快速凝固技術(shù)制備的鋁-硅-銅釬料釬焊性能分析*
2018-07-11 06:53:08陳妙清蔡志紅張碧波蔡漫霞
銅業(yè)工程 2018年3期
陳妙清,蔡志紅,張碧波,蔡漫霞,陳 平
(廣東省焊接技術(shù)研究所(廣東省中烏研究院),廣東 廣州 510650)
1 引言
鋁及鋁合金的釬焊是近年來(lái)研究較多、發(fā)展較快的領(lǐng)域之一。目前,釬焊鋁合金使用最廣泛的釬料為Al-Si系釬料。該系釬料具有良好的潤(rùn)濕性、流動(dòng)性、釬焊接頭優(yōu)良的抗蝕性和可加工性[1]。近年來(lái) Al-Si系釬料中適當(dāng)添加 Cu、Zn、Mg、Ge、Ce、La等元素將液相線溫度從592℃降低到515℃[2],以滿(mǎn)足不同系列鋁材的不同釬焊溫度需求。傳統(tǒng)工藝制備的鋁-硅基釬料粉末,釬料組織粗大,成分偏析,釬料熔化過(guò)程中往往是低熔點(diǎn)的共晶部分先熔化,高熔點(diǎn)的含硅相后熔化,后熔化相阻礙先熔部分的鋪展,造成釬料對(duì)母材潤(rùn)濕性降低[3]。
為解決傳統(tǒng)制備鋁-硅基釬料粉末流動(dòng)性欠佳問(wèn)題,進(jìn)行工藝改進(jìn),在高頻熔煉時(shí)采用清潔熔煉技術(shù)有效減低鋁合金氧含量,采用快速凝固法冷卻釬料,達(dá)到降低釬料合金外表面氧含量、釬料顆粒尺寸降低及球形度提高、釬料顆粒內(nèi)組織均勻及成分偏析減少,降低釬料熔點(diǎn)提高釬料流動(dòng)性能的目的,從而實(shí)現(xiàn)提高釬料釬焊性能的目的。除滿(mǎn)足釬料的焊接需求外,為鋁基球形粉末用于膏狀焊料制作提供了一個(gè)很好的粉末制備方法。
2 實(shí)驗(yàn)部分
2.1 樣品的制備
試驗(yàn)鋁-硅釬料為AlSiCu 系合金,AL、Cu、Si原料分別采用99.70%wt鋁錠、99.95%wt電解銅、99.40%wt金屬硅。
熔煉采用2000kW高頻熔煉爐,。室溫時(shí)放入配比好的Al、Si、Cu原料,蓋上清潔熔煉保溫蓋并通入流速5L/min的氮?dú)猓?min后開(kāi)始升溫,升溫后氮?dú)饬魉僬{(diào)整為1L/min,達(dá)到720℃后保溫2.5h,利用高頻磁力攪拌使硅、銅在鋁液內(nèi)分布均勻。
快速凝固技術(shù)為采用高速氮?dú)饬黛F化法快速冷凝制備鋁-硅釬料粉末。
2.2 測(cè)試方法
采用TC600氧氮測(cè)定儀測(cè)定粉末氧含量。采用JSOL-5910掃描電子顯微鏡觀察粉末形貌。采用徠卡DMRIM倒置金相顯微鏡觀察粉末內(nèi)部金相組織。釬料潤(rùn)濕性試驗(yàn)按照GB /T11364-2008《釬料潤(rùn)濕性試驗(yàn)方法》進(jìn)行,鋪展試樣規(guī)格為40mm×40mm×3mm,釬料用量為0.2g,釬劑采用QJ201,試驗(yàn)溫度為510℃, 當(dāng)試板達(dá)到試驗(yàn)溫度之后,保溫50s取出,測(cè)試鋪展面積,其值取5次試驗(yàn)所測(cè)結(jié)果的平均值。釬焊接頭力學(xué)性能試驗(yàn)按照GB/T11363-2008《釬焊接頭強(qiáng)度試驗(yàn)方法》進(jìn)行,釬焊接頭形式選用對(duì)接接頭,對(duì)接試樣規(guī)格為60mm×25mm×3mm,釬焊方法采用火焰釬焊,為保證數(shù)據(jù)的準(zhǔn)確性,每一種釬料測(cè)試5個(gè)試樣,然后取平均值。
