某雙面電路板電子裝聯(lián)工藝設(shè)計(jì)
2018-07-11 03:04:28陳真
裝備制造技術(shù) 2018年5期
關(guān)鍵詞:工藝
陳 真
(宜昌測(cè)試技術(shù)研究所,湖北 宜昌443000)
0 引言
某電路板為雙面板,表面焊接元器件包括貼片式、分立式及插座類。受本所電裝生產(chǎn)能力限制,原生產(chǎn)模式為先外協(xié)加工完成焊裝工作,回所后進(jìn)行功能調(diào)試,但調(diào)試一次通過(guò)率約為80%,隨著本所電裝生產(chǎn)能力的提升,現(xiàn)轉(zhuǎn)為自主焊裝,我所現(xiàn)階段對(duì)表面貼裝工藝技術(shù)缺乏系統(tǒng)研究,且面臨表面貼裝設(shè)備運(yùn)行精度不高等實(shí)際問(wèn)題。
本文分析了該電路板電子裝聯(lián)的工藝難點(diǎn)和工藝實(shí)施的重要控制點(diǎn),并結(jié)合現(xiàn)有單位實(shí)際電裝生產(chǎn)能力,經(jīng)工藝實(shí)驗(yàn),制定出一套合理的電子裝聯(lián)工藝方案,顯著提升電路板焊裝后調(diào)試一次通過(guò)率,為電路板批量生產(chǎn)提供工藝保障。
1 工藝技術(shù)分析
1.1 結(jié)構(gòu)特點(diǎn)
某電路板結(jié)構(gòu)如圖1所示,該電路板元器件主要包括阻容類器件、二極管、三極管、集成電路等,具體分類統(tǒng)計(jì)如表1所示,貼片類元器件焊腳間距統(tǒng)計(jì)如表2所示。由表1可知,貼片類器件種類占70%,貼片類器件數(shù)量占83%.由表2可知,最小焊盤(pán)間距為0.35 mm,其次較小焊盤(pán)間距為0.5 mm,焊盤(pán)間距屬于細(xì)間距,生產(chǎn)時(shí)需重點(diǎn)控制。
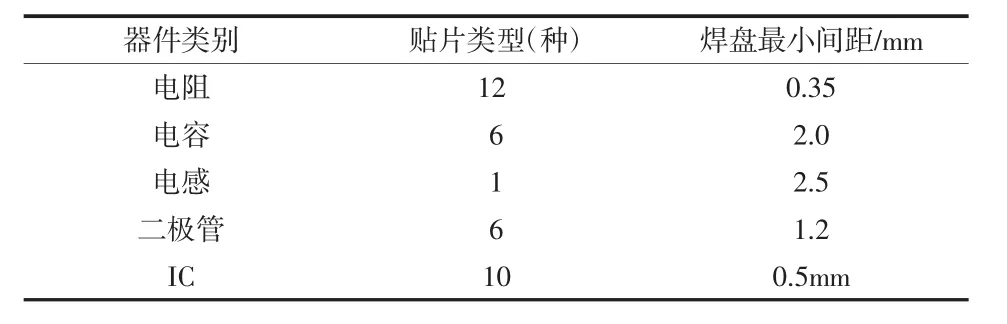
表2 某電路板貼片元器件焊腳間距統(tǒng)計(jì)表
1.2 工藝難點(diǎn)
(1)焊膏印刷質(zhì)量:在SMT生產(chǎn)過(guò)程,第一環(huán)節(jié)即為焊膏印刷,印刷質(zhì)量對(duì)整個(gè)生產(chǎn)過(guò)程的影響至關(guān)重要,據(jù)統(tǒng)計(jì),在PCB設(shè)計(jì)正確、元器件和印制板質(zhì)量有保證情況下,表面組裝質(zhì)量問(wèn)題中有60%~70%為焊膏印刷所致。而與焊膏印刷質(zhì)量有關(guān)的主要因素包括:焊膏特性、模板、印刷工藝參數(shù)、操作工藝流程等。焊膏印刷過(guò)程若控制不到位,則會(huì)影響器件焊接質(zhì)量,導(dǎo)致調(diào)試不通過(guò)。
(2)貼片質(zhì)量:貼片過(guò)程位于焊膏印刷之后,也是SMT生產(chǎn)過(guò)程關(guān)鍵一道,貼片機(jī)主要作用是將貼片元器件準(zhǔn)確安裝到PCB的焊盤(pán)位置,其主要?jiǎng)幼魇鞘昂头拧.?dāng)使用貼片機(jī)自身硬件軟件條件無(wú)法改變時(shí),則影響貼片質(zhì)量的關(guān)鍵因素包括貼片力、貼片的速度/加速度、貼片機(jī)的貼片精度、元器件等。所以對(duì)貼片機(jī)的工藝參數(shù)設(shè)置必須嚴(yán)格控制,以滿足貼片質(zhì)量要求。
