鋁合金輪轂鑄旋工藝的研究與應用
2018-07-16 01:16:18李國東王瓊雅
世界有色金屬 2018年9期
關鍵詞:設計
李國東,白 飛,王瓊雅
(三門峽戴卡輪轂制造有限公司,河南 三門峽 472000)
近年,由于能源及環保的考慮,各汽車廠家為搶占市場紛紛舉起新能源汽車大旗。為此汽車輕量化設計研究受到汽車企業廣泛關注,其中降低汽車輪轂重量成為輪轂行業生存競爭著力點。為適應市場需求,汽車輪轂要做到安全、節能、環保、美觀幾方面,輕量化輪轂的設計與制造工藝顯得十分重要。鋁合金輪轂鑄旋技術順應汽車時代潮流,質量輕,強度高恰恰吻合當下汽車設計理念[1]。
1 鑄旋原理
鋁合金輪轂一般分為:外輪輞、內輪輞、輪輻三部分,鋁合金輪轂鑄旋工藝是將低壓或重力鑄造的半成品毛坯預熱一定溫度,對其內輪輞旋壓成型,同時保留鑄造毛坯輪輻及外輪輞結構。簡言之鑄旋產品就是鑄造+旋壓,在鑄造基礎上將輪轂輪輞擠壓減薄成型,使材料組織形態進一步強化。
為了進一步認識鑄旋產品,我們對同批次鑄造毛坯旋壓前后輪輞機械性能進行對比。兩種狀態毛坯各取兩個樣進行試驗,實驗結果如下表:

?
從上表我們可以看到鑄旋輪輞抗拉強度,、屈服強度、延伸率明顯高于低壓輪輞,尤其是延伸率幾乎高出80%-90%。
為了進一步認識鑄旋產品微觀組織,我們同樣對同批次鑄造毛坯旋壓前后輪輞金相組織進行對比,如下圖所示:
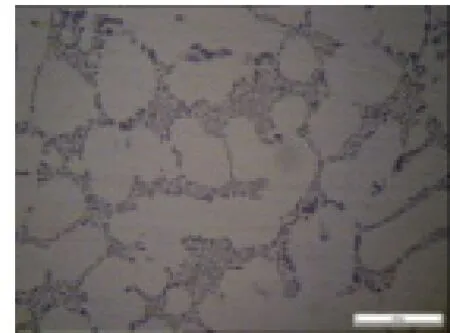
圖a 低壓鑄造輪輞金相
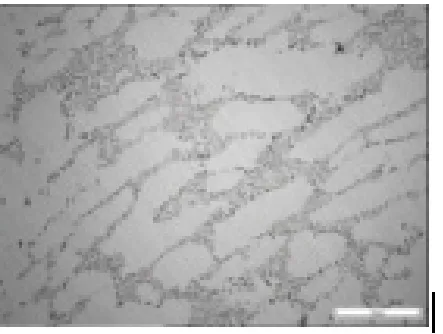
圖b 鑄旋輪輞金相
可以看到圖a 低壓鑄造輪輞金相組織無序排列,組織形狀各異, 圖b 鑄旋輪輞金相組織形狀呈橢圓形且方向基本一致 ,顯然是旋壓過程對組織形態進行重新規整,改變晶體形狀和方向,提高材料強度及塑性變形[2]。
2 鑄旋工藝控制要點
(1)鑄旋毛坯設計要點。旋壓前鑄造毛坯設計原則為:滿足旋壓充型要求,輪輞旋壓鋁材量既不能過多,也不能過少。鋁材量過多旋壓時多余的量趕到最下部即下輪緣處,造成后序機加工加工量過大,同時鋁材量設計偏多造成旋壓前毛坯輪輞壁厚大,旋壓時旋壓機旋輪受負載大,不易于輪輞減薄。鋁材量過少旋壓時鋁材量不足以滿足產品成型,造成機加工車不光缺陷。
設計毛坯旋壓量可采用倒推計算法,首先我們根據產品設計圖偏置出旋壓后的毛坯線(如圖3),然后根據毛坯線利用三維軟件計算出輪輞鋁材量,最后根據鋁材量計算旋壓毛坯鋁材量,注意:只需要計算旋壓起刀點以下鋁材量,起刀點以上不參與旋壓。為保證旋壓后毛坯質量,避免出現填充不足,影響后序加工,鋁材量設計一般為旋壓理論成型毛坯1.1-1.2倍。
鑄造毛坯結構設計十分重要,它直接影響旋壓后產品力學性能,以及旋壓成型穩定性。鑄造毛坯設計一般從旋壓起刀點向下壁厚逐漸增加,這樣能保證旋壓成型“流動性”,鋁材快速補給,防止旋壓過程拉裂輪輞(見圖2)。鑄造毛坯輪輞壁厚根據旋壓機性能而定,旋壓后毛坯一般壁厚8mm左右,鑄造毛坯壁厚設計一般不超過20mm。旋壓過程鋁材量變形、減薄率越大,旋壓后形成輪輞組織越致密,力學性能越好。

