U-PET300瓶坯注塑機五孔斜排雙曲肘內翻與外翻式合模機構機械性能對比分析
2018-07-20 03:21:54易恒光游強徐志江
橡塑技術與裝備 2018年14期
易恒光,游強,徐志江
(廣州一道注塑機械股份有限公司,廣東 廣州 51066)
注塑機的合模過程是注塑工藝流程中不可或缺的環節,合模機構作為注塑機的核心部件之一,主要包括模板、合模機構、頂出機構、調模機構以及安全保護裝置等,其主要功能包括:實現啟閉模運動、提供將模具鎖緊的鎖模力和開模后頂出制品[1]。經過幾十年的發展,合模機構已發展和衍生出四十多種型式和結構,其中,80年代出現的五點雙曲肘式結構使得合模裝置進一步發展,該合模裝置利用了曲肘連桿機構力的放大功能及自鎖功能,同時此種類型合模裝置憑借其節能、高效、低成本和易維護的優勢得到了廣泛關注,時至今日其仍是注塑機主流合模結構形式之一,它長期以來作為合模機構的標準型式在國內外被廣泛的應用[2~3]。這種合模機構是通過動力系統帶動曲肘連桿機構來實現模具啟閉的,在啟閉模過程中,能夠滿足工藝所需的慢-快-慢的運動過程,具有力的放大作用,能夠通過很小的推力獲得較大的鎖模力,在曲肘伸直時具有自鎖作用而長久的保持鎖模力[4~7]。五點斜排雙曲肘合模機構按合模過程中連桿的運動形式有內翻式和外翻式之分,內翻式當活塞回程時,兩曲肘向中心方向翻轉,反之為外翻式[8~9]。內翻式一般用于中小型注塑機,外翻式多用于大型注塑機。本文以U-PET300瓶坯注塑機五孔斜排雙曲肘內翻式合模機構和U-PET300 瓶坯注塑機五孔直排外翻式合模機構的相關數據進行對比分析,以確定各自機械性能的優劣,為不同的塑料制品找出最合適的合模機構。
1 U-PET300瓶坯注塑機五孔斜排雙曲肘內翻合模機構的結構與性能
圖1所示為U-PET300 瓶坯注塑機五孔斜排雙曲肘內翻合模機構,其最大鎖模力為3 000 kN,最大容模厚度為820 mm,開模行程為720 mm,拉桿垂直水平空間為850 mm×850 mm,中心高為630 mm,合模油缸行程為582 mm。其工作原理為:合模時十字頭推動推力桿帶動后連桿繞后模板上的固定鉸鏈銷軸回轉,前連桿做平面運動,使動模板前移,并在低速低壓保護下進行試合模,合模油缸繼續增壓,后連桿和前連桿呈一條直線,系統由于彈性變形產生合模力。
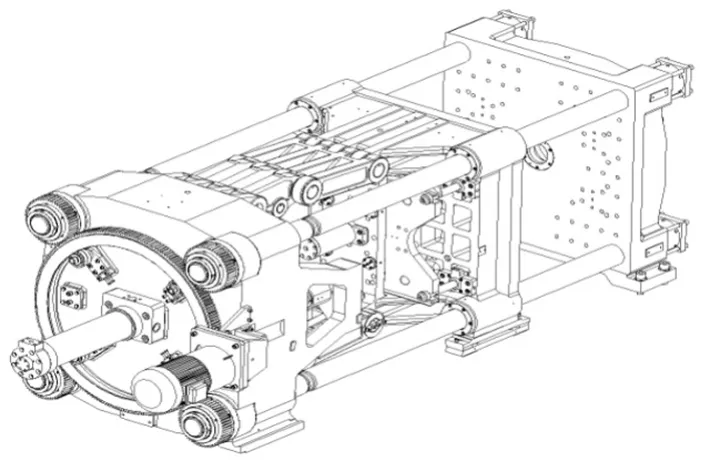
圖1 U-PET300瓶坯注塑機五孔斜排雙曲肘內翻合模機
圖2已知合模機構參數拉桿:材料 40Cr直徑Dp=120 mm,長度Lp=3 063 mm 中心距LAA=1 100 mm,LBB=970 mm,LEE=645 mm開模行程Sm=720 mm連桿l1=415 mm,l2=500 mm,l3=168 mm,l4=128 mm,l5=280 mm。

