三次樣條曲線(xiàn)插補(bǔ)改進(jìn)算法
2018-07-10 01:00:08朱寧
通信電源技術(shù) 2018年4期
關(guān)鍵詞:方向
朱 寧
(徐州機(jī)電技師學(xué)院,江蘇 徐州 221000)
0 引 言
三次樣條曲線(xiàn)是在生產(chǎn)實(shí)踐中產(chǎn)生和發(fā)展起來(lái)的。在CAD/CAM技術(shù)還沒(méi)有得到廣泛應(yīng)用時(shí),技術(shù)人員繪制飛機(jī)、船舶和汽車(chē)上的復(fù)雜輪廓曲線(xiàn)都是借助于樣條通過(guò)手工來(lái)完成[1]。繪制樣條曲線(xiàn)時(shí),先選定好支點(diǎn)位置,然后在另一端放上重物或壓鐵使其作自由彈性彎曲,獲得的曲線(xiàn)即所需要的樣條曲線(xiàn)。
1 三次樣條曲線(xiàn)函數(shù)的一般插補(bǔ)算法
1.1 三次樣條曲線(xiàn)函數(shù)的一般定義
已知n個(gè)點(diǎn)P1(x1,y1),P2(x2,y2),…,Pn(xn,yn),且x1<x2…<xn,若函數(shù)S(x)滿(mǎn)足條件:
(1)曲線(xiàn)通過(guò)所有的型值點(diǎn),即S(xi)=yi(i=1,2,…n);
(2)S(x)在[xi,xn]區(qū)間上有連續(xù)的一階和二階導(dǎo)數(shù);
(3)S(x)在每一個(gè)子區(qū)間[xi,xi+1]上都是三次多項(xiàng)式,即每一個(gè)子區(qū)間內(nèi)有Si(x)=Ai+Bi(x-xi)+Ci(xxi)2+Di(x-xi)3,(i=1,2,…n-1)。
則稱(chēng)S(x)為[xi,xn]上以xi(i=1,2,…n)為結(jié)點(diǎn)的三次樣條函數(shù)。
1.2 三次樣條曲線(xiàn)的常見(jiàn)插補(bǔ)運(yùn)算
令t為弦長(zhǎng)參數(shù),x=x(t),y=y(t)。可以看出:對(duì)應(yīng)于n個(gè)型值點(diǎn)(xi,yi)(i=1,2,…n)有n個(gè)弦長(zhǎng)參數(shù)ti(i=1,2,…n),如圖1所示。
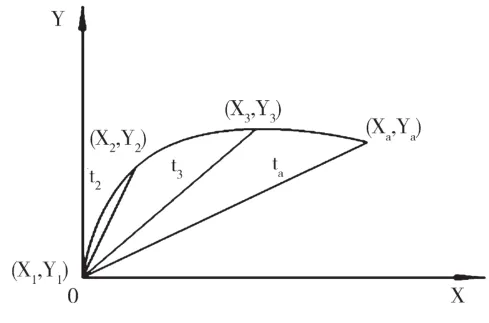
圖1 弦長(zhǎng)參數(shù)示意圖
令t1=0,t2=[(x2-x1)2+(y2-y1)2]1/2,…,tn=[(xn-x1)2+(yn-y1)2]1/2。選擇嚴(yán)格單調(diào)的t1,t2,t3,…tn,構(gòu)成t1<t2…<tn序列。以弦長(zhǎng)作為參數(shù),大部分加工曲線(xiàn)可以滿(mǎn)足這個(gè)條件。對(duì)于有特殊曲線(xiàn)的工件,以采用分段的方法滿(mǎn)足弦長(zhǎng)遞增的條件,然后分段進(jìn)行插補(bǔ)。可以證明:在[ti,ti+1](i=1,2,…n-1)條函數(shù)能量極小性,但仍有連續(xù)的一階和二階導(dǎo)數(shù)。
在 區(qū) 間 [ti,ti+1](i=1,2,…n-1)內(nèi),(xk,yk),(xk+1,yk+1)為相靠近的插補(bǔ)點(diǎn),tk、tk+1為這些點(diǎn)對(duì)應(yīng)的弦長(zhǎng)參數(shù),如圖2所示。
