某型飛機(jī)副翼自由間隙分析研究
2018-07-18 07:06:36邰瑞雪許志林朱輝杰彭金京
教練機(jī) 2018年2期
邰瑞雪,許志林,朱輝杰,彭金京,郭 丹
(1.航空工業(yè)洪都,江西南昌,330024;2.中電科蕪湖通用航空產(chǎn)業(yè)技術(shù)研究院有限公司,安徽蕪湖,241000)
0 引言
現(xiàn)代飛機(jī)對速度的追求越來越高,為避免發(fā)生操縱面顫振的災(zāi)難性事故,對操縱舵面的自由間隙也提出了更高的要求。在國軍標(biāo)和美軍標(biāo)中對不可逆操縱舵面的自由間隙均有嚴(yán)格的要求,如GJB 67.7A中對后緣操縱面一端超出主翼面展長75%的情況,要求總的自由間隙不超過垂直于鉸鏈軸從鉸鏈軸線到操縱面后緣距離的0.22%(0.13°)。某型飛機(jī)的副翼位于主翼面的最外側(cè),按GJB 67.7A的規(guī)定,其副翼自由間隙應(yīng)不超過0.13°,而由于制造精度的影響,一直難以達(dá)到規(guī)定值,后通過相關(guān)試驗驗證,表明將該間隙值放寬至0.26°可滿足該型飛機(jī)的實際使用需求。
而根據(jù)實際的副翼間隙測量情況統(tǒng)計,即使間隙放寬至0.26°的情況下,仍然有一部分操縱飛機(jī)的副翼操縱間隙發(fā)生超差的問題。本文從該型飛機(jī)副翼操縱系統(tǒng)每一個存在活動間隙的傳動環(huán)節(jié)進(jìn)行詳細(xì)分析,研究可以減小間隙的優(yōu)化改進(jìn)方案。
1 系統(tǒng)簡介
副翼作動系統(tǒng)由副翼作動器、搖臂支座組件、拉桿及相關(guān)支撐部件組成,如圖1所示。副翼作動器一端通過螺栓固定于機(jī)翼支撐結(jié)構(gòu)上,另一端與搖臂主動臂通過螺栓相連,搖臂固定于支座上,搖臂的從動臂通過拉桿與副翼連接。工作時,作動器的伸縮運(yùn)動,推動搖臂偏轉(zhuǎn),搖臂另一端再通過拉桿驅(qū)動副翼偏轉(zhuǎn)。
副翼的活動間隙主要在節(jié)點(diǎn)1的作動器固定端連接鉸點(diǎn)、節(jié)點(diǎn)2的作動器輸出端連接鉸點(diǎn)、節(jié)點(diǎn)3的搖臂固定轉(zhuǎn)軸連接點(diǎn)、節(jié)點(diǎn)4的搖臂從動端與拉桿連接鉸點(diǎn)、節(jié)點(diǎn)5的拉桿與副翼連接鉸點(diǎn)及節(jié)點(diǎn)6的副翼轉(zhuǎn)軸連接點(diǎn)中的配合處產(chǎn)生。

圖1 副翼作動系統(tǒng)裝配圖
2 間隙分析
2.1 節(jié)點(diǎn)1——作動器固定端連接鉸點(diǎn)
