7050鋁合金二維超聲滾壓加工表面完整性綜合評價
2018-07-17 09:51:26鄭建新任元超
中國機械工程 2018年13期
關鍵詞:工藝
鄭建新 任元超
河南理工大學機械與動力工程學院,焦作,454003
0 引言
7050鋁合金是超高強度航空鋁合金,具有強度高、斷裂韌性和抗應力腐蝕性好等優點,可用作飛機機身框架、機翼蒙皮、起落架支撐部件等。但對航空用結構材料的性能要求,除靜強度和剛度高外,還應有較高的抗應力腐蝕能力、抵抗裂紋擴展能力和高的疲勞強度,以保證材料在嚴苛的服役環境下長期安全工作。7系合金作為飛機結構材料使用的最大問題是應力腐蝕開裂問題[1-2]。
超聲表面強化工藝如超聲噴丸、超聲沖擊處理和超聲滾壓等,使零件表面在工具頭的超聲頻沖擊作用下得到強化,并能提高表層顯微硬度,降低表面粗糙度,在表層形成適度的殘余壓應力等,可有效解決應力腐蝕和疲勞失效等問題[3-5]。羅傲梅等[6]提出的二維超聲表面強化工藝,可改善表面質量,從而提高零件耐磨耐腐蝕性能和抗疲勞性能。有不少研究者分析了超聲表面強化工藝參數對零件表面質量中的單一指標(如表面粗糙度[7]、顯微硬度[8-9]、殘余應力[10]等)的影響,但鮮有研究涉及工藝參數對加工后零件表面完整性的綜合影響問題。
零件的表面完整性反映表面狀態和表面性能之間的關系,它包括與表面紋理變化有關的表面粗糙度、表面波紋度和紋理方向等參數,以及與表層物理機械性能有關的顯微結構變化、硬度變化、塑性變形、殘余應力等[11-13]。零件的表面性能與表面完整性密切相關,如何綜合評價加工后的表面完整性,并獲取最優工藝參數,提高零件表面性能,是工程應用中必須面對而當前卻甚少研究的問題。
本文采用正交試驗法對7050鋁合金進行二維超聲滾壓加工試驗,選取表面粗糙度、顯微硬度和殘余應力作為表面完整性定量評價指標,運用灰色關聯分析法(grey relational analysis,GRA)對加工后表面完整性進行綜合評價,建立灰色關聯度數學模型和評價指標預測模型,由此獲取最優工藝參數,從而實現通過控制表面完整性來解決應力腐蝕和疲勞失效等問題。
1 試驗設計
1.1 試驗材料及試驗設備
