海南墾區橡膠樹短線乙烯氣體刺激割膠技術的應用
2018-07-22 07:08:04李英權黃學全
橡膠科技 2018年8期
李英權,黃學全
(海南天然橡膠產業集團股份有限公司,海南 海口 570126)
短線乙烯氣體刺激割膠(以下簡稱短線氣刺割膠)是在橡膠樹上安裝氣室,然后向氣室中注入乙烯氣體,通過樹皮吸收從而達到刺激橡膠樹增產的一項采膠技術。該技術是20世紀90年代初馬來西亞橡膠研究院開發的,具有高效性和高產性,深受各植膠國的青睞。海南天然橡膠產業集團股份有限公司(以下簡稱海膠集團)海南墾區從1997年開始在八一農場309隊開展氣刺割膠試驗,20余年來不斷總結經驗,完成了技術積累。為了進一步探索短線氣刺割膠技術在割膠生產中的應用,提高勞動生產率,降低生產成本,解決膠工短缺問題,海膠集團秉承“以縮短割線為手段,以乙烯氣體刺激為核心,以提高勞動生產率為目的”的管理理念,充分依托中國熱帶農業科學院橡膠研究所專家的技術力量,先后在海南墾區37個示范點開展了短線氣刺割膠試驗,以期摸索出一套既適合海南墾區區域特點和橡膠樹品種特性,且操作簡單、實用、安全、高效的短線氣刺割膠技術,以促進橡膠產業可持續發展。
1 應用規模與主要成效
1.1 應用規模
1997—2017年的21年間,海南墾區先后在37個示范點開展了短線氣刺割膠試驗,推廣應用面積和割株逐年遞增,累計推廣應用短線氣刺割膠技術的面積為5 000萬m2,割株為204.7萬株。其中,1997—2005年推廣應用面積為350 200 m2,割株為1.93萬株;2006—2010年推廣應用面積為3 495 600 m2,割株為12.05萬株;2011—2015年推廣應用面積為20 892 467 m2,割株為64.09萬株;2016—2017年推廣應用面積為25 324 133 m2,割株為126.6萬株。
1.2 主要成效
1.2.1 割膠速度加快
據中國熱帶農業科學院橡膠研究所和海南墾區示范點共同監測,在樹位割株相同的情況下,采用常規割制[指采用1/2樹圍單陽刀割線、四天一刀割制(簡稱d/4割制)加乙烯利(ET)刺激割膠],平均每株割膠所需時間為35 s(含株與株之間行程時間,下同),一個樹位350株割膠所需時間為3.5 h左右;采用短線氣刺割膠技術后,割線長度從原來的1/4樹圍割線(簡稱1/4割線)~1/2樹圍割線(簡稱1/2割線)改為1/8樹圍割線(簡稱1/8割線),平均每株割膠所需時間為22 s,一個樹位350株割膠所需時間縮短到2 h左右,割膠速度明顯加快。
1.2.2 勞動生產率提高
膠工每天割株數從原來的300株提高到600~700株,人均管割4個樹位,總割株2 400~2 800株,甚至更多,勞動生產率提高1倍以上。
1.2.3 樹皮耗用量減小,采膠年限延長
實行短線氣刺割膠后,如采用d/4割制,割線從原來的1/4~1/2割線改為1/8割線,割線長度僅為10~12 cm,年樹皮耗用量僅為102~122 cm2,而常規割制采用1/2割線,年樹皮耗用量則達到360~450 cm2。短線氣刺割膠年樹皮耗用量僅為常規割膠的23%~28%,大大減小了樹皮耗用量,延長了橡膠樹采膠年限。
1.2.4 減輕膠工勞動強度
根據氣刺割膠排膠時間較長的特點,首先將割膠時間從原來的凌晨1~2點調整到下午5~6點,膠工割膠后先收取第1趟膠乳,即可休息,待天亮后再收取第2趟膠乳;其次是將原來一次性連續割膠操作(時間5~6 h)改為分階段進行,每階段割膠操作時間為3~4 h,膠工體力得到合理分配,減輕了膠工割膠的勞動強度。