作動器固定端鉸點(diǎn)由螺栓、襯套、支撐叉耳、作動器耳環(huán)及軸承組成,如圖2所示。襯套與叉耳之間、軸承與作動器耳環(huán)之間均為過盈配合,可視為無間隙。螺栓與襯套之間為間隙配合存在間隙,螺栓與軸承之間為過渡配合,在非交叉配合公差帶時也會存在間隙。軸承本身也存在游隙的情況,但由于本處使用的軸承自潤滑向心關(guān)節(jié)軸承,在新品階段未磨損的情況,游隙可忽略不計,故本文不對軸承游隙的影響進(jìn)行分析,包括下文的搖臂中間軸承和拉桿兩端的軸承同樣不對游隙值的影響進(jìn)行分析。
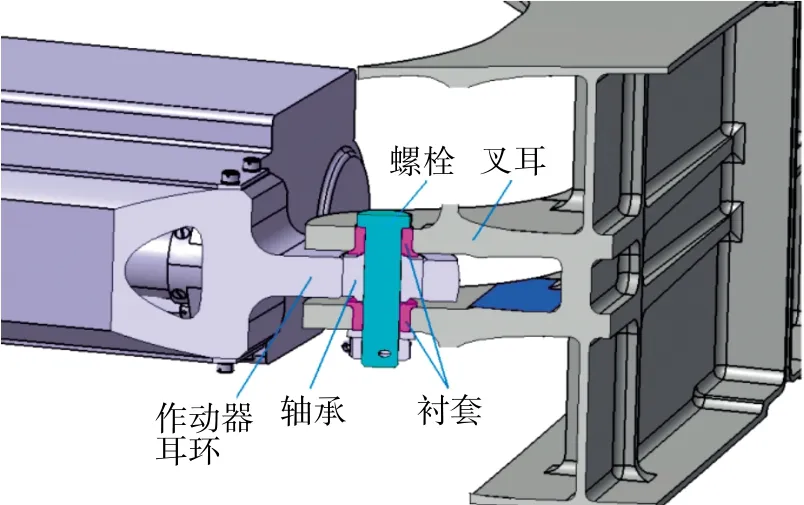
圖2 節(jié)點(diǎn)1剖面圖

表1 固定端配合關(guān)系 單位:mm
2.2 節(jié)點(diǎn)2——作動器輸出端連接鉸點(diǎn)
作動器輸出端鉸點(diǎn)由螺栓、搖臂叉耳、作動器耳環(huán)及軸承組成,如圖3所示。節(jié)點(diǎn)2處的螺栓外徑公差范圍為14.986mm~14.996mm,搖臂叉耳內(nèi)徑公差范圍為14.992mm~15mm,軸承內(nèi)徑公差范圍為14.992mm~15mm,此時配合處最大間隙應(yīng)為0.028mm,如表2所示。
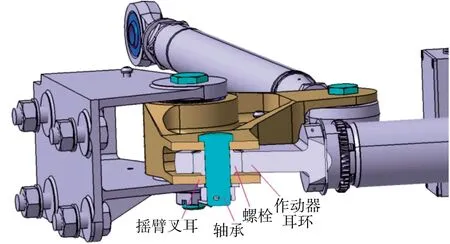
圖3 節(jié)點(diǎn)2剖面圖

表2 輸出端配合關(guān)系 單位:mm
2.3 節(jié)點(diǎn)3和節(jié)點(diǎn)4——搖臂固定轉(zhuǎn)軸連接點(diǎn)和搖臂從動端與拉桿連接鉸點(diǎn)
搖臂固定轉(zhuǎn)軸連接點(diǎn)由螺栓、支座叉耳、搖臂轉(zhuǎn)軸孔及軸承組成,如圖4所示。搖臂轉(zhuǎn)軸孔與軸承之間為過盈配合,無間隙。節(jié)點(diǎn)3處的螺栓外徑公差范圍為14.986mm~14.996mm,支座叉耳內(nèi)徑公差范圍為 14.992mm~15mm,軸承內(nèi)徑公差范圍為14.992mm~15mm,此時配合處最大間隙應(yīng)為0.028mm,如表3所示。
搖臂從動端與拉桿連接鉸點(diǎn)由螺栓、搖臂叉耳及軸承組成,如圖4所示。節(jié)點(diǎn)4處的螺栓外徑公差范圍為11.986mm~11.996mm,搖臂叉耳內(nèi)徑公差范圍為 11.992mm~12mm,軸承內(nèi)徑公差范圍為11.992mm~12mm,此時配合處最大間隙應(yīng)為0.028mm,如表3所示。
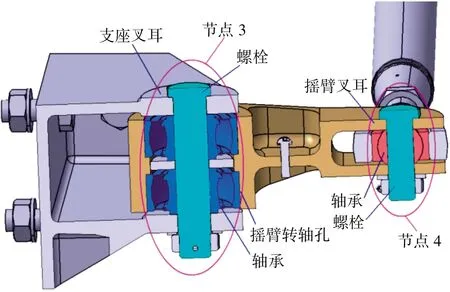
圖4 節(jié)點(diǎn)3和節(jié)點(diǎn)4剖面圖

表3 搖臂與支座拉桿的配合關(guān)系 單位:mm
2.4 節(jié)點(diǎn)5和節(jié)點(diǎn)6——拉桿與副翼連接鉸點(diǎn)和節(jié)點(diǎn)6的副翼轉(zhuǎn)軸連接點(diǎn)
拉桿與副翼連接鉸點(diǎn)由螺栓、副翼支臂襯套及拉桿軸承組成,如圖5所示。搖臂轉(zhuǎn)軸孔與軸承之間為過盈配合,無間隙。節(jié)點(diǎn)5處的螺栓外徑公差范圍為11.966mm~11.984mm,副翼支臂襯套內(nèi)徑公差范圍為 12mm~12.018mm,軸承內(nèi)徑公差范圍為11.992mm~12mm,此時配合處最大間隙應(yīng)為0.086mm,如表4所示。