將研制的單激勵二維超聲振動滾壓加工聲學系統安裝在CA 6140B/A車床刀架上,對7050鋁合金軸件進行二維超聲滾壓加工,加工原理見圖1。
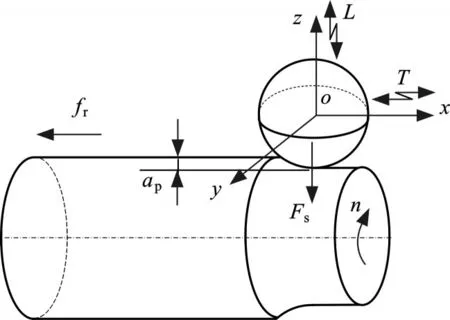
圖1 加工原理示意圖Fig.1 Schematic diagram of machining principle
超聲振動聲學系統的諧振頻率為19.8 kHz,工具頭縱向振動振幅L=9μm,橫向扭振振動振幅T=4μm。
以供應態7050鋁合金棒料為試驗材料,其化學成分見表1。
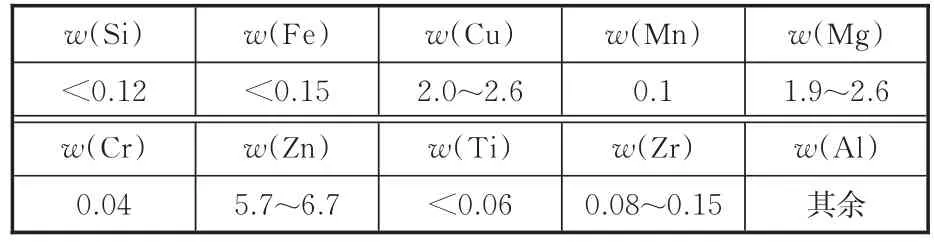
表1 7050鋁合金化學成分Tab.1 Chemical composition of 7050 (%)
7050鋁合金棒料直徑為45 mm,長度為180 mm。二維超聲滾壓加工前先進行外圓車削加工。經車削后工件表面粗糙度Ra值約為1.96μm,里氏硬度約為500 HL,殘余應力約為3.87 MPa。
加工后工件表面粗糙度值采用SURTRONIC3+粗糙度測量儀測量;工件里氏硬度值采用TH160便攜式硬度測試儀測量;表面殘余應力值采用PROTO-LXRD X射線衍射儀測試。
1.2 試驗方案及試驗結果
加工時保持聲學系統的諧振頻率和振幅不變,研究如圖1所示的靜壓力Fs、轉速n和進給量fr3個工藝參數對試件加工后的表面粗糙度Ra、表層硬度HL值、殘余應力σ和表面完整性的影響。每個工藝參數均選取3個水平,根據L9(34)正交表安排試驗,具體試驗方案和結果列于表2。
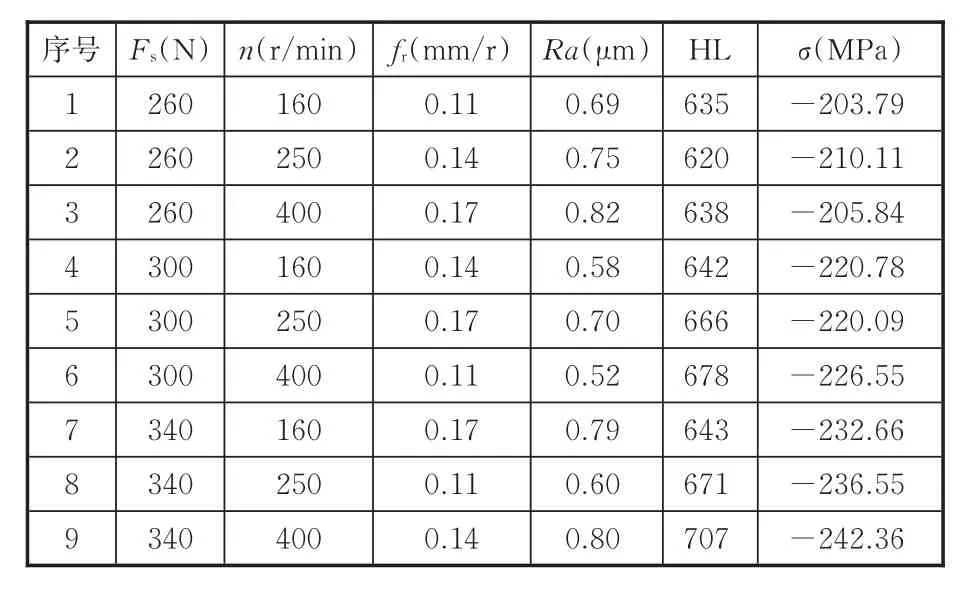
表2 試驗方案與試驗結果Tab.2 Test matrix and results
表2表明,經二維超聲滾壓后,7050鋁合金表面粗糙度顯著降低,表層顯微硬度大幅提高,表層殘余應力從微量的拉應力變為較大的殘余壓應力。這些性能的變化有利于提高零件的抗應力腐蝕和疲勞性能。
2 灰色關聯分析
定量評價指標中,表面粗糙度Ra的值越小越好,而殘余應力σ值和表層硬度(HL值)的絕對值越大越好,故需要對3個指標下的測量結果進行信噪比處理,使處理后的結果都是越大表示對應質量越好。
表面粗糙度Ra的信噪比RSN1通過下式[14]計算:

