拖拉機發動機缸體修復技術研究—基于激光熔覆技術
2018-07-10 11:39:40徐文靜
農機化研究 2018年8期
關鍵詞:發動機
鄭 旭,徐文靜
(洛陽職業技術學院,河南 洛陽 471003)
0 引言
隨著農機化的快速發展,重型大馬力拖拉機在農村的保有量逐年增加,而拖拉機的維修也出現了不少問題。現在的修理廠只是簡單地拆裝與換件,類似發動機缸體磨損等問題無力解決,對重型拖拉機發動機的使用造成了很大的困擾。激光熔覆是目前廣泛使用的用于難修復金屬表面的高新技術,可以對復雜表面實現高精度的修復,且熱區對零部件整體的影響小,修復部位的可靠性好,通過數控技術還可以使激光熔覆技術操作更加簡單。如果將其引入到拖拉機發動機的缸體修復技術上,會大大提高修復效率和修復質量,有利于發動機缸體修復技術的發展和提高。
1 激光熔覆修復系統和工藝過程
激光熔覆技術比激光焊接技術在修復方面具有更好的優越性,目前已經被廣泛使用在各種金屬設備的制備、修復及表面強化上,取得了非常好的效果。激光熔覆修復技術的作業方式主要有兩種:一是采用預置供料的方法,將進行激光熔覆的材料先涂在待修復的部位;二是采用送粉供料的方法,將熔覆材料直接融化后噴涂。本次研究采用的是第2種方法,其整個系統的框架結構如圖1所示。
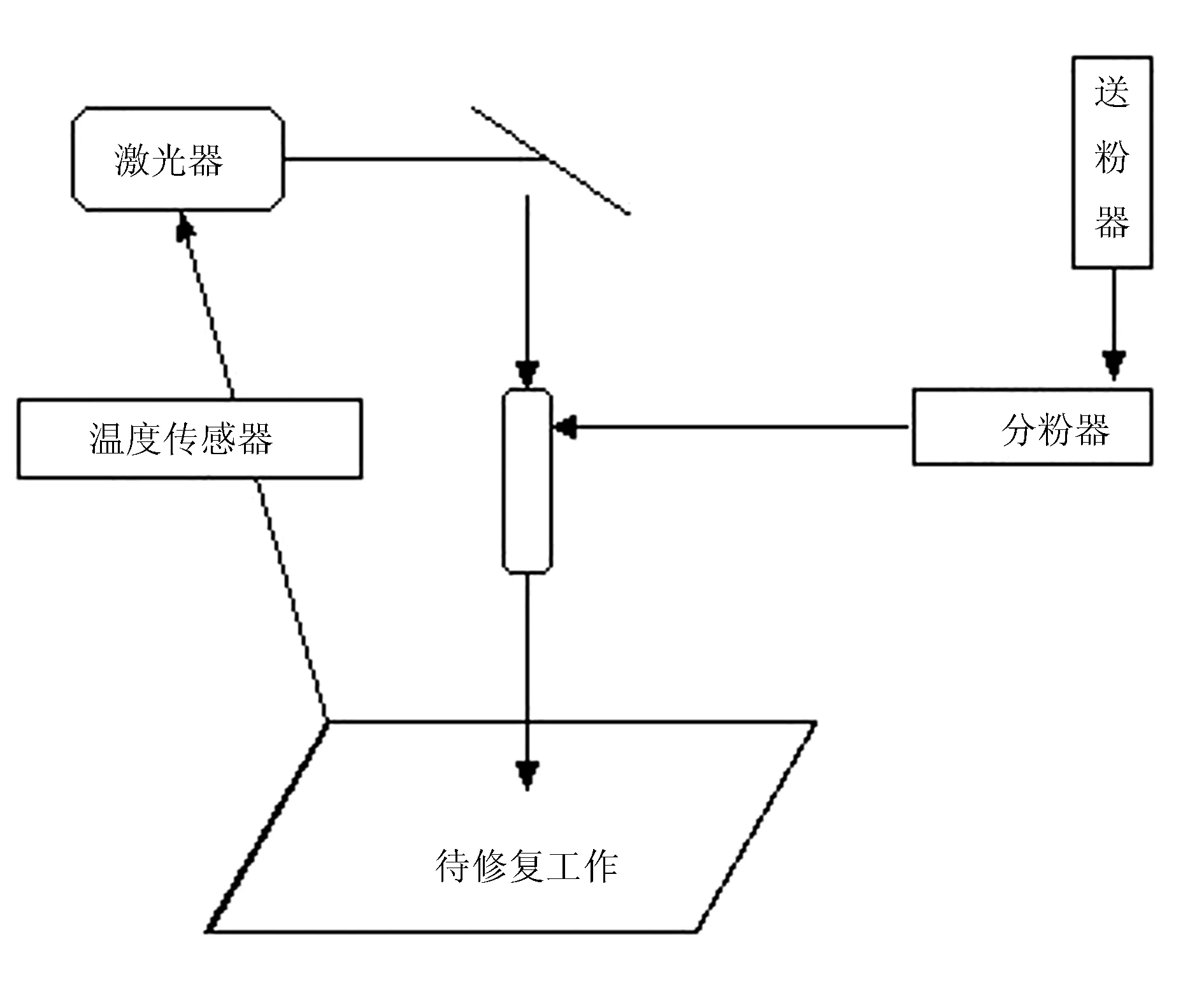
圖1 激光熔覆修復系統設計框架
激光熔覆修復系統主要由5部分組成,包括送粉裝置、分粉裝置、溫度傳感器、激光器和激光工作頭。當激光器產生的激光通過工作頭作用在待修復部位時,金屬材料粉末迅速融化和冷卻,從而快速填充了凹陷部位。整個作業過程通過工作臺控制,工作臺上具有數控裝置,可以實現自動化操作,從而保證了作業的效率和精度。