圖2 U-PET300 瓶坯注塑機五孔斜排雙曲肘內翻合模機構簡圖
1.1 計算
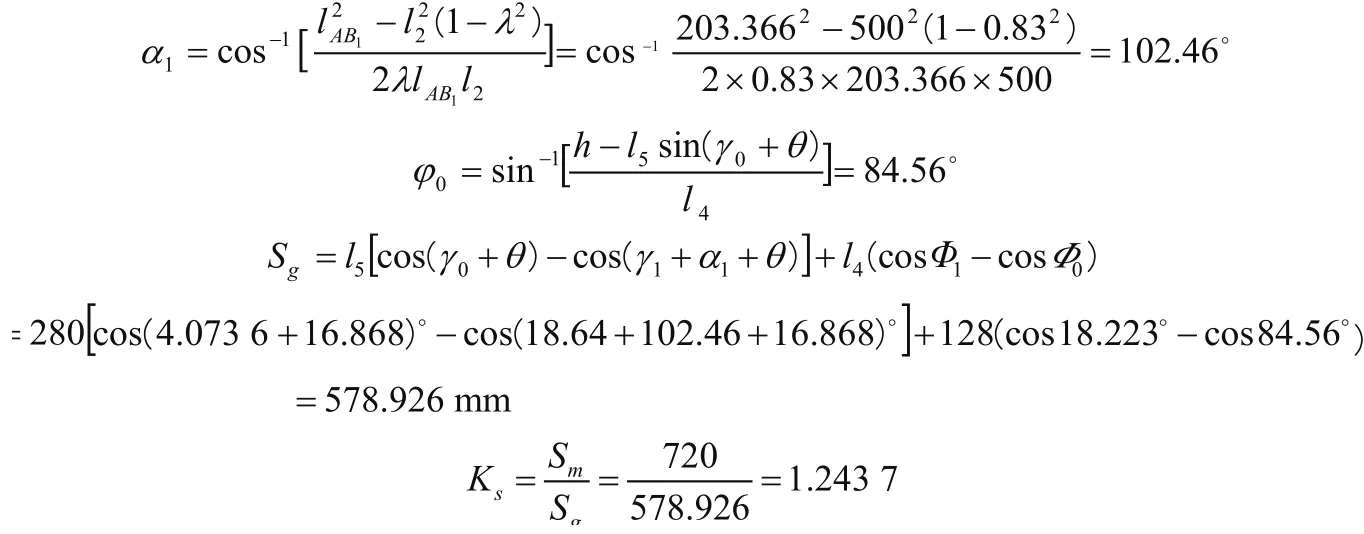
1.1.1 Sg和 Ks
1.1.2 系統剛度K
(1)系統剛度K
拉桿材料 40,Cr E=2.1×106kg/cm2,Dp=12 cm,lp=306.3 cm。

連 桿 l1、l2, 剛 度 Kl1、Kl2,材 料 QT500-7,E=1.73×106kg/cm2。
a.連桿l1,剛度Kl2,斷面見圖3(a),l1=41.5 cm

