某鐵路軸承外圈輾擴(kuò)模具的優(yōu)化設(shè)計(jì)與應(yīng)用
2018-07-25 08:38:44劉高杰賈松陽(yáng)王超王戰(zhàn)冶潘隆
軸承 2018年9期
關(guān)鍵詞:優(yōu)化結(jié)構(gòu)
劉高杰,賈松陽(yáng),王超,王戰(zhàn)冶,潘隆
(1.洛陽(yáng)LYC軸承有限公司,河南 洛陽(yáng) 471039; 2.航空精密軸承國(guó)家重點(diǎn)實(shí)驗(yàn)室,河南 洛陽(yáng) 471039)
軸承是鐵路車輛的關(guān)鍵零部件,在鐵路運(yùn)輸中起著重要作用,是車輛安全穩(wěn)定運(yùn)行的基本保障[1],因此要嚴(yán)格要求和控制鐵路軸承的制造工藝。
成形輾擴(kuò)加工是某型鐵路軸承外圈鍛造階段的重要一環(huán),使外圈形成對(duì)稱錐形雙滾道并帶有一定尺寸余量。輾擴(kuò)時(shí)的金屬流動(dòng)可改善材料的切削性能,提高外圈機(jī)械加工性能,使后工序切削刀具磨損減小[2]。輾擴(kuò)工藝優(yōu)點(diǎn)多,但在應(yīng)用中仍存在一些問題需要解決,如工件的裂紋、外圈端面凹心、毛刺等表面及內(nèi)部缺陷。其中,外圈在輾擴(kuò)過程中產(chǎn)生的毛刺會(huì)被折疊壓入鍛件內(nèi)部,在后續(xù)車加工和磨加工中難以發(fā)現(xiàn),并且折疊位置細(xì)小不定,磁粉探傷極易漏檢,容易導(dǎo)致廢品率高。
輾擴(kuò)加工中外圈端面毛刺的產(chǎn)生主要是由于工裝設(shè)計(jì)不合理,使工件和模具配合不當(dāng),輾擴(kuò)中輾壓輥擺動(dòng)大造成的[3],因此,合理設(shè)計(jì)模具是減少輾擴(kuò)外圈端面毛刺的有效手段。鐵路輪軸軸承輾擴(kuò)后外圈形成錐形滾道輪廓,其輾擴(kuò)模具和一般圓筒形輾擴(kuò)模具不同,需要對(duì)輾擴(kuò)模具進(jìn)行分析、優(yōu)化。
1 原外圈輾擴(kuò)工藝模具
1.1 原模具結(jié)構(gòu)
原輾擴(kuò)模具結(jié)構(gòu)如圖1所示,包括輾壓輥和輾壓輪兩部分。

圖1 原輾擴(kuò)模具結(jié)構(gòu)示意圖Fig.1 Structure diagram of original rolling mould
成品軸承外圈接觸角為10°,根據(jù)外圈鍛件留量公差和實(shí)際生產(chǎn)需要,輾壓輥的兩圓錐面為對(duì)稱結(jié)構(gòu)且與其軸線夾角α為10°11′(圖1)。輾擴(kuò)過程中,一端螺紋孔與機(jī)床剛性連接,另一端依靠塔頭支承。
輾壓輪主體由3部分組成,通過螺栓緊固連接。輾壓輥和輾壓輪嵌入式接觸,輾壓輪的一邊嵌入輾壓輥凹槽內(nèi)(圖1圓圈所示)。輾壓輪左右凸出擋邊約束工件金屬流動(dòng),也就是該位置容易形成套圈端面毛刺折疊缺陷。
1.2 存在問題
1)輾壓輥前支承剛性不足,受壓后末端出現(xiàn)一定翹曲,導(dǎo)致設(shè)計(jì)的對(duì)稱結(jié)構(gòu)在實(shí)際應(yīng)用中變成了非對(duì)稱輾擴(kuò),使外圈兩端金屬流動(dòng)不均,輾擴(kuò)過程中出現(xiàn)“搖擺”現(xiàn)象。
2)輾壓輥與輾壓輪嵌入式接觸部分是典型的軸系設(shè)計(jì)缺陷,會(huì)使輾壓輥在該處出現(xiàn)應(yīng)力集中,加劇輾壓輥的變形。
3)嵌入式接觸部分對(duì)外圈的擠壓過程中,若接觸部分出現(xiàn)間隙,金屬流動(dòng)進(jìn)入間隙,再擠壓極易形成毛刺折疊,輾擴(kuò)過程會(huì)使折疊留在端面深層。
4)輾壓輪結(jié)構(gòu)的配合間隙較多,輾擴(kuò)過程壓力較大可能導(dǎo)致模具不穩(wěn)定。
2 輾擴(kuò)模具優(yōu)化
根據(jù)對(duì)原輾擴(kuò)模具的分析,從增加輾壓輥強(qiáng)度和調(diào)整輾壓輥與輾壓輪的接觸方式兩方面對(duì)模具進(jìn)行優(yōu)化,以解決模具應(yīng)力集中和配合不合理的問題。
2.1 輾壓輥結(jié)構(gòu)優(yōu)化
輾壓輥優(yōu)化前、后結(jié)構(gòu)如圖2所示,圖中標(biāo)注尺寸位置為主要的變動(dòng)位置。取消了凹槽部分,使該部分直徑與圓錐面最大直徑相等,使輾壓輥與輾壓輪的接觸不再是嵌入式,消除原來該部分的應(yīng)力集中;兩圓錐面最大直徑由77 mm增加到90 mm,中間平面部分直徑由57 mm增加到67 mm,提高輾壓輥的剛性;根據(jù)留量的不同以及長(zhǎng)期工藝試驗(yàn)摸索,確定輾壓輥與工件接觸面為非對(duì)稱結(jié)構(gòu),其中一邊取8°53′左右時(shí)較為合適。