(3)回流爐使用:回流爐作為表面SMT生產(chǎn)的一個(gè)主要設(shè)備,它的正確使用可進(jìn)一步確保焊接質(zhì)量和產(chǎn)品質(zhì)量,回流焊主要是設(shè)置溫度曲線,需說(shuō)明的是實(shí)際區(qū)間溫度不一定就是該區(qū)的顯示溫度,所以實(shí)際生產(chǎn)時(shí)必須對(duì)爐內(nèi)實(shí)際區(qū)間溫度進(jìn)行嚴(yán)格控制,以滿足回流要求。
2 工藝方案設(shè)計(jì)
2.1 工藝流程
電路板雙面均含有表面貼裝器件,需先進(jìn)行兩次回流焊接,最后再進(jìn)行分立器件手工焊接來(lái)完成整個(gè)電路板的焊接,鑒于反面表貼器件的體積小及重量較輕,為防止正面表貼器件回流焊接時(shí),PCB板下面器件受熱而產(chǎn)生位置偏移,所以先進(jìn)行反面表貼器件的貼裝及焊接,電路板整個(gè)電子裝聯(lián)工藝流程如圖2所示。

圖2 某電路板電子裝聯(lián)工藝流程
2.2 錫膏印刷
(1)焊膏選擇:挑選焊膏時(shí),應(yīng)根據(jù)元器件電極鍍層要求來(lái)確定焊膏合金組成[1];根據(jù)元器件最小間隙來(lái)確定焊膏顆粒等級(jí);根據(jù)施膏方法來(lái)確定焊膏粘度[2]。由于電路板使用元器件電極鍍層均不含Ag,結(jié)合單位實(shí)際,采用手工漏板印刷的施膏方法,而元器件最小間隙為0.5 mm屬于細(xì)間距器件,因此本文選擇常見(jiàn)Sn63/Pb37(3 型),粘度為 700~1 300 Pa·s的焊膏。
(2)焊膏使用:為保證良好的印刷效果,作業(yè)現(xiàn)場(chǎng)的溫度應(yīng)控制在5°C~35°C,濕度低于80%,焊膏從冰箱提前取出,在室溫下不打開(kāi)封口進(jìn)行回溫,回溫放置4 h以上才開(kāi)使用,使用前需攪拌3~5 min,過(guò)期的錫膏禁止使用。未開(kāi)封已回溫的錫膏在作業(yè)環(huán)境下放置超過(guò)24 h應(yīng)重新放回冷藏室存儲(chǔ),同一瓶錫膏的回溫次數(shù)不能超過(guò)2次。開(kāi)封后未用完錫膏,使用過(guò)程應(yīng)及時(shí)蓋上內(nèi)蓋并擰緊外蓋,開(kāi)封24 h后或表面有干結(jié)的錫膏不能再用,應(yīng)報(bào)廢處理。新鮮錫膏和用過(guò)(回收)的錫膏應(yīng)分開(kāi)存放,不放入同一個(gè)瓶子。印刷由錫膏PCB板1 h內(nèi)應(yīng)進(jìn)行器件貼裝4 h內(nèi)完成回流焊接。
(3)焊膏印刷:選擇不銹鋼材質(zhì)刮刀,采用無(wú)塵紙和無(wú)水乙醇將鋼網(wǎng)擦拭干凈,固定至絲印機(jī)上,將PCB板放入絲印機(jī),調(diào)整鋼網(wǎng)及PCB板位置,使鋼網(wǎng)漏孔于焊盤(pán)完全重合,將攪拌均勻的焊膏以“少量多次”原則放置于鋼網(wǎng)上,保持刮刀與鋼網(wǎng)間呈45°角,壓力適當(dāng),用刮刀將焊膏在鋼網(wǎng)上按同一方向刮,停留約3 s后輕輕抬起鋼網(wǎng)脫模。印刷10塊PCB后清洗干凈鋼網(wǎng)再重復(fù)印刷。
2.3 表面貼裝
(1)程序編制:根據(jù)元器件規(guī)格大小,將貼片類元器件安裝至不同規(guī)格飛達(dá),之后將飛達(dá)按照工位號(hào)安裝至BOREY-S24FV型貼片機(jī)。根據(jù)元器件高度,以先貼低后貼高的順序原則,分別完成正、反面貼裝程序的吸嘴號(hào)、料架號(hào)、旋轉(zhuǎn)角度、吸料高度、貼片高度等相關(guān)參數(shù)設(shè)置,其中正反面部分貼裝器件參數(shù)設(shè)置如表3~表4所示。