1.2.5 提高膠工收入和人均產膠量
實行d/4割制常規割膠時,膠工人均管割1 200株,人均年干膠產量為4.0 t,扣除各項成本費用后人均年收入為1.07萬元。實行短線氣刺割膠后,仍然采用d/4割制,人均管割2 400~2 800株,人均年干膠產量為7.0 t左右,扣除各項成本費用后人均年收入超過2.66萬元。可見,同樣采用d/4割制,與常規割膠相比,短線氣刺割膠的人均年干膠產量增長約75%,人均年收入增長148.6%以上,實現了企業增效、膠工增收的目的。
1.2.6 緩解膠工短缺問題
隨著我國城鄉建設步伐的加快,大量的年輕勞動力外出打工,加上干膠價格持續低迷,膠工收入偏低,勞動力斷層現象尤為明顯,因此,引入短線氣刺割膠,勞動生產率提高,緩解膠工短缺問題,降低生產成本,提高企業市場競爭力,同時也為延長膠工割膠年限和發揮老膠工技術優勢提供了條件。
2 推薦技術與副性狀表現
2.1 推薦技術
2.1.1 實施對象
試驗實施對象為臨近更新的5~15割齡老殘更新強割樹。
2.1.2 采用割制
主要采用S/8U(指采用1/8樹圍陰刀螺旋割線)·三天一刀割制(簡稱d/3割制)加乙烯氣體;S/8U·d/4割制加乙烯氣體;S/8U·五天一刀割制(簡稱d/5割制)加乙烯氣體,割線長度為8~12 cm。
2.1.3 氣刺裝置
目前,海南墾區使用的氣刺裝置主要有粘貼式和嵌入式裝置兩種。
2.1.3.1 粘貼式氣刺裝置
粘貼式氣刺裝置主要包括RF氣刺裝置和MC↑氣刺裝置兩種。
RF氣刺裝置是指海膠集團海南科技開發部和海南科技創新中心于2006年引進的馬來西亞橡膠研究院短線氣刺割膠系統的Rrimflow氣刺裝置,裝置主要包括:塑料盒式氣室(或塑膠軟式氣室)、充氣導管、充氣裝置(氣瓶、自動調節器、充氣槍袋)、水反應粘合劑(遇水才產生粘性)、外部密封劑和訂書機等。
MC↑氣刺裝置是中國熱帶農業科學研究院橡膠研究所1997年在海南墾區八一農場309隊試驗所用的d/4割制加氣體裝置。
兩種裝置的共同點是均需使用粘合劑,操作程序繁瑣,需要經過“噴水-打擦-粘貼-裝訂-涂粘合劑”等過程,每株橡膠樹安裝氣室所需時間為30 min左右。
2.1.3.2 嵌入式氣刺裝置
嵌入式氣刺裝置主要包括LIT氣刺裝置、HH-2型氣刺裝置和直接嵌入式氣刺裝置3種。
LIT氣刺裝置是海膠集團生產技術部2005年從馬來西亞引進的,它是由馬來西亞LITSDH BHD公司與泰國IT合作伙伴有限公司合作開發的,裝置主要包括:鋼質方型小氣室、打孔器(能使導氣鋼盒方便、快捷地嵌入樹體的專用工具)、PVC充氣導管、PVC袋、鋼質氣瓶和充氣裝置等。
HH-2型氣刺裝置是由海南瓊花瓊山復合肥廠2006年研制的,其與LIT氣刺裝置之間沒有本質上的區別,兩者大小基本一致,只是HH-2型氣刺裝置為圓形,LIT氣刺裝置為方形。
直接嵌入式裝置是由中國熱帶農業科學研究院橡膠研究所研發的,其與LIT氣刺裝置和HH-2型氣刺裝置沒有本質上的區別。
3種裝置的共同點是不使用粘合劑,直接將氣室嵌入樹皮中,操作比較簡單、方便、快捷,30 s內即可完成一株橡膠樹的氣室安裝。2010年以后海膠集團大面積推廣使用嵌入式氣刺裝置。
2.1.4 氣室安裝
粘貼式氣刺裝置:先選定橡膠樹原生皮部位,在割線上方或下方30~40 cm處,用2號砂紙磨平一塊面積大于氣室的樹皮粗皮,然后再把邊緣涂有水反應粘合劑的塑料盒式氣室(容積約為130 mL)粘在已處理樹皮上,氣室邊緣用訂書機固定,待氣室與樹皮粘牢以后,再在氣室外部邊緣與樹皮結合處涂上密封劑,以防氣室漏氣。氣室安裝好后一年內不用更換位置。