拖拉機發動機缸體激光熔覆修復工藝流程如圖2所示。圖2中,采用激光熔覆修復技術對發動機缸體進行修復時,首先需要對缸體進行無損監測,然后將損壞部位進行表面清潔,再規劃激光熔覆修復的工作頭動作路徑,最后進行激光熔覆。激光熔覆初步完成后需要對表面進行修正,使表面層恢復,最后通過質量檢測驗證激光修復的效果。
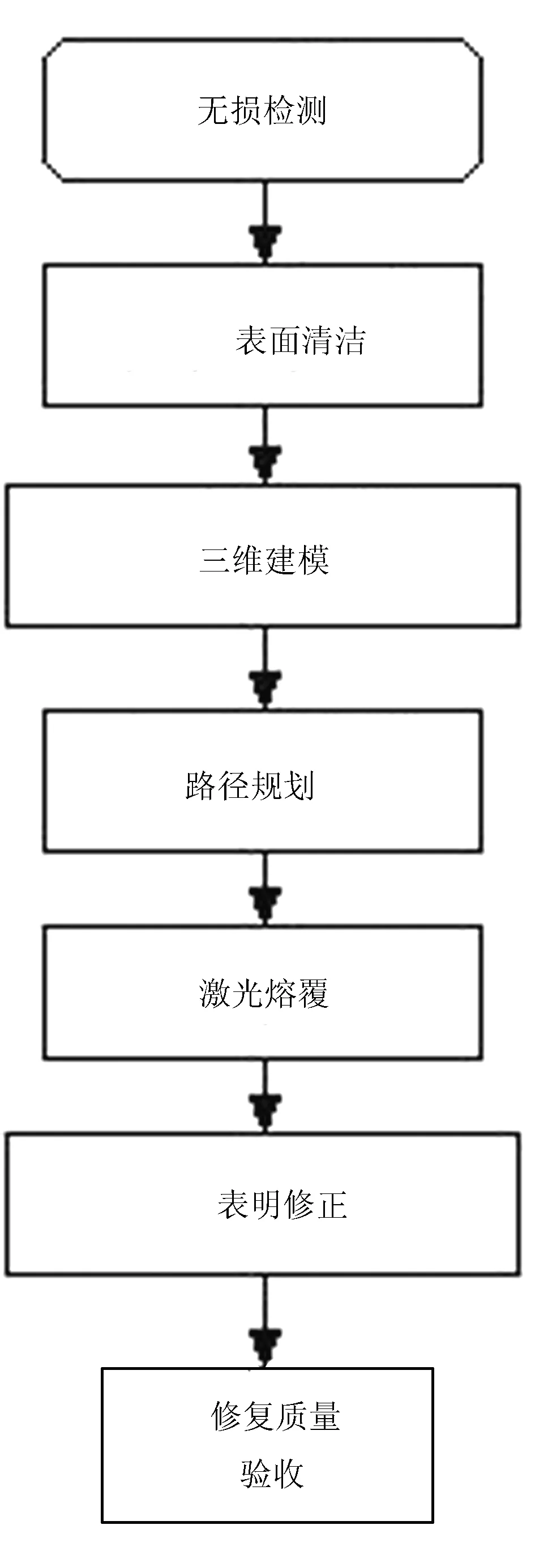
圖2 拖拉機發動機缸體激光熔覆修復工藝流程
2 零件缺失部模型重建和激光熔覆路徑規劃
對于激光熔覆部位的路徑規劃,首先需要對原始模型和破損的模型進行建模。通過布爾操作將原始模型中刪掉破損后的模型,便可以得到待修復部位的模型,其原理如圖3所示。