式中,Xi表示第i組試驗下的表面粗糙度Ra值。
殘余應力σ和表層硬度HL的信噪比RSN2通過下式計算:

式中,Yi表示第i組試驗下的殘余應力σ值或表層硬度HL值。
詳細計算結果見表3。
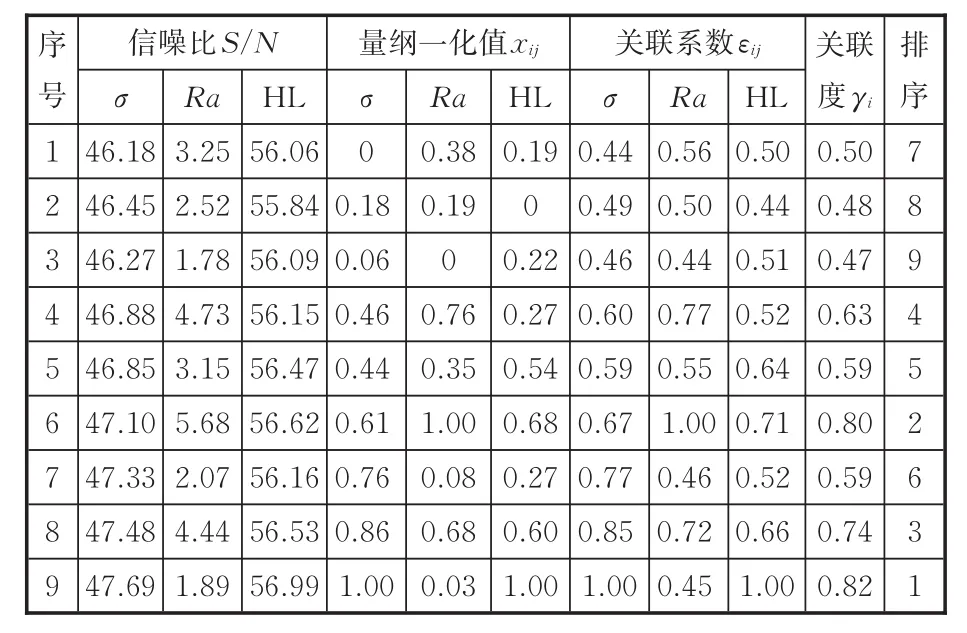
表3 灰色關聯度分析結果Tab.3 Analysis results of GRD
試驗結果經信噪比處理后仍具有不同的量綱,無法作灰色關聯度分析,故需要使用下式[14]進行量綱一處理:


式中,xij表示第i組試驗下第j個評價指標的量綱一值;yij表示第i組試驗下第j個評價指標的信噪比值。
灰色關聯系數εij是灰色關聯分析法的核心,εij可用下式[15]進行計算:


式中,m為試驗組數,m=9;k為評價標準的個數,k=3;Δ為所有參照數x(i0)與量綱一值xij之差的均值。
經式(5)計算得Δ=0.570。
由于 1/Δ=1.754<2,故 ζ可在[0.8,1]中取值[16],這里取ζ=0.8。
在給定灰色關聯系數后,采用下式計算灰色關聯度(grey relational degree,GRD):

式中,γi為由第i組試驗結果計算所得灰色關聯度值。
灰色關聯度排序結果表明,在9組試驗中,當Fs=340 N,n=400 r/min,fr=0.14 mm/r時,其表面完整性最佳。
3 工藝參數對表面完整性的影響
3.1 數據分析
不同的工藝參數下獲得的工件表面完整性不同。分析工藝參數對不同表面完整性評價指標的影響前,需要對樣本數據進行正態性檢驗。對殘余應力值、表面粗糙度值、表層硬度值和灰色關聯度的正態性檢驗結果見表4。
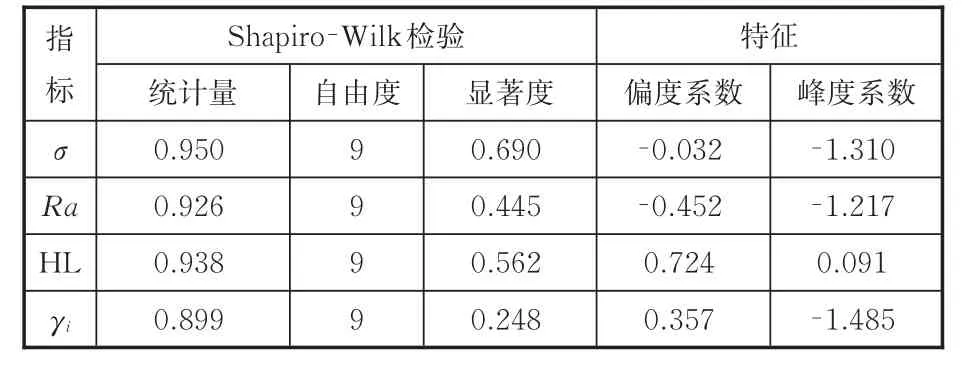
表4 正態性檢驗結果Tab.4 Tests results of normality
由表4可知,雖然Shapiro-Wilk的檢驗結果顯示數據都服從正態分布,但是表中偏度系數值表明正態分布的對稱性較差,峰度系數值說明數據分布不集中。鑒于樣本數據正態分布不理想,選用貢獻率來分析工藝參數對評價指標的影響。