b.連桿l2剛度Kl2,斷面見圖3(b),l2=50 cm。
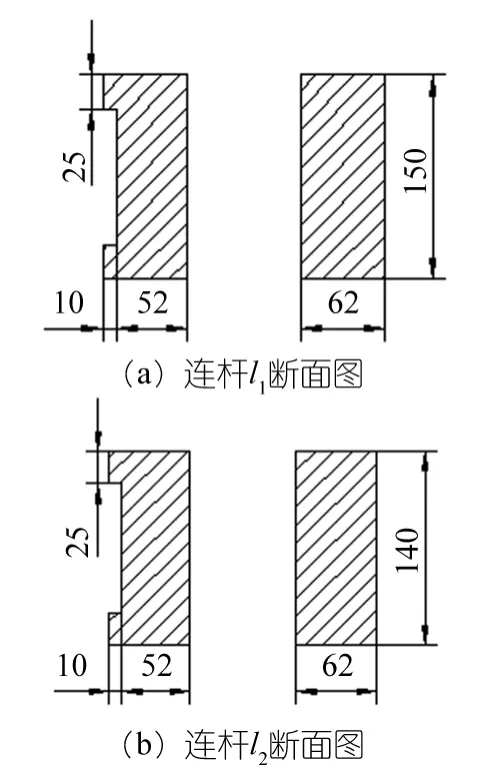
圖3 連桿斷面圖

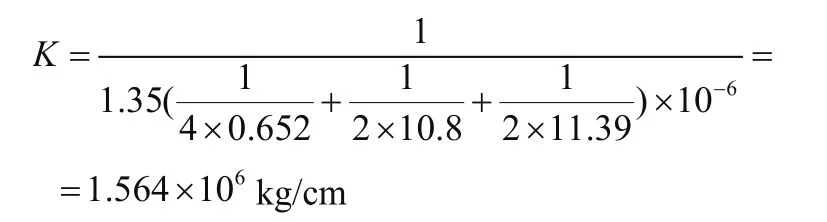
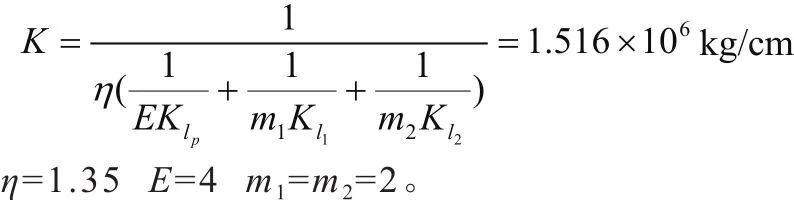
系統剛度:
計算系數η=1.35,則公式為:
(2)檢驗計算剛度K中選用計算系數,y=1.35能否保證即鎖緊后能達到設計要求Pmmax=360 N。

1.1.3 求增加倍數M和油缸推力
根 據 以 上 所 得 臨 界 角γl=4.084°,αl=4.481 1°,βl=3.718 1°。
列表計算基本公式(表1):
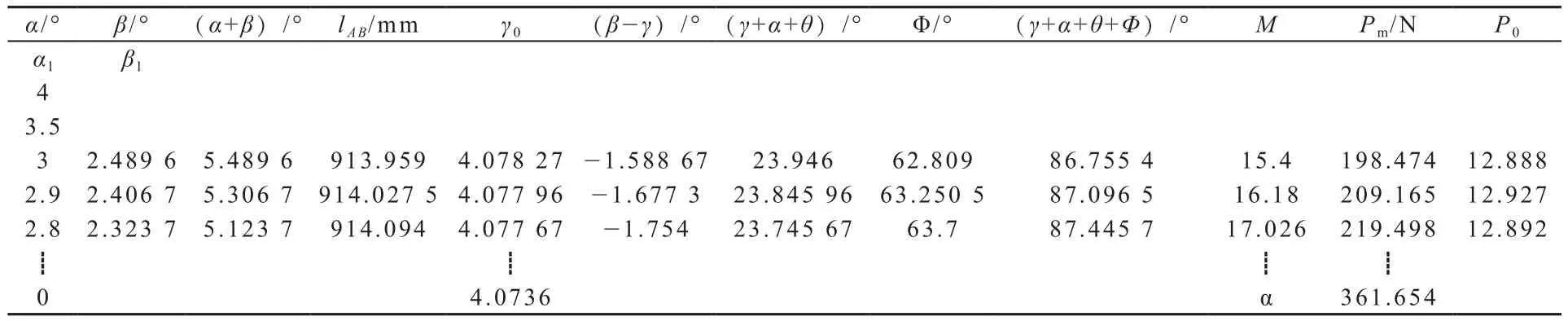
表1 U-PET300瓶坯注塑機五孔斜排雙曲肘內翻合模機構參數表