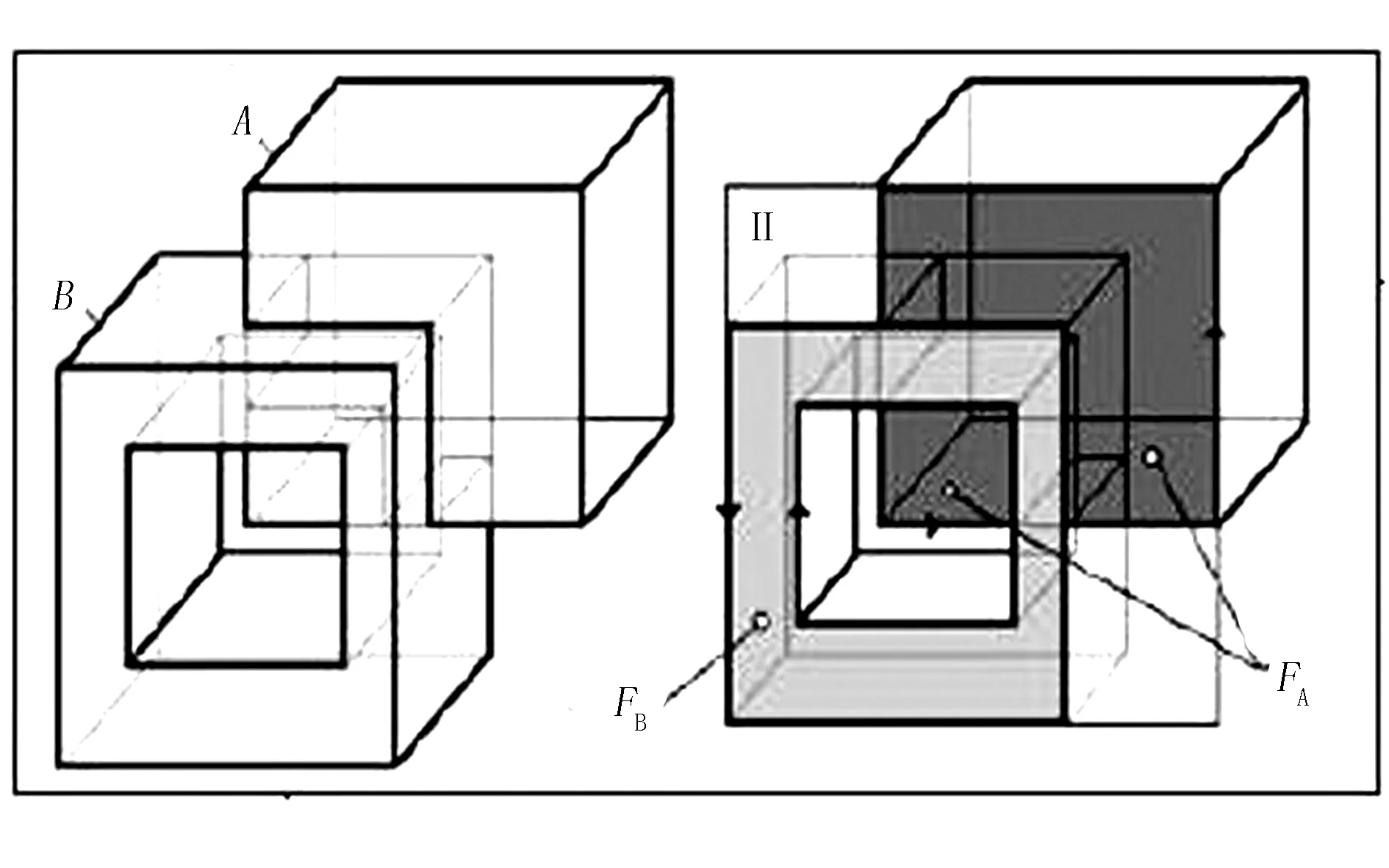
圖3 缺失部分模型建模原理
在缺失部分求解時,首先需要對原始部件和破損后部件進行布爾減法操作,操作后的模型將面進行規劃,路徑規劃過程主要是對掃描線和輪廓折線交點的求解。折線和掃描線相交一般分為兩種情況:一是折線和掃描線垂直,二是折線和掃描線相交但是不垂直。交點求解原理圖如圖4所示。
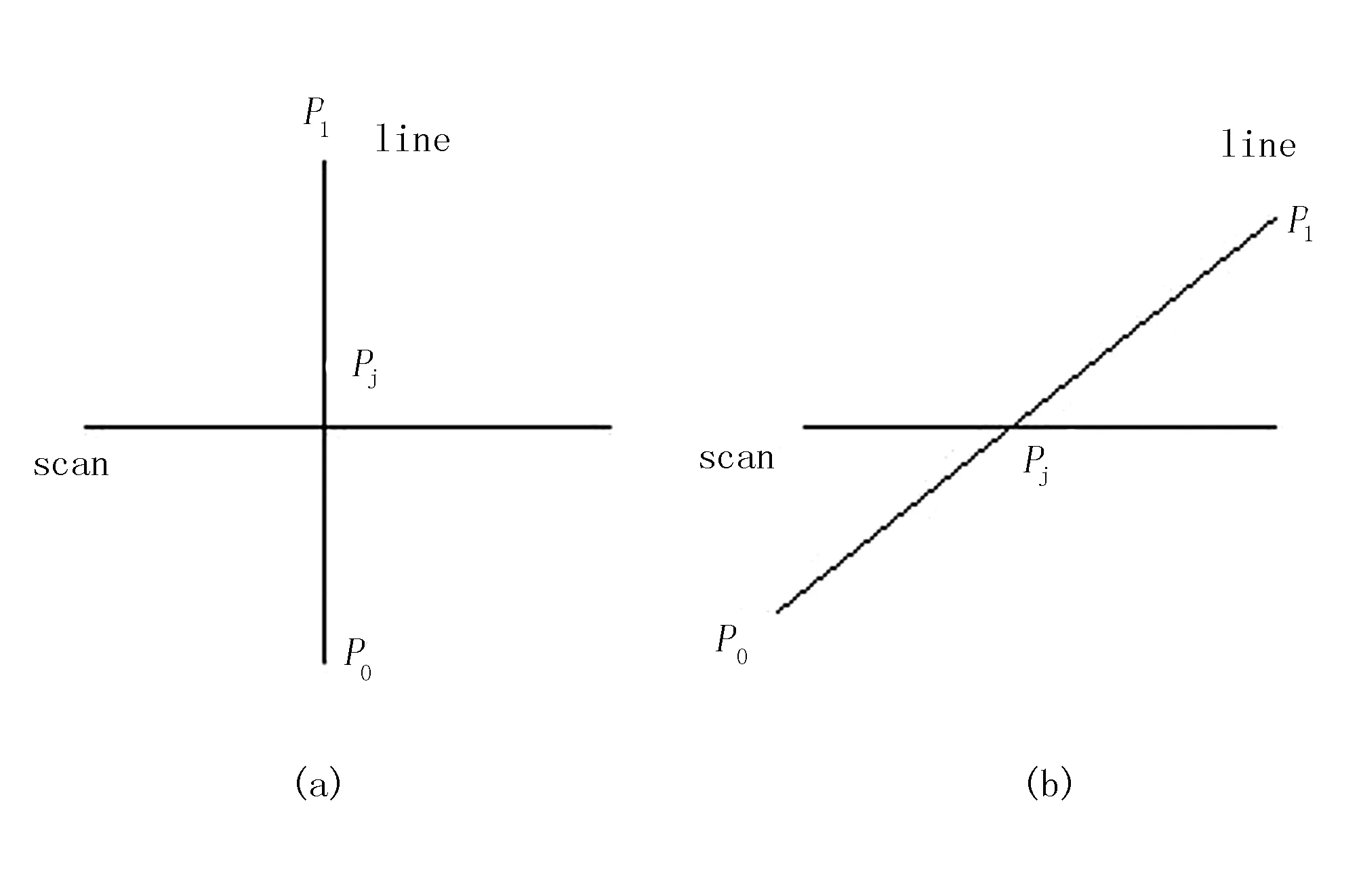
圖4 交點求解原理圖
如果掃描線和折線段是垂直的(見圖4(a)),則
(1)
假設掃描線和折線段的交點是Pj的x和y坐標,則可以求出掃描線和折線段的交點。如果掃描線和折線段存在交點但不垂直(見圖4(b)),則其交點為
(2)