由表5可知,對于不同的評價指標,各工藝參數的貢獻率不同。對殘余應力而言,靜壓力起絕對的影響作用,貢獻率高達93.34%,轉速和進給量的影響較小,可忽略不計;對表面粗糙度而言,靜壓力和進給量的影響較大,分別為40.46%和41.23%;對表層硬度而言,靜壓力的影響較大,貢獻率為39.97%;對于灰色關聯度而言,靜壓力起主要影響作用,貢獻率為63.56%,而其他參數的影響均較小。
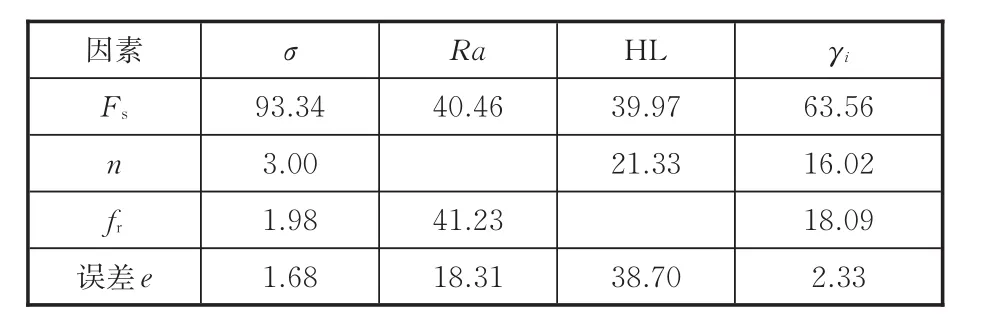
表5 貢獻率分析Tab.5 Analysis of contribution rate %
3.2 討論
工藝參數對不同的評價指標具有不同的貢獻率,主要是因為各評價指標的形成機理不同。
工件表面在靜壓力和超聲頻沖擊的綜合作用下產生塑性變形,靜壓力的大小直接影響塑性變形的劇烈程度,從而影響殘余應力的大小,故靜壓力對殘余應力的影響非常大。
工件表面微觀波峰在靜壓力作用下被壓入波谷,產生塑性變形,達到降低表面粗糙度的目的。進給量直接決定了相鄰兩條壓痕之間的軸向距離,即決定了工件表面能否被滾壓頭完全碾壓,從而影響到表面微觀形貌。另外,由靜壓力引起的塑性變形也會影響到表面微觀形貌,因此靜壓力和進給量對表面粗糙度的影響都較大。
滾壓頭在靜壓力的作用下對工件表面進行沖擊,使表面產生強烈的塑性變形,并伴隨著冷作硬化,從而提高工件表層硬度。但加工時產生的熱又會產生加工弱化現象,熱量的產生與塑性變形、摩擦等因素有關,即受靜壓力和轉速的影響,因此靜壓力和轉速對表層硬度有較重要的影響。
灰色關聯度是用來對表面完整性進行綜合評價的。綜上可知,靜壓力對各個評價指標的影響都比較大,故靜壓力對表面完整性起主要影響作用。
4 表面完整性預測模型
研究最優工藝參數組合,可以獲得最佳的表面完整性,即最小的殘余應力值和表面粗糙度值、最大的表層硬度值。灰色關聯度分析法是在已有的試驗數據中選擇最優的工藝參數。為在整個預測范圍內進行參數優選和預測,基于貢獻率分析結果采用多元線性回歸分析方法建立灰色關聯度、殘余應力、表面粗糙度和表層硬度預測模型。
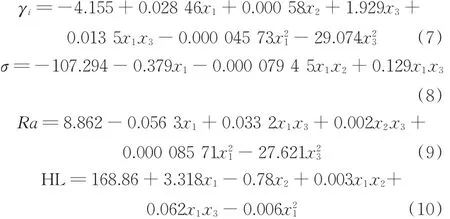
定義 x1=Fs,x2=n,x3=fr,基于表 2 和表 3 的測試值與計算值,可獲得預測模型如下:
為檢驗預測模型的可靠性,對預測模型進行顯著性檢驗。檢驗結果見表6。