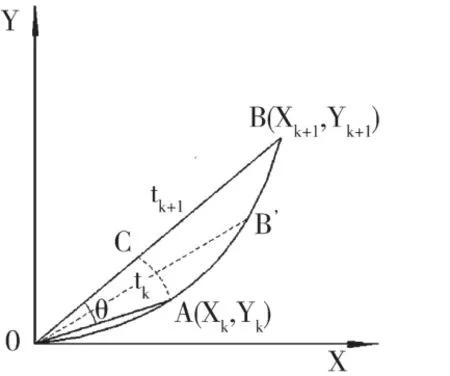
圖2 弦長(zhǎng)增量示意圖
為了提高加工精度,采樣周期要很小,這樣在每個(gè)插補(bǔ)周期內(nèi)的加工進(jìn)給量也很小。在加工進(jìn)給時(shí),可以用弦長(zhǎng)AB近似的代替弧長(zhǎng)AB,有|AB|=λT。如果用O作為圓心,|OA|作為圓的半徑畫(huà)圓,與OB相交于C點(diǎn),|BC|作為插補(bǔ)弦長(zhǎng)增量Δt。
由余弦定理得:

很顯然,|AB|>|CB|。但是,因?yàn)閨AB|非常小,θ也非常小,同時(shí)實(shí)際加工中給出的區(qū)間段也非常小,所以|AB|與|CB|相差也非常小。若選擇弦長(zhǎng)增量Δt=|AB|=λT,即tk+1=tk+λT,則實(shí)際插補(bǔ)弦進(jìn)給為|AB'|。因樣條曲線(xiàn)的連續(xù),B′仍在插補(bǔ)輪廓曲線(xiàn)上。因?yàn)閨AB|與|CB|相差很小,所以|AB|與|AB'|相差也很小。因此,將弦長(zhǎng)增量Δt選作恒定值λT,完全可以保證恒定的切削進(jìn)給速度。
2 改進(jìn)后的三次樣條曲線(xiàn)插補(bǔ)方法
目前,世界上發(fā)達(dá)國(guó)家的數(shù)控技術(shù)發(fā)展較快,我們國(guó)家與之相比還相距較遠(yuǎn)。雖然某些公司花巨資進(jìn)口一些比較先進(jìn)的數(shù)控設(shè)備,但是因?yàn)楣と说牟僮魉健⑸a(chǎn)零件的性?xún)r(jià)比等因素的制約,很多廠家仍然使用經(jīng)濟(jì)型數(shù)控機(jī)床,而這些機(jī)床基本是由步進(jìn)電機(jī)驅(qū)動(dòng)的。在步進(jìn)電機(jī)驅(qū)動(dòng)的數(shù)控系統(tǒng)中,逐點(diǎn)比較法簡(jiǎn)單、快速,應(yīng)用比較普遍。本文提出的最小偏差法是在逐點(diǎn)比較法的基礎(chǔ)上發(fā)展起來(lái)的。
加工前先采集到初始變量,借助計(jì)算機(jī)運(yùn)算能力強(qiáng)的優(yōu)勢(shì),由初始數(shù)值通過(guò)曲線(xiàn)的數(shù)學(xué)公式,把加工點(diǎn)的位置坐標(biāo)算出,并判斷該點(diǎn)在小正方形中的位置,選擇較優(yōu)的進(jìn)給方向,發(fā)出脈沖指令驅(qū)動(dòng)各坐標(biāo)軸運(yùn)動(dòng),這就是最小偏差法的原理,而這些任務(wù)基本是由軟件來(lái)執(zhí)行。加工程序是通過(guò)計(jì)算機(jī)與機(jī)床之間的接口直接傳輸?shù)模缓筠D(zhuǎn)換成脈沖指令。機(jī)床接收到指令后,按指令在步進(jìn)電機(jī)的驅(qū)動(dòng)下做相應(yīng)的運(yùn)動(dòng),以加工工件。
2.1 直線(xiàn)最小偏差法的插補(bǔ)