RF氣刺裝置和MC↑氣刺裝置安裝效果分別如圖1和2所示。

圖1 RF氣刺裝置安裝效果

圖2 MC↑氣刺裝置安裝效果
嵌入式氣刺裝置:選擇橡膠樹高部位(距離地面1.8~2.0 m)原生皮,在距割線上方或右上方30~40 cm處,采用塑料錘或專用打孔器將特制鋼質盒式小氣室(2.2 cm×2.2 cm×2.5 cm)直接嵌入樹皮中,嵌入深度為2~3 mm。小氣室安裝后無需涂抹粘合劑。小氣室一般有兩個小孔,一個孔為充氣孔或排水孔,另一個孔連接PVC袋,向PVC袋中充乙烯氣體40 mL,48 h后即可采膠。每1~2個月小氣室位置更換,否則容易產生刺激鈍化,影響刺激效果和膠乳產量。
LIT氣刺裝置、HH-2型氣刺裝置以及直接嵌入式氣刺裝置安裝效果分別如圖3—5所示。

圖3 LIT氣刺裝置安裝效果

圖4 HH-2型氣刺裝置安裝效果

圖5 直接嵌入式氣刺裝置安裝效果
2.1.5 充氣周期與劑量
2.1.5.1 充氣周期
d/3割制以9 d為一個充氣周期,割完第3刀充氣一次;年充氣次數為20—22。
d/4割制以12 d為一個充氣周期,割完第3刀充氣一次;年充氣次數為18—20。
d/5割制以10 d為一個充氣周期,割完第2刀充氣一次,年充氣次數為16—18。
2.1.5.2 充氣劑量
d/3,d/4,d/5割制每次每株施用乙烯氣體量為40~100 mL,48 h后可進行采膠。若發現氣室漏氣,可根據施藥后第1刀的產量酌情補充氣體。
2.1.6 第1次與最后一次充氣時間
第1次充氣時間應在橡膠樹葉片充分老化,即在不采用刺激氣體割膠(空割)15 d后方可進行充氣割膠。每年10月份之后,應視物候情況和干膠含量變化情況,決定充氣周期、次數、充氣量以及最后一次充氣時間。海南東部和中部地區最后一次充氣時間為10月25日之前;南部和西北部氣溫較高地區最后一次充氣時間一般不宜超過11月15日。
2.1.7 割面規劃與設計
第1和第2割年割面安排如圖6和7所示。
第1割年:割面安排在右側1/4割面,采用1/8割線,每2個月輪換割面一次[即圖6所示兩條1/8陰刀割線(等于1/4陰刀割線),先在右下方1/8割線割膠2個月后,再轉割左上方1/8割線2個月],交替進行,一年內盡可能保持2條1/8割線的耗皮量和斜度基本一致。11月中旬停止充氣刺激割膠后,可轉為1/4陰刀割線割膠,保證停止充氣后干膠產量不大幅下跌。
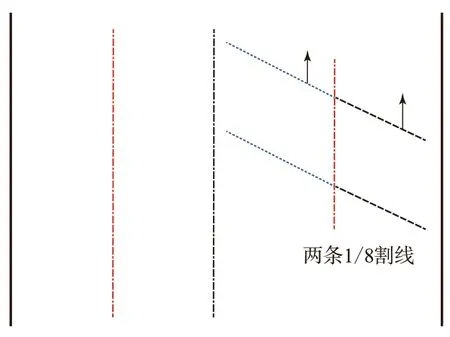
圖6 第1割年右側割面安排示意
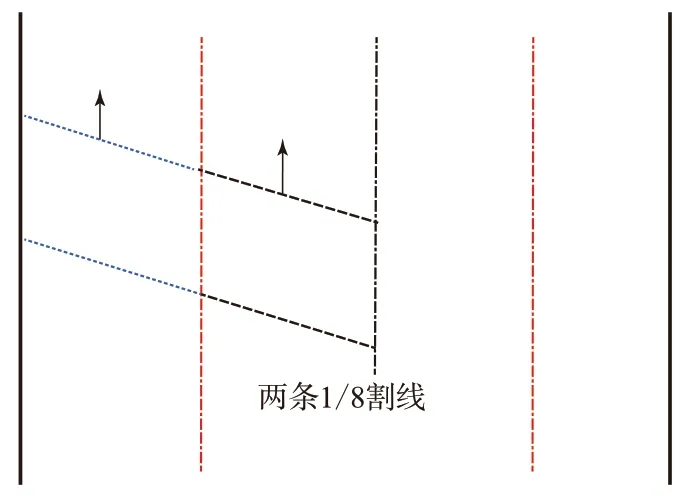
圖7 第2割年左側割面安排示意
第2割年:割面安排在左側1/4割面,割法同上。
2.1.8 崗位割株定額
實行1/8割線短線氣刺割膠后,割線縮短,割膠速度有所提高,因此每天的割株定額由原來的300株增加到600~700株,人均管割2 400~2 800株,實行d/3割制或d/4割制,甚至d/5割制。
2.1.9 增產幅度
干膠增產幅度一般控制在10%~15%,干膠株產量或總產量達到定產計劃任務量的105%~120%時即停止割膠,防止采膠過度,影響次年干膠產量。
2.2 副性狀表現
2.2.1 膠乳干膠含量下降