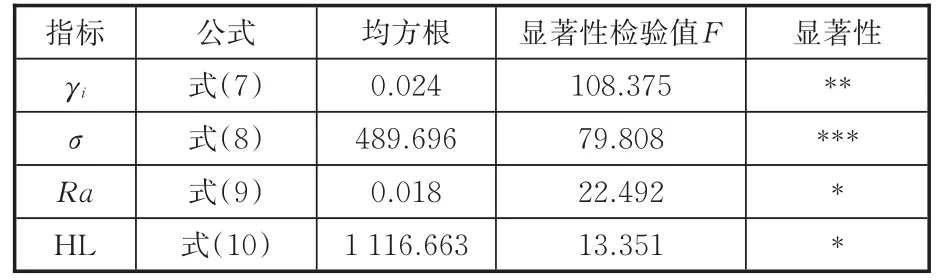
表6 預測模型的檢驗結果Tab.6 Test results of prediction model
由表6可知,4個預測模型在95%置信水平上均通過顯著性檢驗,說明預測模型準確可靠。對比基于預測模型獲得的預測值和試驗測量值,發現預測值最大誤差不超過4.4%。
基于式(7),運用Lingo11軟件對灰色關聯度在有效預測范圍(Fs為 260~340 N、n為 160~400 r/min和fr為0.11~0.17 mm/r)內進行規劃求解。經計算,當解為(327 N,400 r/min,0.11 mm/r)時,可獲得最大灰色關聯度值γi=0.840,略大于表3中的最大灰色關聯度值。
將最優解(327 N,400 r/min,0.11 mm/r)分別代入式(8)~式(10),得殘余應力值為-236.98 MPa、表面粗糙度值為0.56μm和表層硬度為695 HL。與試驗結果第9組相比,表面粗糙度值顯著降低,降幅達27.5%,而殘余壓應力值和表面硬度值略有降低,降幅為1.59%和1.06%。可見,預測模型所獲得的表面完整性要優于灰色關聯法的優選結果。
5 結論
(1)基于灰色關聯分析法優選出的7050鋁合金二維超聲滾壓工藝參數為Fs=340 N、n=400 r/min、fr=0.14 mm/r,此時的表面完整性是試驗組中最好的。
(2)靜壓力對殘余應力、表層硬度和表面完整性的影響顯著,貢獻率分別為93.34%、39.97%和63.56%;轉速對表層硬度和表面完整性影響較為顯著,貢獻率分別為21.33%和16.02%;進給量對表面粗糙度和表面完整性影響顯著,貢獻率分別為41.23%和18.09%。
(3)基于預測模型進行規劃求解獲得的最優工藝參數為Fs=327 N、n=400 r/min和fr=0.11 mm/r,此時殘余應力值約為-236.98 MPa、表面粗糙度值約為0.56μm,表層硬度約為695 HL,優于灰色關聯分析獲得的最優表面完整性評價指標值。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52