平面上,以直線(xiàn)AB(y=2x/3)為例。假設(shè)AB在第一象限,在[0,3]區(qū)間內(nèi),把直線(xiàn)AB所在的區(qū)域劃分為6個(gè)相等的小正方形,用小正方形的邊長(zhǎng)表示一個(gè)脈沖大小[2]。由圖3可以直觀看出,利用最小偏差法進(jìn)行直線(xiàn)插補(bǔ)時(shí),正方形邊長(zhǎng)越小,即每一個(gè)脈沖距離越小,插補(bǔ)的精度越高。
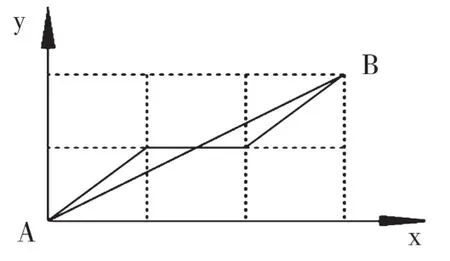
圖3 最小偏差法直線(xiàn)插補(bǔ)軌跡
對(duì)于脈沖進(jìn)給方向的判斷,以直線(xiàn)在第I象限內(nèi)為例,如表1所示。
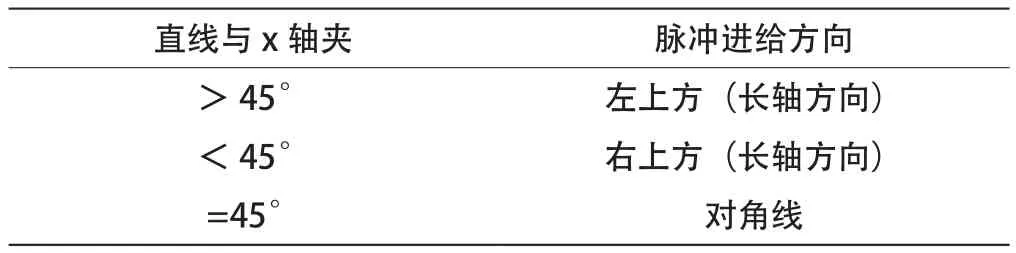
表1 直線(xiàn)脈沖進(jìn)給方向判斷
當(dāng)對(duì)三維直線(xiàn)進(jìn)行插補(bǔ)時(shí),也可以用二維直線(xiàn)的插補(bǔ)道理,先把三維直線(xiàn)投影到平面上分別進(jìn)行插補(bǔ)運(yùn)算,而脈沖進(jìn)給方向同樣也沿著長(zhǎng)軸的方向。
2.2 圓弧最小偏差法的插補(bǔ)
圓弧與直線(xiàn)相比,用最小偏差法插補(bǔ)要復(fù)雜。直線(xiàn)可以在一個(gè)象限里處理,而圓弧有時(shí)要跨越若干個(gè)象限,偏差函數(shù)和最長(zhǎng)軸都隨著象限的變化而變化。因此,在圓弧插補(bǔ)過(guò)程中,每次改變象限時(shí)都要重新計(jì)算偏差,而不能使用上一步的偏差值[3]。以x2/92+y2/92=1逆半圓為例,其中y∈[0,9],得到的插補(bǔ)軌跡如圖4所示。

圖4 最小偏差法圓弧插補(bǔ)軌跡
可以通過(guò)改變每個(gè)脈沖距離來(lái)改善圓弧的插補(bǔ)精度,其脈沖進(jìn)給方向的判斷由表2所示。
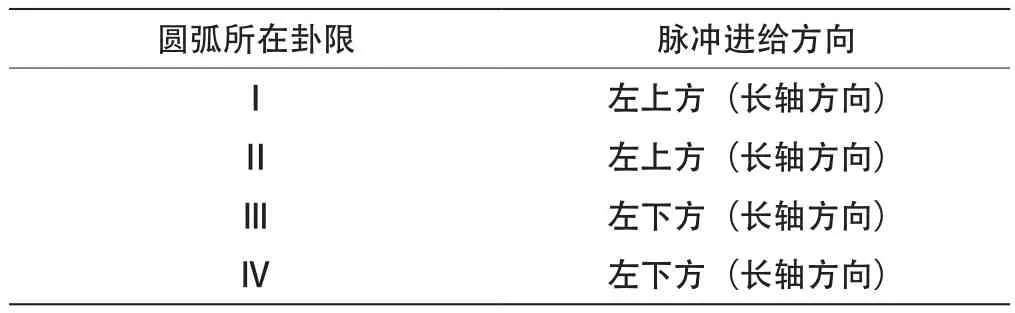
表2 圓弧脈沖進(jìn)給方向判斷
2.3 樣條曲線(xiàn)最小偏差法的插補(bǔ)
圖5中,每一次脈沖后移動(dòng)的距離用正方形的邊長(zhǎng)L表示,這里取L>0。設(shè)當(dāng)前加工點(diǎn)為L(zhǎng)i,可以得到另外三個(gè)正方形的邊界點(diǎn):La(xi,yi+1)、Lb(xi+1,yi)和Li+1(xi+1,yi+1),其中xi+1=xi+L,yi+1=yi+L。如直線(xiàn)和圓弧插補(bǔ)所述的一樣,只有每一個(gè)脈沖都取得很小,才能使生產(chǎn)出來(lái)的零件滿(mǎn)足加工精度要求。因此,需要把正方形的邊長(zhǎng)設(shè)定得很小。由此可以得到:被加工的零件輪廓線(xiàn)與對(duì)面兩邊LaLi+1或者LbLi+1必然相交,且每一點(diǎn)的方向都不一樣,用Lm(xm,ym)表示。

圖5 最小偏差正方形
由以上的論述,得到兩種結(jié)果。
第一,假設(shè)點(diǎn)Lm在LaLi+1邊上,下一進(jìn)給脈沖傳送過(guò)來(lái)時(shí),進(jìn)給方向用數(shù)學(xué)方法進(jìn)行判別。假如是|xm-xi|>L/2,脈沖在x軸和y軸方向上都輸出,接下來(lái)一個(gè)最小偏差正方形的開(kāi)始點(diǎn)就是點(diǎn)Li+1;否則當(dāng)|xm-xi|<L/2時(shí),輸出脈沖信號(hào),電機(jī)驅(qū)動(dòng)y軸運(yùn)動(dòng),接下來(lái)一個(gè)最小偏差正方形的開(kāi)始點(diǎn)就是點(diǎn)La。很明顯,在這兩種情況下,下一個(gè)脈沖進(jìn)給方向分別向右或向左。