求出交點后,可以將路徑掃描分為兩步:第1步是將掃描點和路徑輪廓線的交點求出來;第2步是將求出的交點進行分組,分組是按照y坐標來分組的,將y坐標相同的交點作為一組。分組步驟為:
1)初始化i,將i值置為0;
2)將掃描線的條數scan_num+1和i值進行比較,如果掃描線條數大于i值,則可以進行下一步;如果小于該值,則計算終止;
3)將計算變量scan_y=m_scan[i].scan_y+ num引入到計算過程中,將y坐標值賦值給scan_y;
4)繼續初始化j,將j值置為0;
5)判斷j和n的大小,如圖j比n大,則進行下一步,如果比n小,則返回到初始步驟;
6)運用CalScanPoint函數對掃描線和折線段的交點進行求解,然后將PointP數據存到屬性中,J++轉入步驟5);
7)i++,轉入步驟2)。
通過以上步驟,可以得到拖拉機發動機激光熔覆修復的基本規劃路徑,然后根據路徑進行數控編程后,可以實現激光熔覆的自動化操作。
3 拖拉機發動機缸體修復技術實驗
為了驗證激光熔覆技術對拖拉機發動機缸體修復的可行性,以某款重型拖來機的發動機缸體修復為例,對該技術的可行性進行實驗。重型拖拉機的作業負載較大,其作業情節如圖5所示。

圖5 重型拖拉機作業場景
重型拖來機作業的環境一般比較惡劣,發動機長期處于大功率作業狀態,發動機積碳較多,對發動機缸體的傷害也比較大。
存在發動機故障的拼接機如圖6所示。將發動機進行拆解,實驗區域配備了激光熔覆裝置,可以直接進行激光熔覆修復操作。首先將需要修復的部位進行編號,如圖7所示。

圖6 發動機故障拖拉機
圖7中,缸體損壞的部位主要是兩處,編號分別為修復1和修復2。以一處損壞嚴重的地方為例,對激光熔覆修復的效果進行驗證。