則M=16.18,P0max=12.927 N,
取η=0.65Ps=19.89≈20 N,

2 U-PET300 瓶坯注塑機五孔直排外翻式合模機構的結構與性能
圖4所示為U-PET300瓶坯注塑機五孔斜排雙曲肘內翻合模機構,其最大鎖模力為3 000 kN,最大容模厚度為820 mm,開模行程為1 000 mm,拉桿垂直水平空間為850×850 mm,中心高為630 mm,合模油缸行程為500 mm。其特點就是動模板開模時后連桿向外側翻轉,后連桿長度較長,從而模板移動行程增大,而且模板受力情況得到改善,剛性提高,合模時,移模油缸通過推力桿使后連桿繞后模板上的固定鉸鏈銷軸回轉,前連桿做平面運動,推動動模板沿拉桿滑動實現合模,連桿呈一條直線,合模系統彈性變形而產生的合模力。
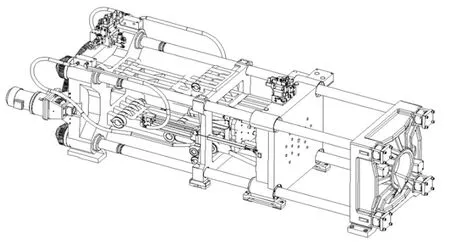
圖4 U-PET300 瓶坯注塑機五孔直排外翻式合模機構簡圖
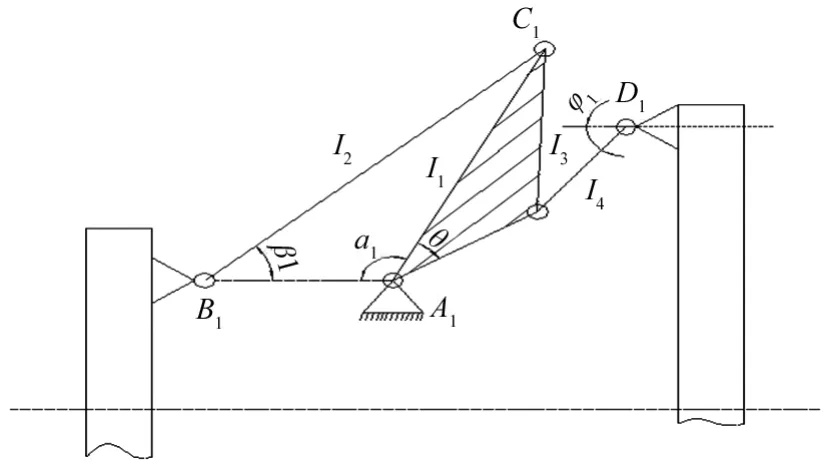
圖5 U-PET300 瓶坯注塑機五孔直排外翻式合模機構
2.1 連桿參數
l1=550 mm,l2=670 mm,λ=l1/l2=0.82,lAB0=l1+l2=1 220 mm開模行程Sm=1 000 mm,十字頭E鉸和A鉸間垂直高度h=250 mm,取θ=12,Φ0=87°,h1=203.3 mm,α1+θ=125.97°。

即KS=Sm/Sg=1.74因屬小角度后桿結構,當速度曲線較平緩:Ks>1.5是允許的。
2.2 系統剛度
拉 桿 材 料 為 40Cr,E=2.06×106kg/cm2,Dp=12 cm,lp=346.8 cm,見圖 6~7。
系統剛度:

