6061鋁合金無傾角攪拌摩擦焊工藝及性能
2018-07-19 07:52:28呂志軍張昊郭躍黃永德
精密成形工程 2018年4期
關鍵詞:焊縫
呂志軍,張昊,郭躍,黃永德
(1. 天津航空機電有限公司,天津 300308;2. 南昌航空大學 輕合金加工科學與技術國防重點學科實驗室,南昌 330063;3. 華恒焊接股份有限公司,江蘇 昆山 215300)
攪拌摩擦焊是一種性能優異的固相連接技術,具有低能耗、綠色環保的焊接優勢,被廣泛用于航空航天、軌道交通等高裝備制造領域[1—4]。隨著攪拌摩擦焊技術及其工程化應用發展,為了順應綠色制造以及智能制造的發展趨勢,以高柔性及智能化為特征的機器人攪拌摩擦焊技術已成為攪拌摩擦焊領域研發的重點[5—7]。無傾角攪拌摩擦焊技術與工業機器人相結合,將有利于機器人攪拌摩擦焊接的發展。傳統攪拌摩擦焊施焊時攪拌頭向后傾斜,攪拌頭軸線與工件法線呈2°~5°的夾角,攪拌頭傾角主要起改善接頭致密性、增強軟化材料填充能力、改善熱循環和降低殘余應力的作用。但是,由于存在焊接傾角,在焊接轉彎處需調節攪拌頭的角度,這不僅增加了焊接工序,而且要求焊接設備具有傾角的調節機構,這大大增加了設備的復雜性。無傾角式攪拌摩擦焊接技術可以彌補以上不足。無傾角攪拌摩擦焊接時,攪拌頭軸線時刻與焊件平面垂直,在轉彎時無需對攪拌頭傾角進行調節,可以適用于空間曲面構件的焊接,極大提高了攪拌摩擦焊接的作業柔性,對無傾角攪拌摩擦焊接進行研究將對促進機器人攪拌摩擦焊的發展具有重要意義[8—9]。
現階段關于無傾角攪拌摩擦焊的研究有很多,例如,英國焊接研究所 TWI研制出多種適用于無傾角攪拌摩擦焊接的攪拌頭,并且試驗得到了成形良好、質量優良的焊縫。董繼紅等[10]研制出一種無傾角自頂鍛攪拌摩擦焊焊接工具,并申請了專利。趙慧慧等[11]在鋁合金超薄板無傾角微攪拌摩擦焊搭接接頭組織性能的研究中采用特制的攪拌頭降低了焊縫的寬度,并且得到了成形良好、力學性能高的焊縫。目前為止,國內在3 mm以上厚度板材的無傾角攪拌摩擦焊方面的研究還未見相關報道。本試驗著眼于無傾角攪拌摩擦焊的發展與應用,對5 mm厚的6061-T6鋁合金無傾角攪拌摩擦焊焊縫成形、接頭力學性能、組織形貌特點以及接頭硬度分布進行研究,為無傾角攪拌摩擦焊的工業化應用提供相關依據,以促進無傾角攪拌摩擦焊接技術與工業機器人相結合,為機器人攪拌摩擦焊接技術的研發提供相關參考。
1 試驗材料與方法
所用材料為 6061-T6鋁合金板材,尺寸為 250 mm×80 mm×5 mm。6061鋁合金的主要合金元素是鎂與硅,并形成強化相Mg2Si。具有優良切削加工性、良好的抗腐蝕性、韌性高及加工后不變形等特點,航天、通訊領域,也廣泛應用于自動化機械零件、精密加工、模具制造、電子及精密儀器等。6061鋁合金的化學成分見表1。其常溫時拉伸強度為308 MPa。

表1 6061鋁合金化學成分(質量分數)Tab.1 Chemical compositions of 6061 Al-Alloy (mass fraction) %
設計無傾角攪拌摩擦焊接適用的攪拌頭,軸肩內凹并開有阿基米德螺線型花紋,攪拌針均開左螺紋,針長4.7 mm,根部直徑5 mm,端部直徑3 mm。攪拌頭具體尺寸見圖1。軸肩的阿基米德螺線形開槽設計增加了軸肩對塑性金屬的包攏效果與對材料驅動能力。攪拌頭材料為 H13熱作模具鋼,該鋼耐磨性好,具有良好的耐熱性,在較高溫度時具有較好的強度和硬度,高的耐磨性和韌性。
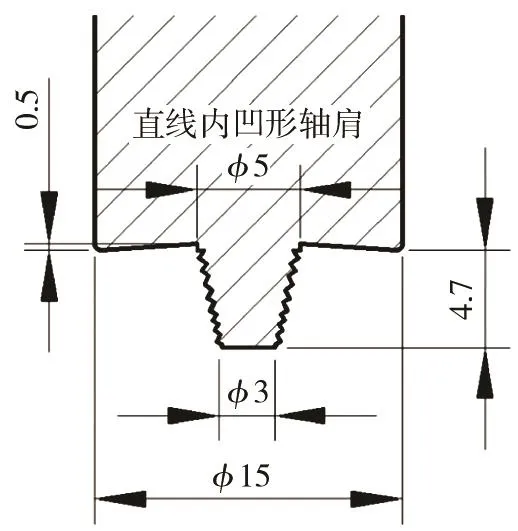
圖1 試驗所用攪拌頭尺寸Fig.1 Size of FSW tool used in experiment