從海南墾區各示范點試驗情況來看,短線氣刺割膠的膠乳干膠質量分數均比常規割膠小0.02左右。如新中示范點試驗區3年膠乳平均干膠質量分數為0.285,比對照區小0.017;龍江示范點試驗區海墾1品系的干膠含量變化最大,試驗區干膠質量分數為0.255,比對照區小0.021;廣壩和西聯示范點試驗區的RRIM600和PR107(采用d/3割制)3年膠乳平均干膠質量分數小于0.255,接近部頒標準中干膠質量分數為0.25的臨界指標。
2.2.2 橡膠樹乳管內縮
據中國熱帶農業科學研究院橡膠研究所報道,實施短線氣刺割膠的橡膠樹,每次每株注入乙烯氣體大多為30~50 mL,相當于生產上使用2 g質量分數為0.02的乙烯利刺激量的5倍以上,因此加大了對橡膠樹的脅迫能力,如果在生產過程中不注重割膠技術管理,勢必引起橡膠樹乳管內縮。據筆者現場觀察,實施短線氣刺割膠的橡膠樹排膠主要靠近樹皮內層,乳管內縮20%~30%。
2.2.3 橡膠樹死皮現象加劇
在龍江示范點2008年定點觀測的50株短線氣刺割膠橡膠樹中,死皮株為6株,死皮率為12%,死皮指數為7.6[1]。八一示范點1997—2009年5次對短線氣刺割膠樹進行了死皮狀況調查,共調查橡膠樹3 066株,4—5級死皮株為24株,死皮率為0.78%,比部頒標準規定的4—5級死皮株死皮率0.5%高0.28%,說明實行短線氣刺割膠的橡膠樹死皮現象加劇。
2.2.4 橡膠樹排膠時間延長,長流膠增多
實行短線氣刺割膠后,橡膠樹排膠量增大,排膠時間長達16~24 h,長流膠量增多,據八一示范點觀測,短線氣刺割膠橡膠樹長流膠量約占全年膠乳總產量的11.2%,這給膠工收膠和護林保膠工作增大了壓力。
2.2.5 樹皮表面龜裂現象
據筆者觀察,實行短線氣刺割膠兩年以上的橡膠樹,在供氣點周圍50~130 cm范圍內,樹皮表面粗糙、裂皮,且縱向龜裂現象突出,縱向龜裂面積大于橫向龜裂面積,而在供氣點背面的樹皮幾乎沒有出現龜裂現象。
3 短線氣刺割膠的可行性與保障性措施
3.1 可行性
3.1.1 發展趨勢
從采膠技術發展趨勢上看,割制從傳統的d/2逐漸轉變為d/3,d/4,d/5,甚至六天一刀(d/6)和七天一刀(d/7);割線長度變化趨勢為:全螺旋割線→1/2樹圍割線→兩條1/4短割線(即1/4陰刀割線加1/4陽刀割線)→兩條1/8短割線(氣刺割膠)或5~8 cm割線(氣刺微割)。不難看出,采膠技術是朝降低割膠頻率和縮短割線長度的方向發展的,僅憑改變傳統的刺激割膠方法無法解決當前膠工短缺問題,因此,短線氣刺割膠、智能化割膠將成為今后采膠技術的發展趨勢。
3.1.2 生產效率
從生產效率上看,實行短線氣刺割膠后,割線由原來的1/4割線改變為1/8割線,割膠速度提高2~3倍;膠工每天割株由原來的300株提高到現在的600~700株,每個膠工承割株由原來的1 200株提高到2 400~2 800株,甚至更多,生產效率提高1倍。
3.1.3 可操作性
從可操作性看,采用“嵌入式”氣刺裝置操作簡單、方便、易行,便于大面積推廣應用,且具有高效性和高產性。
3.1.4 增產幅度
從海南墾區各示范點試驗情況來看,短線氣刺割膠的干膠增產幅度基本保持在5%以上。例如,八一示范點采用粘貼式氣刺裝置,1997—2009年處理區13年間平均株干膠年產量為4.4 kg,比對照區平均株干膠年產量4.2 kg增長4.76%[2];廣壩、八一、龍江、珠碧江、西聯、山榮、新偉、新中8個示范點采用粘貼式氣刺裝置,2007—2009年處理區3年平均每割次株干膠產量為58.23 g,比對照區3年平均每割次株干膠產量52.78 g增加5.45 g,增幅為10.3%[2];廣壩示范點采用嵌入式氣刺裝置,連續7年干膠產量增長幅度保持為15%~18%。