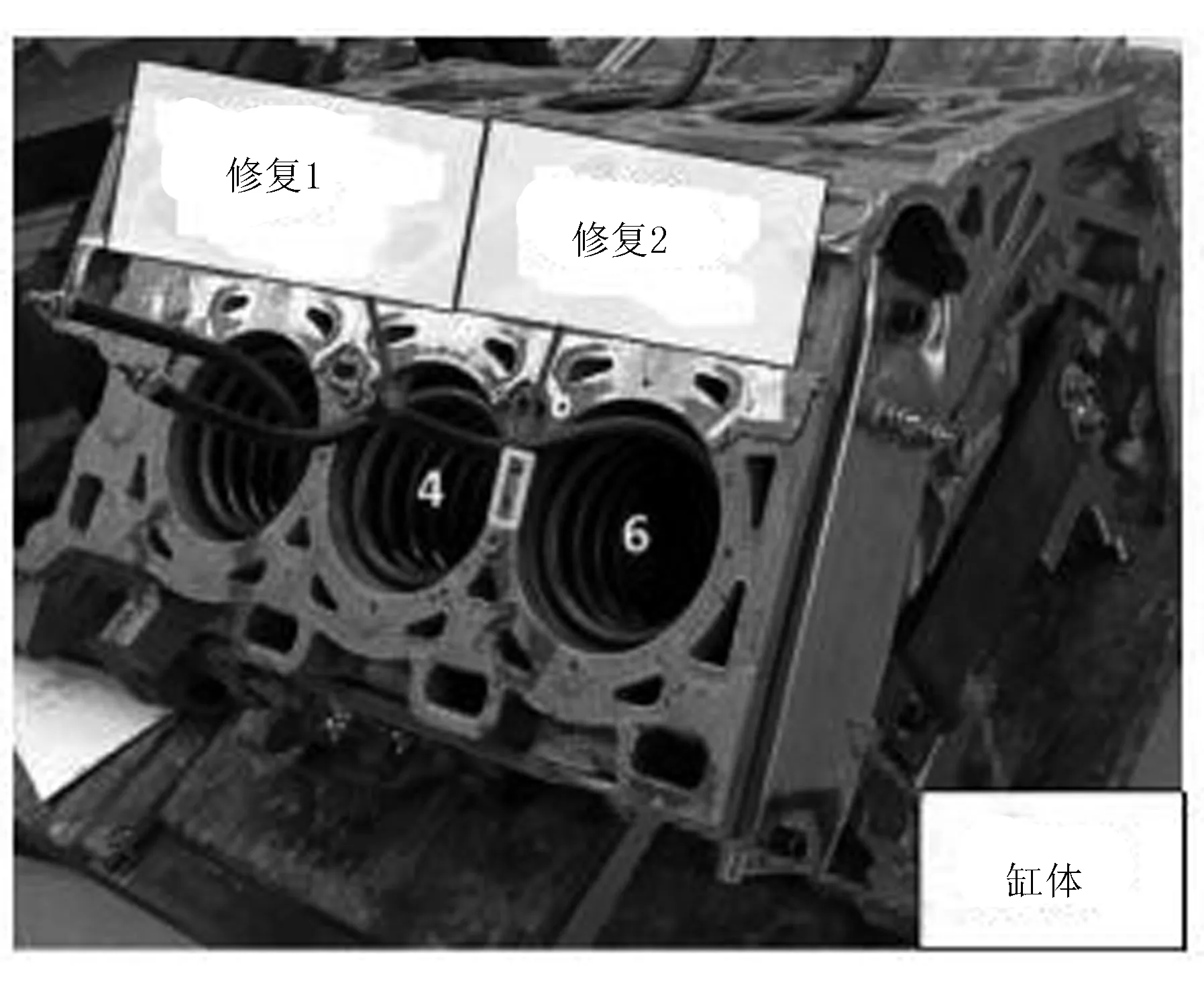
圖7 故障發動機缸體
圖8為發動機修復之前的凹陷部分。通過測量發現:該裂紋部分的最大長度為8.5mm,最大寬度為7.8mm,最大深度為1.5mm。通過激光熔覆修復后,得到了如圖9所示的效果圖。
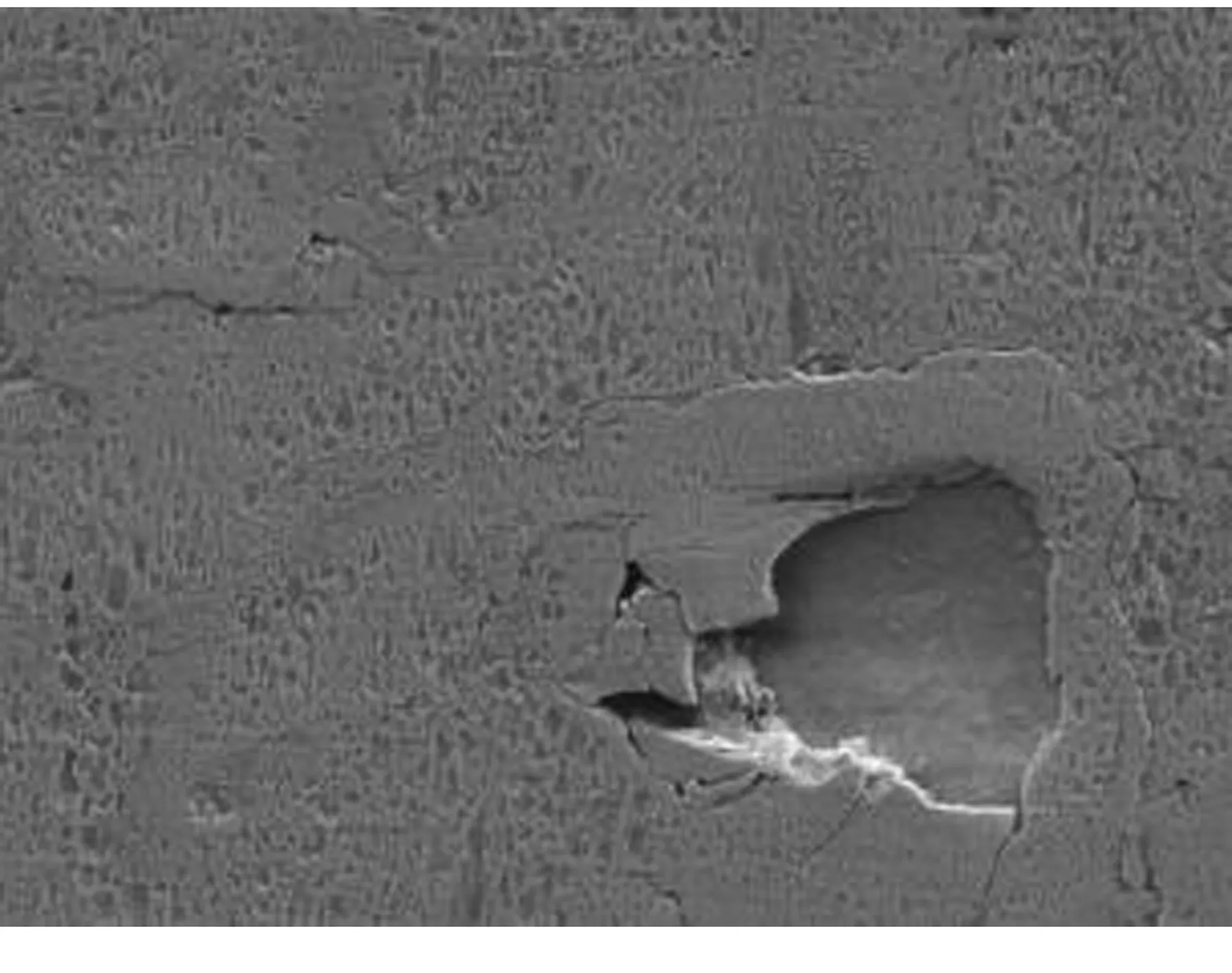
圖8 發動機缸體修復前

圖9 發動機缸體修復后
由圖9可以看出:對凹陷部位進行修復之后,其樣貌和其他未發生損壞的樣貌一致,從而驗證了激光熔覆修復技術的可行性。對修復部位和未破損部位的硬度進行了測試,得到了如表1所示的結果。
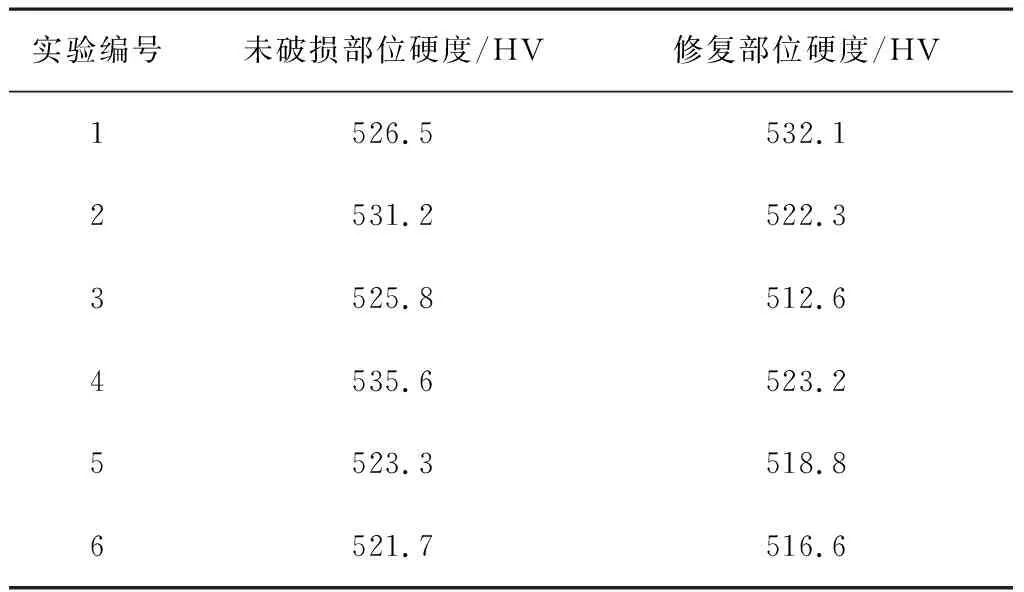
表1 修復和未修復部位硬度測試結果
為了進一步研究激光熔覆修復技術對發動機缸體修復的可靠性,對未破損部位和修復部位進行了測試,結果表明:未破損部位和修復部位的硬度吻合程度較高,從而驗證了該方法的可靠性。
4 結論
為了解決拖拉機發動機缸體修復技術的難題,提出了一種基于激光熔覆技術的缸體修復技術,并對其可行性和修復效果進行了實驗研究。采用三維模型布爾操作和掃描輪廓技術建立了缺失部件的模型,利用分層切片處理與截面輪廓線填充進行了熔覆的路徑規劃,將路徑使用數控編程,實現了修復的自動化作業。采用激光熔覆修復技術平臺對一款重型發動機的缸體進行了修復實驗,結果表明:激光熔覆修復后的表面和未破損部位基本一致,且力學性能也符合機械作業的需求,對于拖拉機發動機缸體修復技術的研究具有重要的參考價值。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