3 實(shí)驗(yàn)結(jié)果與討論
3.1 粉末的化學(xué)成分
采用TC600氧氮測(cè)定儀測(cè)定常規(guī)制備方法和本研究方法制備的釬料粉末化學(xué)成分,發(fā)現(xiàn)本研究方法較常規(guī)方法制備的鋁硅基釬料,氧含量降低64.2%,分析結(jié)果見(jiàn)表1。

表1 釬料化學(xué)成分
3.2 粉末的形貌
采用NNS450掃描電子顯微鏡觀察粉末形貌,發(fā)現(xiàn)本研究方法制備的釬料粉末球形度好于常規(guī)方法制備的粉末,粉末粒徑均勻,平均直徑為54.2μm。兩種粉末外觀形貌見(jiàn)圖1、圖2。

圖1 本研究方法制備的釬料粉末
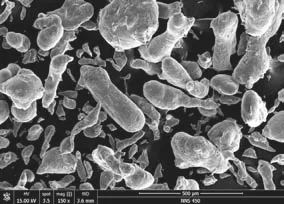
圖2 常規(guī)方法制備的釬料粉末
小而均勻的釬料粒度窄化釬料熔化溫度區(qū)間有助于降低釬料熔點(diǎn)和提升釬料鋪展性能。
3.3 金相分析
將兩種粉末鑲嵌研磨拋光浸蝕后觀察釬料顆粒橫截面,橫截面金相組織見(jiàn)圖3、圖4。
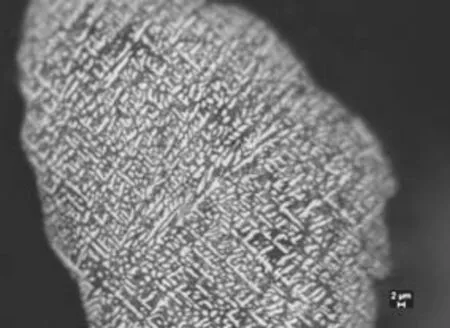
圖3 新方法制備的粉末金相組織圖

圖4 常規(guī)方法制備的粉末金相組織圖
本研究方法制備的釬料組織由白色部分的粒狀和樹(shù)枝狀分布初生a(Al)和深灰色點(diǎn)狀部分的Si相+Al-Si二元共晶+Al-Si-Cu三元共晶組織構(gòu)成,無(wú)論初生相還是共晶相均無(wú)針狀或?qū)悠瑺罱M織,顯示組織連續(xù)性較好;常規(guī)方法制備的釬料粉末由白色的初生a(Al)、灰色的初生針狀Si相、Al-Si共晶和Al-Si-Cu三元共晶組織構(gòu)成。本研究方法制備的釬料組織點(diǎn)狀分布的Si相避免了層片狀和針狀Si相組織對(duì)基體的割裂作用。釬料的微觀組織直接決定了釬焊后的接頭組織可以預(yù)計(jì)新方法制備的釬料粉末有更好的釬焊力學(xué)性能。
對(duì)比兩種方法制備的釬料金相組織,本研究方法制備的釬料晶粒分布在0.4~1.7μm之間,而常規(guī)方法制備的釬料晶粒在3.5~11.6μm,快速凝固的釬料合金晶粒尺寸比常規(guī)制備釬料合金降低一個(gè)數(shù)量級(jí)。釬料組織中界面數(shù)量更越多,界面原子數(shù)也更越多,界面處由于原子排列越不規(guī)則,使釬料活性更大。
MTakagi在1954年首先在實(shí)驗(yàn)中發(fā)現(xiàn)金屬熔點(diǎn)隨晶粒尺寸減小而降低[4],隨著晶體材料晶粒尺寸減小,材料的晶界面積增大,界面原子數(shù)也增多,這些界面原子近鄰配位不全,活性較大(為原子運(yùn)動(dòng)提供動(dòng)力),因此小尺寸晶粒熔化時(shí)聽(tīng)需增加的內(nèi)能小,所需熔化溫度小,即液相溫度降低[5]。可以預(yù)計(jì)本研究方法制備的釬料粉末熔點(diǎn)更低。
