的測量和檢定標準之中并未針對鋼卷尺的測量不確定度來源的分析過程和計算過程進行規(guī)定,使得測量人員在日常工作之中的測量過程往往存在誤差。
在鋼卷尺的誤差測量過程之中,其示值誤差的分析應(yīng)當根據(jù)國家對于誤差的標準來進行。在測量之中為了保證準確性應(yīng)當使用三級或是五等以上的測量塊進行檢定過程。實驗的進行過程之中為了測量效率一般會選擇多個檢定點來進行測量,在檢定點的選定上,實驗人員可以根據(jù)鋼卷尺的實際測量范圍來進行檢定點的確定。在測量過程中,實驗人員會將裝有拉環(huán)等結(jié)構(gòu)的鋼卷尺在檢定臺上進行平鋪,使用機械設(shè)備進行拉力的施加,并在這個過程中將實驗卷尺和I級的標準鋼卷尺進行比較,并讀出兩者的誤差值。在滿足這一誤差值的前提之下,不同規(guī)格的鋼卷尺可以直接使用的本文中的不確定度。
在檢測過程之中,環(huán)境的變化會對檢定的準確度造成影響。因此,在檢測之中,實驗環(huán)境的溫度和濕度要滿足國家計量檢定規(guī)程的規(guī)定,在檢測之中,要保證實驗環(huán)境的穩(wěn)定,不會由于環(huán)境之中的振動、氣流和磁場等因素的影響,保證工作檢測平臺的平整和穩(wěn)固,提高檢定的準確度。工作臺在選擇上盡量選擇具有一定剛度和防震抗震效果的平臺,避免晃動等情況的影響。同時,鋼卷尺作為較為精密的計量儀器,在其保存過程之中要注意一些因素的影響,卡尺在檢定場所之中的存放時間會對其測量精確度造成影響,在檢測之前,針對參與檢測的卡尺,其要開箱存放至少24小時,使得結(jié)構(gòu)之中的機械部件達到一定的平衡狀態(tài),保證卡尺內(nèi)部的機械結(jié)構(gòu)和室內(nèi)溫度相適應(yīng),提高檢定精度。在檢驗之中,計量器具的鑒定和質(zhì)量檢驗是保證計量器具實驗信息正確程度的必要方法。通常在現(xiàn)代的產(chǎn)品質(zhì)量檢驗過程之中,對計量鑒定儀器的檢驗要依照實驗規(guī)范為依據(jù)進行。首先,要確定實驗計量儀器的外觀和性能等是否符合實驗的要求。在一般的計量工作之中,計量規(guī)程之中的內(nèi)容主要是對計量器具功能的概述、器具計量工作的性能要求、使用技術(shù)和熟練讀要求、適合使用的鑒定條件、項目和實驗方法,針對計量器具的鑒定特性來看,實驗規(guī)范主要是針對不同的產(chǎn)品檢測方法來給出器具的性能特性。
二、數(shù)學模型
在本文的實驗中將實驗鋼卷尺在標準尺上所對應(yīng)的讀數(shù)偏差值作為鋼卷尺的示值誤差值,兩者分別記為Δe與ΔL,即實驗中使用的數(shù)學模型為:
ΔL=Δe
三、鋼卷尺的輸入量Δe的實驗評定
在實際測量過程中,造成測量輸入量Δe的原因主要包括在測量中重復性引起的標準不確定度分量u(Δe1 );在測量之前,實驗人員在對鋼卷尺進行校準時,由于人眼的觀測誤差造成的標準不確定度分量u(Δe2);測量中標準鋼卷尺測量示值誤差引起的不確定度分量u(Δe3);測量中由于鋼卷尺額拉力誤差造成的不確定度分量u(Δe4);測量環(huán)境溫度高于鋼卷尺的標準溫度時會造成卷尺的變形,進而引起測量中的不確定度分量u(Δ e5)。