副翼轉(zhuǎn)軸連接點(diǎn)由兩部分組成,其一是機(jī)翼支臂、氟塑料襯套和通條組成的固定支撐端,另一是副翼支臂、氟塑料襯套和通條組成的活動端。兩處的氟塑料襯套為相同件,氟塑料襯套內(nèi)徑公差范圍為6mm~6.012mm;通條為共用部件,通條外徑公差范圍為5.86mm~5.89mm,氟塑料襯套外徑公差范圍為7.95mm~7.972mm;機(jī)翼支臂和副翼支臂的配合孔內(nèi)徑公差相同,配合孔內(nèi)徑公差范圍均為8mm~8.022mm,通過計算得出此時配合處最大間隙應(yīng)為0.448mm,如表4所示。
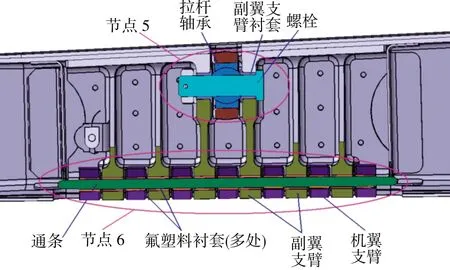
圖5 節(jié)點(diǎn)5和節(jié)點(diǎn)6剖面圖
2.5 系統(tǒng)總間隙計算及分析
將各傳動節(jié)點(diǎn)的間隙按傳動比進(jìn)行計算分析,換算至副翼驅(qū)動點(diǎn),經(jīng)過計算可得各處間隙累計至驅(qū)動點(diǎn)的線性間隙值為0.6766mm,換算為角度值約為0.782°。該值已經(jīng)超過了間隙要求的指標(biāo)值,雖然實際制造過程中,不可能出現(xiàn)所有零部件公差都達(dá)到極限偏差的情況,特別是節(jié)點(diǎn)6處的通條連接方式,由于分支孔較多,同軸度誤差較大,實際間隙可能會比理論分析間隙小很多。但根據(jù)目前的實際生產(chǎn)制造經(jīng)驗,還是有10%的概率出現(xiàn)超差,而且間隙值在超差臨界處的情況也較為普遍。在臨界值附近時,經(jīng)過一段時間的磨損后也較容易再次出現(xiàn)超差的情況。
3 設(shè)計優(yōu)化改進(jìn)分析
該型機(jī)副翼作動系統(tǒng)的自由間隙理論上已經(jīng)偏大,需要對其進(jìn)行設(shè)計優(yōu)化改進(jìn)。主要是針對配合處的公差匹配進(jìn)行優(yōu)化,并且需要結(jié)合制造的工藝可行性進(jìn)行。
節(jié)點(diǎn)1處螺栓為襯套和軸承共用的連接件,而軸承為成品件,無法進(jìn)行優(yōu)化,螺栓的尺寸公差已達(dá)較高制造精度,進(jìn)一步優(yōu)化改進(jìn)會造成合格率降低,故該處的優(yōu)化改進(jìn)應(yīng)圍繞軸承內(nèi)徑進(jìn)行。現(xiàn)狀態(tài)中襯套內(nèi)徑與軸承內(nèi)徑公差帶并不一致,而且偏差較大,可將襯套與軸承的公差帶協(xié)調(diào)為一致,將襯套內(nèi)徑由 12mm~12.027mm更改為 11.992mm~12mm,改進(jìn)后的公差配合情況及間隙具體見表5。