3.4 焊接性能
比較兩種方法制備的釬料粉末潤(rùn)濕性,結(jié)果見(jiàn)表2。
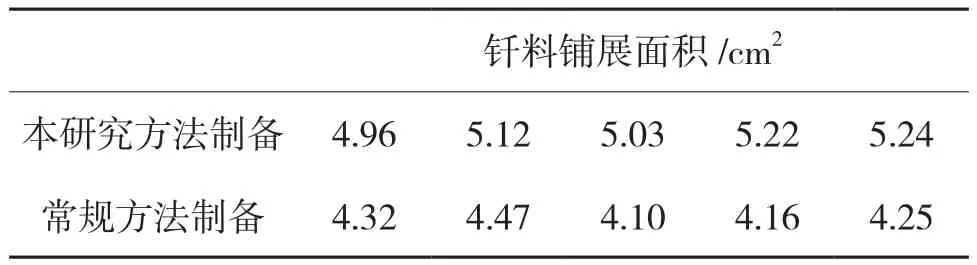
表2 兩種釬料粉末潤(rùn)濕性對(duì)比表
由實(shí)驗(yàn)可知,本研究方法制備的釬料粉末較常規(guī)方法制備的釬料粉末鋪展面積平均增加16.7 %。本研究方法制備的釬料粉末較常規(guī)方法制備的釬料粉末對(duì)鋁合金潤(rùn)濕性提高。這是由于本研究方法制備的釬料因快速冷卻凝固使釬料成分均勻,晶粒細(xì)小致使釬料熔化溫度區(qū)間收窄,容易實(shí)現(xiàn)釬料瞬時(shí)熔化的效果,使熔融釬料鋪展迅速,因而提升對(duì)鋁基體的潤(rùn)濕性。
3.5 焊接結(jié)合強(qiáng)度
用兩種方法制備的釬料粉末作為釬料制作對(duì)接接頭,測(cè)試其抗拉強(qiáng)度,檢驗(yàn)釬料的釬焊性能,結(jié)果見(jiàn)表3。

表3 兩種釬料制作的焊接接頭結(jié)合強(qiáng)度對(duì)比表
由實(shí)驗(yàn)可知,新方法制備的釬料粉末較常規(guī)方法制備的釬料粉末焊接接頭結(jié)合強(qiáng)度平均增加6.0%。可見(jiàn)本研究方法制備的釬料粉末較常規(guī)方法制備的釬料粉末焊接性能好。Si 是對(duì)焊接接頭強(qiáng)度影響最大的元素。釬料中的 Si 主要有三種存在形式,片狀、樹(shù)枝狀或球狀,通常Si 是呈片狀分布的,這種片狀組織對(duì)基體有割裂作用,不利于接頭的力學(xué)性能。這主要是由于本研究方法制備的釬料Si 相冷卻速度高,Si 相來(lái)不及長(zhǎng)大,在組織中呈點(diǎn)狀分布。使釬料漫流性能好鋪展面積大,在焊縫中不易堆積,使接頭組織同樣具有細(xì)膩組織,接頭力學(xué)性能明顯優(yōu)于傳統(tǒng)方法制備的同成分釬料[6]。
4 結(jié)論
(1)采用快速凝固法制備的鋁-硅基釬料粉末,粉末顆粒均勻、內(nèi)部組織細(xì)小均勻,Si相為點(diǎn)狀分布。
(2)快速凝固法制備的鋁-硅基釬料粉末較常規(guī)制備的釬料粉末對(duì)鋁基潤(rùn)濕性提高16.7%。
(3)快速凝固法制備的鋁-硅基釬料粉末較常規(guī)制備的釬料粉末焊接接頭強(qiáng)度提高6.0%。
猜你喜歡
體育科技文獻(xiàn)通報(bào)(2022年3期)2022-05-23 13:46:54
天津外國(guó)語(yǔ)大學(xué)學(xué)報(bào)(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
兒童故事畫(huà)報(bào)(2019年5期)2019-05-26 14:26:14
民用飛機(jī)設(shè)計(jì)與研究(2019年4期)2019-05-21 07:21:24
汽車(chē)工程學(xué)報(bào)(2017年2期)2017-07-05 08:13:02
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12