圖1 旋壓圖
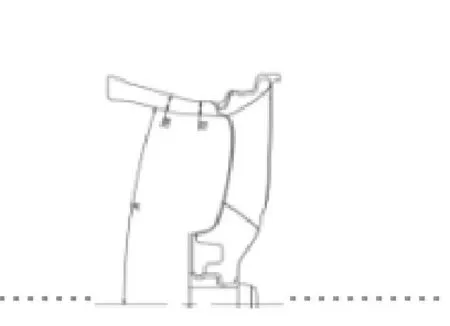
圖2 旋壓前毛坯圖

圖3 旋壓后毛坯圖
(2)鑄旋毛坯定位要點。鑄旋毛坯定位十分重要,它直接關系旋壓后毛坯成型質量。鑄旋毛坯定位設計不合理,首先造成旋壓前毛坯放置不到位,引起旋壓撞機或旋壓起刀點未按設計路徑運行;其次旋壓過程中毛坯和模具型芯配合不好,發生相對轉動導致成型不良,旋壓后毛坯跳動、變形大。
鑄旋毛坯徑向定位通常采用旋壓毛坯與旋壓模芯配合。考慮到旋壓毛坯與旋壓工裝預熱膨脹,冷態狀態下配合間隙控制在0.5mm~1mm之間。間隙設計過小造成毛坯放置不到位,旋壓后毛坯脫模困難,脫膜力大造成毛坯變形。間隙設計過大,毛坯與旋壓模芯徑向竄動,旋壓過程中毛坯圓度,同軸度差,甚至旋壓時毛坯不能與模芯同步轉動,相對轉動造成旋壓輪輞起皺。
鑄旋毛坯軸向定位涉及旋壓模芯、旋壓上壓板兩處定位(見圖1)。毛坯上端面工藝保護圈與上壓板接觸,保證旋壓平穩。旋壓毛坯與模芯軸向定位一般有兩種方式,一是模芯與鑄旋毛坯熱節分型面臺階接觸定位,鑄旋毛坯輪輻背腔不與模芯接觸或接觸受力較小;二是模芯直接與鑄旋毛坯輪輻背腔輪廓重合。由于前者毛坯脫模時受力點是輪輻根部,毛坯變形量小;后者脫模頂出瞬間,推出機構作用輪輻直接造成輪輻變形。故鑄旋毛坯軸向定位建議采用前者。
(3)鑄旋工藝參數控制。首先,旋壓模具安裝精度影響旋壓后毛坯的質量,模具安裝與旋壓主軸回轉同軸度越好,旋壓過程越平穩,成型的產品同軸度,壁厚均勻性,工件輪廓越好。生產中旋壓模具、上壓板徑跳控制在0mm~0.05mm之間,端跳0~0.05之間即可。其次,旋壓前工件預熱溫度控制對旋壓成型至關重要,溫度過高旋壓過程輪輞易成型,但工件溫度高易造成工件受力后變形量加大;溫度過低旋壓時旋壓“流動性”差不易成型。一般旋壓前工件溫度預熱控制在350~380度最佳。最后,旋壓模具的預熱不容忽視,模具溫度低旋壓時工件不易脫模,模具溫度高則在旋壓過程模具與工件接觸粘鋁。一般模具加熱溫度控制在250~270度為宜。旋壓過程中旋壓轉速、進給率要選擇合理,否則工件會發生起皮,旋裂,軌跡狀表面,壁厚分布不均勻缺陷。
3 結語
鋁合金輪轂鑄旋工藝能夠有效提高金屬機械性能,從而在設計上可降低成品輪轂壁厚,實現輕量化要求。同時控制好鑄旋工藝設計及旋壓工藝參數可有效提高產品合格率。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