3.1.5 經濟效益
按海膠集團現有的分配方式,即“定額上繳,剩余歸己,統一收購,市價結算”來測算,實行短線氣刺割膠后,以一個膠工人均管割2 400株為例,年產干膠量為7 t,上繳干膠量為2.52 t(上繳比例為36%),歸己干膠量為4.480 t(歸己干膠量比例為64%)。以干膠售價為1.2萬~1.5萬元·t-1計算,歸己干膠產值為5.37萬~6.72萬元,剔除人均年社保費用1.3萬元、生產資料成本0.86萬元(含橡膠兩病防治和膠園管理費)、氣割裝置成本0.552萬元,結余收入為2.66萬~4.00萬元。因此,在干膠價格低于生產成本價(2017年海膠集團綜合成本價為1.85萬元·t-1左右)、橡膠行業盈利下降、橡膠產業步入低迷期、膠工嚴重短缺的形勢下,在老殘更新強割樹上開展短線氣刺割膠,提高勞動生產率,降低生產成本,提高膠工收入,仍是可行且高效的,可大面積推廣應用。
3.2 保障性措施
3.2.1 嚴格按照規范進行操作
(1)經常檢查,及時補漏。氣室漏氣不僅增加了成本,而且影響了刺激效果,也影響了干膠產量。因此,要經常檢查氣室是否漏氣,發現情況及時補漏。
(2)及時移動小氣室。采用嵌入式小氣室裝置(如LIT氣刺裝置和HH-2型氣刺裝置)時,由于氣室小,供氣點過于集中,而長期固定在一個位置容易使該處的樹皮被“灼傷”,產生刺激鈍化效應,影響刺激效果,因此,每1~2個月應移動小氣室,否則會影響干膠產量。
(3)選用優質粘合劑。劣質的粘合劑親和性差,粘合速度慢,容易老化和硬化,加上橡膠樹樹圍的自然生長易造成氣室被拉伸甚至撕破,出現氣室外沿漏氣或氣室內積水現象。因此必須選用優質粘合劑才能保證粘合效果,否則會造成氣室漏氣,影響刺激效果和干膠產量。
(4)氣室安裝和充氣時間錯開。氣室在安裝過程中容易出現人為“預傷”,若此時加氣,必將產生刺激效應,致使氣室內膠乳溢出,從而堵塞氣室,影響充氣效果,因此,氣室安裝和充氣時間宜錯開。
3.2.2 強化技術管理
(1)嚴格規劃割面。即使氣刺割膠割線短,年樹皮耗用量小,可開割線地方較多,也應注重割面的規劃設計,否則會影響橡膠樹采膠年限和經濟效益,因此必須嚴禁亂開割線,確保橡膠產業持續發展。
(2)嚴格控制干膠增產幅度。采用短線氣刺割膠后,一定要嚴格控制干膠增產幅度,當干膠株產量或年產量超過計劃產量的10%~15%時,必須停止割膠,防止采膠過度,影響次年干膠產量。
(3)嚴格管控氣刺割膠刺激藥劑。割膠刺激藥劑是一把雙刃劍,如果使用不當,將危及橡膠產業安全。因此,要從產膠源頭把控割膠刺激藥劑使用,以確保安全生產。
(4)重視和加強長流膠和雜膠的回收工作。采用氣刺割膠后,橡膠樹排膠時間延長(16~24 h),排膠量增大,長流膠增多,因此需要重視長流膠和雜膠的回收工作,否則會造成豐產不豐收。
(5)做好安全防范工作。由于乙烯是易燃易爆物品,充氣時要注意操作規范,嚴禁明火,同時存放乙烯充貯瓶的倉庫要做好安全防范工作,確保安全生產。
3.2.3 加強膠園管理
采用短線氣刺割膠后,橡膠樹排膠量驟增,導致橡膠樹從膠乳中流失的養分增多。根據專家測算,如果1 hm2橡膠園每年產出干膠2 569 kg,則每年從膠乳中流失的氮、磷、鉀、鎂分別為23.85,7.02,22.35,4.05 kg。因此,加強短線氣刺割膠橡膠園的管理投入,增施有機肥,提高土壤肥力,保持橡膠樹的產膠能力,防止產膠出現“增、平、減”現象,促進橡膠產業可持續發展。