圖6 連桿l2斷面圖
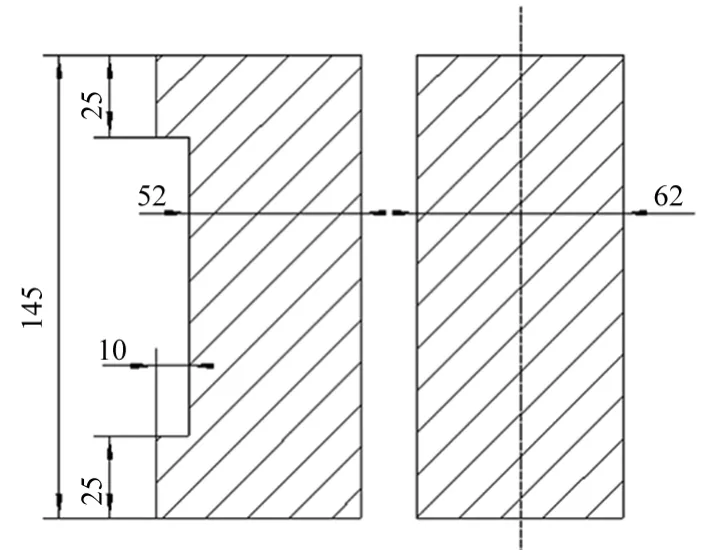
圖7 連桿l1斷面圖
增力倍數/M和油缸推力Pomax,取θ=18°;基本公式如下:
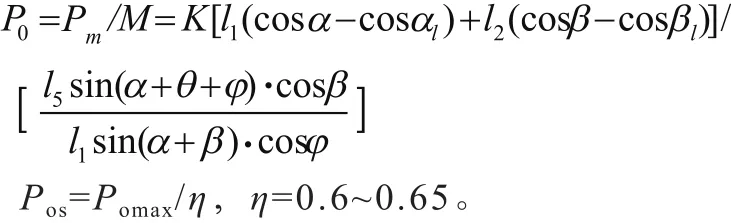
列表(表2)計算得:M=18.6,P0max=12.776 N,Pos=

表2 U-PET300 瓶坯注塑機五孔直排外翻式合模機構參數表
3 從參數對比數據匯總
(1)U-PET300五孔斜排雙曲軸內翻合模機構計算結果
剛度增加倍數M=16.18,油缸推力P0=12.427 N。開模行程與合模油缸行程比K=1.564×106kg/cmKs=1.2437。
(2)U-PET300五孔直排外翻式合模機構計算結果
剛度K=1.564×106kg/cm,增加倍數M=18.6,油缸推力P0=12.776 N。開模行程與合模油缸行程比K=1.74。
兩款機器四柱空間H×V=850 mm×850 mm,拉桿直徑Dp=120 mm,中心高630 mm,均組成同一種安裝平臺,匹配模塊化的通用的注射系統。
4 結語
根據上述兩款結構對比計算可以看出U-PET300瓶坯注塑機五孔直排外翻式合模機構是在原有的U-PET300 瓶坯注塑機五孔斜排雙曲肘內翻合模機構基礎上進行優化組合而成,在鎖模力、拉桿水平垂直空間、鉸鏈、軸銷、拉桿直徑和前模板完全一致的情況下進行必要的部分設計更改,整體技術指標系統剛度、臨界角、增力倍數和油缸推力均有些變化。五點直排機鉸外翻式合模機構,其滿足足夠的開模行程,動模板和后模板的連桿機鉸座不用拉高和斜放,這樣動模板相應的模具安裝部位直接受力區域范圍,無需要力的分力傳遞,對動模板進行足夠的強度和剛度設計就好,不需要特殊的設計和加厚,但由于外翻十字頭須成框架結構,且支點D1距離拉得太高,造成此部位剛性最弱,并容易發生自鎖現象造成需要足夠大的開模力,此部位銷軸受剪切增加,造成斷銷軸的風險。而U-PET300機鉸式合模機構雖然有足夠的開模行程,但是動模板的連桿機鉸座需要拉高,這樣動模板相應的模具安裝部分不是直接受力區域范圍,需要力傳遞,為保證有足夠的強度和剛度,往往對動模板要做特殊的設計和加厚,不利于成本降低。