節(jié)點(diǎn)2、節(jié)點(diǎn)3和節(jié)點(diǎn)4處的尺寸公差均已達(dá)較高制造精度,進(jìn)一步提高要求會付出較大的工藝代價,且三處的間隙都較小,故不再進(jìn)行改進(jìn)。
節(jié)點(diǎn)5處間隙較大,主要是因為螺栓精度較低和副翼支臂襯套內(nèi)徑與軸承內(nèi)徑不匹配。該處同樣以軸承內(nèi)徑為基準(zhǔn)進(jìn)行優(yōu)化改進(jìn),將副翼支臂襯套內(nèi)徑更改為與軸承內(nèi)徑一致,同時將螺栓外徑更改為與節(jié)點(diǎn)4處的螺栓外徑一致,改進(jìn)后的公差配合情況及間隙具體見表5。
節(jié)點(diǎn)6處間隙最大,比前面五個節(jié)點(diǎn)的間隙之和還大,有較大的優(yōu)化空間。該處因為裝配形式特殊,連接鉸點(diǎn)較長,同軸度要求較高,制造難度較大,為避免合格率低,在初始設(shè)計時給予了較大的公差帶。但從目前實際制造看,較大的公差帶對間隙影響較大,可進(jìn)一步提高制造要求。節(jié)點(diǎn)6處采用的金屬氟塑料襯套為航標(biāo)件,因此,該處的優(yōu)化改進(jìn)應(yīng)以金屬氟塑料襯套為基準(zhǔn)進(jìn)行改進(jìn)優(yōu)化。通條外徑與氟塑料襯套內(nèi)徑的配合間隙達(dá)0.152mm,可較大的改進(jìn)余地,結(jié)合制造的工藝可行性,可將通條外徑更改至5.93mm~5.95mm,而機(jī)翼支臂和副翼支臂的配合孔內(nèi)徑公差可同步更改為8mm~8.015mm。
將優(yōu)化改進(jìn)后的各節(jié)點(diǎn)重新進(jìn)行累加計算,換算至副翼轉(zhuǎn)軸上的理論最大自由間隙約為0.472°,而根據(jù)實際制造加工過程中,軸類部件的外徑制造公差均盡量采用上差制造,孔類部件孔內(nèi)徑制造公差均采用下差的原則,實際制造過程的間隙值會比理論分析值要小很多。根據(jù)以往制造經(jīng)驗評估,按目前狀態(tài)進(jìn)行制造裝配,可將絕大部分的副翼自由間隙降低至0.13°以下,預(yù)留了較大的后期磨損余量,增加了磨損部件的耐久壽命。

表5 優(yōu)化改進(jìn)后公差配合關(guān)系 單位:mm
此外,另一種最直接有效的減小間隙影響的方法為增加舵面操縱點(diǎn)的驅(qū)動搖臂的臂長,例如臂長加倍,則在相同的線性間隙下,角度間隙值可減小一倍。但該方法適用于新飛機(jī)的研制,如在后續(xù)改進(jìn)會帶來較大的代價,需更改作動器性能要求、改變機(jī)翼結(jié)構(gòu)、影響氣動外形等。
4 結(jié)語
本文通過對某型飛機(jī)副翼的作動間隙進(jìn)行深入分析,闡述了間隙的主要來源,總結(jié)了間隙的分配方法,在后續(xù)的設(shè)計工作中,可為確定作動系統(tǒng)相關(guān)零部件配合公差提供設(shè)計參考。