圖2 拉伸試樣尺寸Fig.2 Tensile specimen size
將兩塊鋁合金試板經去毛刺、打磨去氧化膜、酒精擦拭等處理后安裝在攪拌摩焊平板工裝上,并用夾具夾緊,使其對接整齊嚴密。使用 STC350160W 懸臂式攪拌摩擦焊接機床對鋁合金進行無傾角攪拌摩擦焊接試驗,設置好攪拌摩擦焊接數控機床程序,開始進行焊接操作。保持焊接時插入速度10 mm/min、下壓量0.25 mm不變,焊接時軸肩壓入工件材料后預熱8 s,并調整旋轉速度n(r/min)及焊接速度v(mm/min)進行焊接試驗。采用奧林巴斯金相顯微鏡進行接頭組織觀察;使用UTM電子萬能拉伸機測試接頭拉伸性能,加載速度2 mm/min,在焊縫中部區域截取拉伸試樣,尺寸見圖2;使用410MVD數顯顯微維氏硬度計對接頭顯微硬度分布進行測試,加載載荷100 N,保持時間10 s。
2 結果與分析
2.1 無傾角攪拌摩擦焊對接接頭焊縫成形
不同焊接參數下焊縫表面形貌見圖3,在試驗設定的參數范圍內縫表面均成形良好,沒有明顯的焊接缺陷,但不同焊接參數情況,焊縫表面形貌有明顯的差別。由圖3a—c可知,隨攪拌頭轉速增加,焊縫表面變得越來越光滑,但飛邊量卻逐漸增多;由圖3c—e可知,隨焊接速度增加,焊縫表面逐漸變粗糙,但飛邊量越來越少。分析認為,零傾角攪拌摩擦焊焊縫表面成形與焊接熱輸入有關,攪拌頭轉速增加,熱輸入增大,軸肩下方金屬塑化程度高,攪拌頭向前行進,塑化金屬可以順利脫離軸肩而形成光滑的焊縫。隨著焊接速度增大,熱輸入變小,軸肩下方金屬塑化程度較低,流動性變差,金屬脫離軸肩相對困難,導致焊縫表面粗糙。

圖3 焊縫表面成形Fig.3 Appearances of friction stir weld
2.2 接頭組織形貌分析
攪拌頭轉速n=1500 r/min、焊接速度v=95 mm/min時,6061-T6鋁合金零傾角攪拌摩擦焊接頭組織分布見圖4。零傾角攪拌摩擦焊接頭從組織上可區分為 5個不同區域:焊核區(WNZ)、熱力影響區(TMAZ)、熱影響區(HAZ)、軸肩影響區(SAZ)和母材(BM)。母材組織和熱影響區組織相對粗大;熱力影響區組織受到機械攪拌和熱循環雙重作用,晶粒組織明顯被拉長,發生彎曲變形,如圖5a、c分別為焊接接頭前進側和后退側的微觀組織圖;軸肩影響區和焊核區組織受到強烈的攪拌作用,晶粒破碎,又在高溫下發生動態再結晶,形成細小的等軸再結晶組織,如圖5b為焊核區的微觀組織。