第二,假設(shè)Lm點(diǎn)在邊LbLi+1上。假如|ym-yi|>L/2,脈沖在x軸和y軸方向上都輸出,接下來(lái)一個(gè)最小偏差正方形的開(kāi)始點(diǎn)就是點(diǎn)Li+1;否則當(dāng)|ym-yi|<L/2,輸出脈沖信號(hào),電機(jī)驅(qū)動(dòng)x軸運(yùn)動(dòng),接下來(lái)一個(gè)最小偏差正方形的開(kāi)始點(diǎn)就是點(diǎn)Lb。很明顯,在這兩種情況下,下一個(gè)脈沖進(jìn)給方向分別向上或向下。
另外,還有一種需要考慮的情況,是當(dāng)點(diǎn)Lm與點(diǎn)Li重合時(shí)。因不論是什么條件,在這種情況下,一定是x軸和y軸都輸出脈沖,所以就把它歸入第一種條件。
3 結(jié) 論
本文主要介紹了樣條曲線(xiàn)的插補(bǔ)技術(shù)并對(duì)其進(jìn)行改進(jìn)。已經(jīng)使用的樣條曲線(xiàn)插補(bǔ)算法存在加工速度慢、誤差高、難于控制等問(wèn)題。改進(jìn)后的算法以低檔數(shù)控機(jī)床為基礎(chǔ),運(yùn)用最小偏差正方形判斷該點(diǎn)在小正方形中的位置來(lái)選擇較優(yōu)的進(jìn)給方向,然后發(fā)出脈沖指令驅(qū)動(dòng)各坐標(biāo)軸運(yùn)動(dòng)。這些任務(wù)基本是由軟件來(lái)執(zhí)行的,而加工程序是通過(guò)計(jì)算機(jī)與機(jī)床之間的接口直接傳輸,然后轉(zhuǎn)換成脈沖指令。機(jī)床接收到指令后,按指令在步進(jìn)電機(jī)的驅(qū)動(dòng)下做相應(yīng)運(yùn)動(dòng)來(lái)加工工件,從而在較小成本下,加工出較高精度的工件。
[1] 呂紅亞.樣條曲線(xiàn)插補(bǔ)速度規(guī)劃算法的研究[J].機(jī)械與電子,2010,(4):3-6.
[2] 商允舜.CNC數(shù)控系統(tǒng)加減速控制方法研究與實(shí)現(xiàn)[D].杭州:浙江大學(xué),2006.
[3] 馬 駿,宋穎慧,趙萬(wàn)生.非圓曲線(xiàn)數(shù)控插補(bǔ)的直接刀具半徑補(bǔ)償算法[J].電加工與模具,1995,(5):13-16.
猜你喜歡
計(jì)算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂(lè)天地(音樂(lè)創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級(jí))(2021年3期)2021-04-13 01:01:58
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(jí)(2017年11期)2017-11-29 01:35:50