1、測量重復性引起的標準不確定度分量的評定
在測量過程中,實驗人員會將所使用的鋼卷尺放置在檢定臺上進行測量,測量中,實驗人員會通過增加標準砝碼的方式來改變對鋼卷尺的拉力,使其保持和標準鋼卷尺的平衡,保證兩鋼卷尺的零刻度對齊,并記錄兩卷尺在5000mm處的刻度偏差,這一偏差即為示值誤差。校準過程中由于人眼觀測誤差造成的標準不確定度分量
2、標準鋼卷尺的示值誤差造成的不確定度u(Δe3)的評定
在針對這一示值誤差的測量中,實驗人員一般使用B類方法進行評定,我國的鋼卷尺檢定規(guī)程之中規(guī)定的最大允許示值誤差為+(0.02+0.02L)mm,不確定度分量服從正態(tài)分布,因此其包含因子k=3,本實驗中鋼卷尺的長度為L=5m,可以得到不確定度分量為:
u(Δe3 )= 0.04mm
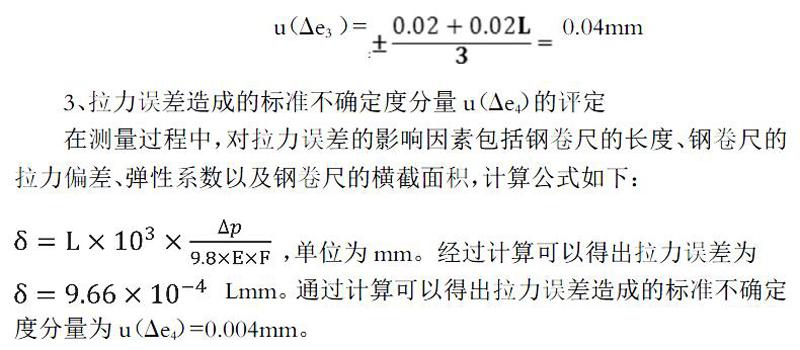
3、拉力誤差造成的標準不確定度分量u(Δe4)的評定
在測量過程中,對拉力誤差的影響因素包括鋼卷尺的長度、鋼卷尺的拉力偏差、彈性系數(shù)以及鋼卷尺的橫截面積,計算公式如下:
,單位為mm。經(jīng)過計算可以得出拉力誤差為
Lmm。通過計算可以得出拉力誤差造成的標準不確定度分量為u(Δe4)=0.004mm。
四、不確定度的評定
取置信概率 p =95 %, 按有效自由度 γeff為 100 , 查 t分布表得 kp值L =5m 時 , kp =1.984 , U95 =1.984 ×0.058 =0.12mm由于被檢鋼卷尺規(guī)格不同 ,當長度大于 5m 時, 則應(yīng)分段進行測量 ,如 50m 鋼卷尺則應(yīng)分 10 段, 故不確定度評定時 , u(Δe1)為 5m 鋼卷尺 u(Δe1)的 10 倍;u(Δe2)為5m 鋼卷尺 u(Δe2)的 10倍;u(Δe3)為 5m 鋼卷尺 u(Δe3)的10 倍;u(Δe4)為 5m 鋼卷尺 u(Δe4)的 10倍;u(Δe5)為 5m鋼卷尺 u(Δe5)的 10 倍;u(Δe6)為 5m 鋼卷尺 u(Δe6)的 10倍;u(Δe7)為 5m 鋼卷尺 u(Δe7)的10 倍。
參考文獻:
[1]張偉楠.任意段鋼卷尺示值誤差測量結(jié)果的不確定度評定[J].價值工程,2013(16):313-314.
[2]苗紅梅,黃文虎.鋼卷尺示值誤差測量結(jié)果的不確定度評定[J].工業(yè)計量,2013(S1):132-133.
[3]方麗莉.鋼卷尺示值誤差測量結(jié)果的不確定度評定[J].科技經(jīng)濟導刊,2016(26):7-8.
[4]公丕劍.采用比較測量法校準鋼卷尺的測量結(jié)果不確定度評定[J].河南科技,2013(13):37-38.