圖4 接頭橫截面形貌Fig.4 Cross sections of joint

圖5 6061鋁合金無傾角攪拌摩擦焊接頭微觀組織Fig.5 Microstructure of 6061 Al-Alloy FSW with zero tilt angle
不同焊接參數下 6061-T6鋁合金無傾角攪拌摩擦接頭橫截面形貌見圖6。由圖6a—c可知,隨著攪拌頭轉速增加,焊縫寬度和焊核尺寸均先變大后變小。分析認為,焊核是由攪拌摩擦焊“抽吸-擠壓”作用形成的,攪拌頭轉速越高“抽吸-擠壓”作用越強,金屬沿攪拌針的遷移量越多,焊核尺寸變大。但當攪拌頭轉速繼續增大到1500 r/min時,焊核尺寸有變小,分析認為,當攪拌頭轉速過高時,過輸入過量,導致金屬過度軟化以至于無法產生足夠的壓力向攪拌頭周圍擠壓金屬材料,因此焊核尺寸較小[12—14]。由圖6c—e可知,隨焊接速度增加,焊縫寬度和焊核尺寸均逐漸變小。分析認為,隨焊接速度增加熱輸入逐漸變小,攪拌頭的“抽吸-擠壓”作用變弱,焊縫區塑化金屬的量變小,金屬的流動性能逐漸變弱,導致焊縫寬度和焊核的尺寸減小。而當焊接速度達到 300 mm/min時,焊接速度過快而熱輸入量較低,焊縫金屬的塑化程度不充分,金屬的流動性不好,導致焊接過程中金屬不能充分填充攪拌針后方的空腔,而形成孔洞缺陷[15],如圖6e中標記所示,將標記處缺陷放大,如圖7所示。

圖6 6061鋁合金無傾角攪拌摩擦焊焊縫橫截面形貌Fig.6 Cross sections of 6061 Al-alloy FSW with zero tilt angle

圖7 n=1500 r/min, v=300 mm/min時,焊縫底部產生的缺陷Fig.7 Defect in weld bottom when n=1500 r/min, v=300 mm/min
2.3 接頭拉伸強度分析
對焊后試板在焊縫中部位置截取3個拉伸試樣,以 3個試樣拉伸強度的平均值作為該焊接參數下接頭拉伸強度,得出不同焊接參數下焊接接頭的拉伸強度見表2,其中母材抗拉強度為303 MPa。由表2可知,在試驗焊接參數范圍內,零傾角攪拌摩擦焊焊接5 mm后6061-T6鋁合金,接頭拉伸強度均達到了母材強度的60%。焊接工藝參數對接頭拉伸強度的影響見圖8。

圖8 焊接工藝參數對接頭拉伸強度的影響Fig.8 Influences of welding parameters on tensile strength of joint
如圖8a所示,當v=95 mm/min時,隨攪拌頭轉速增加,接頭拉伸強度先增加后減小,當攪拌頭轉速n=1180 r/min時,接頭拉伸強度最高。分析認為,攪拌頭轉速和焊接速度的變化直接影響焊接熱輸入,當n=750 r/min時,焊接熱輸入較小,焊接接頭中析出的強化相的量較少,因此接頭拉伸強度較低;隨攪拌頭轉速增加到1180 r/min時,接頭強化相析出量增多,接頭拉伸強度增加;當攪拌頭轉速繼續增加到 1500 r/min時,焊接熱輸入過量,導致接頭沉淀強化相過量析出,接頭組織變得粗大,反而降低了接頭強度[16—17]。
如圖8b所示,當n=1500 r/min時,隨焊接速度增大,接頭拉伸強度逐漸增大。分析認為,攪拌頭轉速n=1500 r/min時,焊接熱輸入處于較高水平,沉淀強化相大量析出導致接頭組織粗大,隨焊接速度增大,焊接熱輸入減小,強化相的析出量有所下降,接頭組織不斷細化,接頭拉伸強度有所提高。當焊接速度達到300 mm/min時,焊縫底部存在孔洞缺陷,但由于缺陷位置在焊核區,缺陷范圍很小,且缺陷周圍組織強度比熱影響區組織強度高,拉伸試樣未在缺陷處斷裂,而是在熱影響區位置斷裂,因此該缺陷并未影響接頭的拉伸強度。

表2 5 mm厚6061鋁合金試板對接接頭抗拉強度Tab.2 Tensile strength of 5 mm thick 6061 Al-Alloy plate FSW joints
3 結論
1) 設計了適用于無傾角攪拌摩擦焊用攪拌頭,能夠實現對5 mm厚6061-T6鋁合金板材的無傾角攪拌摩擦焊對接焊接,并且焊縫成形良好。
2) 零傾角攪拌摩擦焊接頭從組織上可區分為 5個不同區域:焊核區(WNZ)、熱力影響區(TMAZ)、熱影響區(HAZ)、軸肩影響區(SAZ)和母材(BM);隨著攪拌頭轉速增加,焊縫寬度和焊核尺寸均先變大后變小;隨焊接速度增加,焊縫寬度和焊核尺寸均逐漸變小。
3) 當焊接速度固定時,隨攪拌頭轉速增加,接頭拉伸強度先增加后減小;當攪拌頭轉速固定時,隨焊接速度增加,接頭拉伸強度逐漸增大。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07