表3 某電路板反面自動(dòng)貼裝部分參數(shù)設(shè)置(BOREY-S24FV型貼片機(jī))

表4 某電路板正面自動(dòng)貼裝部分參數(shù)設(shè)置(BOREY-S24FV型貼片機(jī))
(2)程序測(cè)試:參數(shù)設(shè)置完畢后,以貼片機(jī)空運(yùn)行方式,檢查正反面貼裝程序的正確性及合理性,應(yīng)運(yùn)行連續(xù)無(wú)卡滯,經(jīng)測(cè)試合格的程序保存至貼片機(jī)中相應(yīng)程序編號(hào)內(nèi),并做好版本管理,每次重啟貼片機(jī)時(shí),調(diào)用已經(jīng)編號(hào)程序進(jìn)行測(cè)試。
2.4 回流焊
選擇T-962C型抽屜式回流爐中預(yù)置好Sn63/Pb37溫度曲線,將熱電偶采用耐高溫膠布粘貼至PCB電路板上,通過(guò)RX4000B型溫度記錄儀實(shí)時(shí)監(jiān)測(cè)溫度變化情況,為防止部分區(qū)域內(nèi)溫度過(guò)高導(dǎo)致?lián)p壞器件,確定如圖3所示電路板擺放區(qū)域。
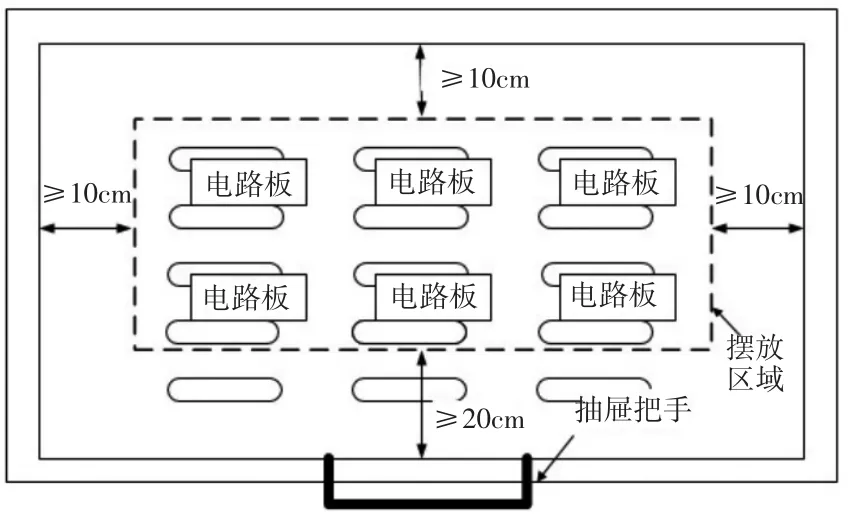
圖3 某電路板回流焊接擺放區(qū)域
2.5 正確性檢查
鑒于實(shí)際電裝能力,完成所有器件焊接后,除對(duì)器件類型、型號(hào)及極性進(jìn)行檢查外,經(jīng)識(shí)別重點(diǎn)對(duì)焊腳間距為0.5 mm的主控芯片PIC18F6520及焊腳間距為0.35 mm的CRN1608B4R型電阻排進(jìn)行過(guò)程控制,其在20倍高清視頻放大檢測(cè)系統(tǒng)下經(jīng)100%檢查,確保其焊點(diǎn)無(wú)橋接虛焊情況。
2.6 清洗烘干
焊裝完電路板用毛刷和無(wú)水乙醇對(duì)該電路板上各元器件進(jìn)行清洗,清洗三遍,每遍清洗都要更換無(wú)水乙醇,清洗完畢將電路板放置于烘箱內(nèi)按照50℃±5℃烘6 h,清洗烘干后電路板實(shí)物如圖4所示。
圖4 某電路板正反實(shí)物
3 結(jié)束語(yǔ)
電子裝聯(lián)工藝方案是否合理,直接影響器件焊裝質(zhì)量,某電路板采用上述工藝方案中各項(xiàng)工藝措施和方法,經(jīng)小批量生產(chǎn)工藝驗(yàn)證,焊裝后調(diào)試一次通過(guò)率為95%,為該電路板批量生產(chǎn)提供了工藝保障。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
- 裝備制造技術(shù)的其它文章
- 基于職業(yè)教育的行動(dòng)導(dǎo)向四步學(xué)習(xí)法研究與實(shí)踐
- 服務(wù)產(chǎn)業(yè)接軌國(guó)際賽,多維度推進(jìn)實(shí)訓(xùn)基地建設(shè)
——以廣西電力職業(yè)技術(shù)學(xué)院機(jī)電技術(shù)實(shí)訓(xùn)基地建設(shè)為例 - SIPOC模型在產(chǎn)品制造策劃的應(yīng)用
- 淺談構(gòu)建工廠級(jí)QIS系統(tǒng)四大框架
- SAP ERP在軌道交通裝備制造企業(yè)的應(yīng)用
- 基于PRO/E的防噴器殼體設(shè)計(jì)及靜力學(xué)分析