空調(diào)散熱用鋁箔鑄軋工藝問題的理論研究
2018-08-22 05:34:52尹騰
世界有色金屬 2018年11期
關(guān)鍵詞:深度
尹 騰
(乳源瑤族自治縣陽之光親水箔有限公司,廣東 韶關(guān) 512700)
國內(nèi)家用電器中,空調(diào)已經(jīng)成為一種不可或缺的產(chǎn)品.優(yōu)質(zhì)高效的生產(chǎn)空調(diào)器用鋁箔是促進(jìn)空調(diào)產(chǎn)業(yè)發(fā)展的一個有效措施.常規(guī)空調(diào)用鋁箔主要DC、CC兩種生產(chǎn)工藝,其中工藝加工復(fù)雜,成材率低,市場工業(yè)化生產(chǎn)主要采用CC(連續(xù)鑄軋)方式生產(chǎn)。合金系列有3102,8011,1200等多種,其中最廣泛使用的是3102合金。本論文將就鑄軋用3102合金的鑄軋生產(chǎn)工藝進(jìn)行探討。通過解決鑄軋生產(chǎn)中的常見缺陷,提高產(chǎn)業(yè)成熟度。
1 工藝研究
澆注溫度和鑄軋速率匹配性研究。鑄軋過程中,澆注溫度和鑄軋速率會直接影響帶材的成型以及性能。澆注溫度變化,會導(dǎo)致鋁合金熔液的過熱度變化,間接地影響軋輥與熔池之間的換熱系數(shù),從而影響熔池內(nèi)部的溫度場和流場。鑄軋速率的不同會直接影響輥/帶界面的熱流密度。

圖1 不同澆注溫度條件下中心對稱面的溫度分布(熱成像儀監(jiān)測數(shù)據(jù))
澆注溫度分別為670℃、680℃、690℃和700℃時,如圖1所示:隨著鋁熔體澆注溫度的提高,鋁帶坯的整體溫度略有提高,液相線(830℃)位置向熔池出口處移動。由于最終凝固點的變化直接促進(jìn)了液穴的深度的變化。如圖2所示,液穴深度隨著澆注溫度的提高而逐漸增加。當(dāng)澆注溫度為670℃時,液穴深度為6.9mm;當(dāng)澆注溫度為為680℃時,液穴深度為7.2mm;當(dāng)澆注溫度為690℃時,液穴深度為7.5mm;當(dāng)澆注溫度為700℃時,液穴深度為8.1mm。根據(jù)計算的理論區(qū)間,當(dāng)澆注溫度為690℃時,可以作為鑄軋速率為1.0m/min的最優(yōu)澆注溫度。當(dāng)澆注溫度低于690℃時,可能會導(dǎo)致“軋卡”現(xiàn)象;或者鑄帶橫向溫度分布不均,產(chǎn)生裂紋缺陷。澆注溫度高于690℃時,鑄軋區(qū)深度將會超過計算區(qū)間的上線,會導(dǎo)致鋁熔液出了鑄造區(qū)還沒完成凝固就進(jìn)入軋制區(qū),從而形成“跑湯”現(xiàn)象。

圖2 鑄軋速度為1.0 m/min時,不同澆注溫度條件下液穴深度
2 澆注溫度和鑄軋速率對晶粒尺寸的影響
晶粒細(xì)化是提高鋁及鋁合金板帶材強(qiáng)度和韌性的重要手段之一,是改善鋁材質(zhì)量的重要途徑。不同的鑄軋速率和澆注溫度條件對鑄軋帶坯晶粒組織產(chǎn)生不同的影響。圖3展示了在鑄軋速0.8m/min,1.0m/min,1.2 m/min板坯橫截面晶粒組織形貌。從圖中可以看出,包含了三種晶粒結(jié)構(gòu):靠近軋輥的Ⅰ區(qū)域激冷區(qū),由細(xì)小的等軸晶組成;具有一定傾斜度的Ⅱ區(qū)域柱狀晶區(qū);以及由一些被拉長壓扁柱狀晶和等軸晶Ⅲ區(qū)域混合晶區(qū)。

圖3 常規(guī)鑄軋鋁合金板材顯微組織形貌
當(dāng)鋁熔體與軋輥表面接觸時,會引起不均勻形核及大部分晶粒任意方向分布。激冷區(qū)域的晶粒會緊貼近軋輥表面,不會產(chǎn)生相對滑動。而伴隨著大量的熱量傳遞(即熱量從鋁熔液傳遞到軋輥,然后被軋輥內(nèi)通的循環(huán)冷卻水帶走),晶體會沿著與熱流流動相反的方向生長,并且在軋輥的軋制力作用下(軋制力分為凈水壓力和剪切力),晶粒被壓扁,并且沿著軋輥剪切面方向傾斜。從而形成了傾斜度的柱狀晶區(qū)。然而,中心區(qū)域晶粒形貌的形成有一些不同理論,主體認(rèn)為形成這個區(qū)域的一個重要的因素是在結(jié)晶過程中枝晶壁末端被鋁熔液熔化,在熔體最后凝固的過程中成為了新的形核點,因此達(dá)到了晶粒細(xì)化的效果,并且剪切應(yīng)力隨著距離軋輥表面距離的增加而逐漸減弱,最終形成了有等軸晶和被拉長的柱狀晶組成的混合晶區(qū)域。
晶體的形核和生長與過冷度有直接關(guān)系,如圖4所示。伴隨著過冷度的升高,形核率和長大速率都是先增大后減小。增加過冷度的方法主要有:通過降低澆注溫度從而降低鑄軋輥溫度;另外,隨著鑄軋速度的降低,會導(dǎo)致液穴長度的減小,即減小了鑄造區(qū)的長度,使得鋁熔體凝固時的過冷度ΔT增加。因此,降低澆注溫度,減小鑄軋速度都可以增強(qiáng)過冷度。結(jié)合本實驗的三種鑄軋坯橫截面的晶粒尺寸分布情況,鑄軋速率1.2m/min,澆注溫度670℃ 和鑄軋速為1.0m/min,澆注溫度690℃晶粒尺寸都小于鑄軋速率0.8m/min,澆注溫度700℃時的晶粒尺寸。
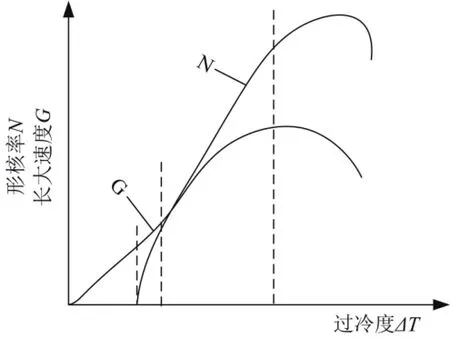
圖4 金屬凝固時形核率、長大速率與過冷度的關(guān)系
3 結(jié)語
澆注溫度與鑄軋速度是空調(diào)鋁箔用材料鑄軋生產(chǎn)過程中的重要參數(shù),與跑湯等工藝缺陷密切相關(guān),同時更與晶粒組織密切相關(guān),因此在生產(chǎn)中需要進(jìn)行良好的匹配。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