圖2 優(yōu)化前、后輾壓輥結(jié)構(gòu)示意圖Fig.2 Structure diagram of rolling roller before and after optimization
2.2 輾壓輪結(jié)構(gòu)優(yōu)化
輾壓輪優(yōu)化前、后結(jié)構(gòu)如圖3所示。優(yōu)化后減少了配合間隙的數(shù)量,增強(qiáng)了剛度;由原來兩擋邊相同角度(2°)斜口,更改為一端1°,一端3°,以配合不對(duì)稱輾壓輥;為了避免外圈端面因接口處縫隙而產(chǎn)生毛刺,且便于后期修磨,將輾壓輪兩部分配合面調(diào)整至滾道。

圖3 優(yōu)化前、后輾壓輪結(jié)構(gòu)示意圖Fig.3 Structure diagram of rolling wheel before and after optimization
2.3 模具優(yōu)化對(duì)鍛件的影響
外圈鍛件輾擴(kuò)成形的工藝流程為:下料→鐓粗→穿孔→馬架擴(kuò)孔→輾擴(kuò),如圖4所示。
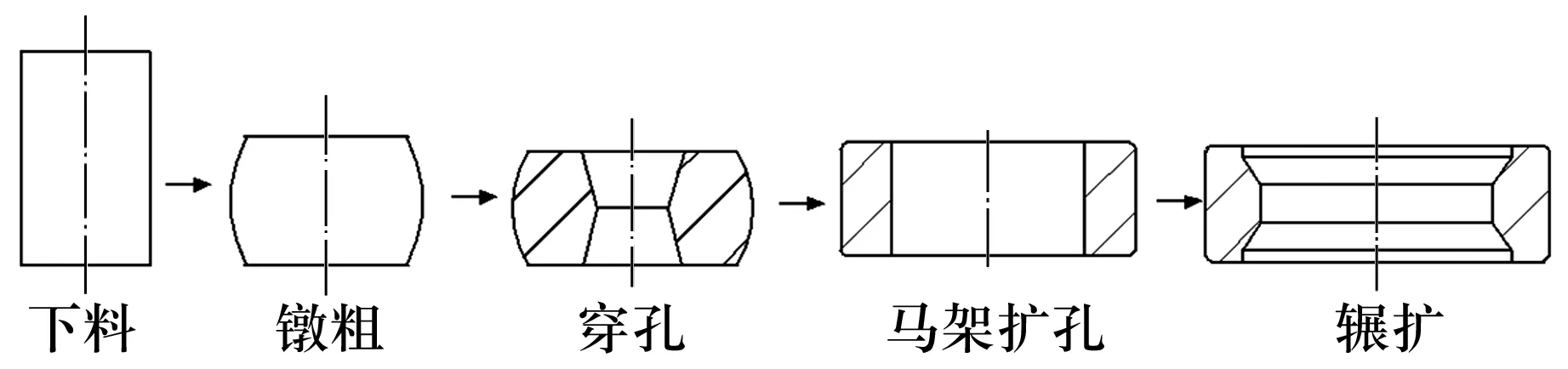
圖4 輾擴(kuò)工藝流程示意圖Fig.4 Process flow diagram of rolling
穿孔工序中,料芯直徑約為80 mm。模具改進(jìn)前,輾壓輥直徑為77 mm,為便于安裝工件,其馬架擴(kuò)孔內(nèi)徑一般比輾壓輥直徑大10 mm左右,馬架擴(kuò)孔后內(nèi)徑為90 mm;模具改進(jìn)后由于輾壓輥直徑調(diào)整至90 mm,其馬架擴(kuò)孔后內(nèi)徑也適當(dāng)調(diào)整至100 mm,輾擴(kuò)后內(nèi)徑尺寸為210 mm。輾擴(kuò)比由2.3降至2.1(按輾擴(kuò)后內(nèi)徑與輾擴(kuò)前內(nèi)徑的比值近似計(jì)算),雖然輾擴(kuò)比有所降低,但仍在合適范圍內(nèi)。輾擴(kuò)比過大時(shí),輾擴(kuò)時(shí)間較長(zhǎng),易產(chǎn)生軸向毛刺;輾擴(kuò)比過小時(shí),鍛件組織粗大,壁厚差、平行差等幾何精度不易保證。經(jīng)試制加工,改進(jìn)后鍛件幾何精度及組織均滿足產(chǎn)品要求。
3 應(yīng)用效果
采用優(yōu)化后的輾擴(kuò)模具,鐵路軸承外圈端面毛刺折疊現(xiàn)象大大減少,廢品率由原來的4.39‰降低到1.28‰。改進(jìn)后的模具取得了較好的效果,減少了廢品損失和下工序生產(chǎn)隱患,有利于提高軸承的使用壽命。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50