手機(jī)面殼塑膠模具型腔零件的高速加工編程
2019-06-22 02:01:12劉洪偉
時(shí)代農(nóng)機(jī) 2019年4期
劉洪偉
(深圳市冠旭電子股份有限公司,廣東 深圳518000)
塑膠模具零件由于外形復(fù)雜且精度要求較高,廣泛采用數(shù)控加工技術(shù)。科技的進(jìn)步,使得加工設(shè)備和加工技術(shù)也有了極大的發(fā)展。隨著高速數(shù)控銑床和高速加工中心等設(shè)備的發(fā)展進(jìn)步,模具零件運(yùn)用高速加工技術(shù)己成為了一個(gè)緊迫的課題。高速數(shù)控銑床和高速加工中心的主軸轉(zhuǎn)速和進(jìn)給速度高,應(yīng)用于模具生產(chǎn)中將會(huì)提高生產(chǎn)效率,提高模具的加工精度和表面質(zhì)量,但是高速數(shù)控銑床和高速加工中心有其自身的使用特點(diǎn),這就要求我們?cè)谑褂脮r(shí)轉(zhuǎn)變已有的思維方式及工作方法,最大限度地發(fā)揮先進(jìn)設(shè)備的作用。
1 問(wèn)題的提出
現(xiàn)在有一套手機(jī)面殼塑膠模具,交貨期非常短,要求在十二天內(nèi)第一次試模。圖1為手機(jī)面殼塑膠模具的型腔零件示意圖,此型腔零件外形尺寸為198×108×40.5,材料為NAK80鋼,預(yù)硬HRC38~42,型腔表面要求粗糙度為Ra0.4。此型腔零件形狀結(jié)構(gòu)較復(fù)雜,存在大量R0.5的小凹圓角,且材料為NAK80鋼材,硬度較大。如此小圓角的結(jié)構(gòu)如果用機(jī)加工方法加工需要應(yīng)用R0.5的球刀才可以完成。普通數(shù)控銑床加工時(shí)主軸轉(zhuǎn)速低、刀具切削力大,而R0.5的球刀相對(duì)來(lái)說(shuō)比較脆弱,容易斷刀,因而難以完成此零件的加工。按傳統(tǒng)的加工工藝,如此小圓角結(jié)構(gòu)的零件用普通數(shù)控銑床加工無(wú)法完成時(shí),需進(jìn)行銑削—電火花—拋光的工藝過(guò)程,因?yàn)殡娀鸹庸な莻€(gè)很慢的過(guò)程,耗時(shí)長(zhǎng),還需要額外的步驟去制作電極,而且,放電以后模具表面的火花紋需要大量時(shí)間拋光去除。累計(jì)起來(lái)時(shí)間上無(wú)法滿足模具交貨期限。
2 手機(jī)面殼塑膠模具型腔零件的加工策略與數(shù)控編程
此手機(jī)面殼塑膠模具的型腔零件的技術(shù)要求為:型腔零件材料為NAK80鋼,預(yù)硬HRC38~42,型腔表面粗糙度為Ra0.4。通過(guò)對(duì)零件結(jié)構(gòu)分析可知,為達(dá)到此手機(jī)面殼塑膠模具的型腔零件的技術(shù)與裝配要求,在模具加工時(shí)應(yīng)注意以下問(wèn)題:手機(jī)面殼塑膠模具型腔分型面為曲面,加工時(shí)滿足曲面輪廓度要求,才能使型腔分型面與型芯分型面很好吻合,確保模具實(shí)際生產(chǎn)時(shí)不出現(xiàn)飛邊缺陷。手機(jī)面殼塑膠模具型腔上有多個(gè)碰貼面亦為曲面,加工時(shí)也要滿足曲面輪廓度要求,同時(shí)應(yīng)控制好碰貼面與分型面相對(duì)位置。手機(jī)面殼塑膠模具型腔上有大量R0.5的凹圓角,需用R0.5的球刀進(jìn)行最后的精加工才能得到如此小的圓角。為實(shí)現(xiàn)上述的手機(jī)面殼塑膠模具型腔零件的技術(shù)與裝配要求,采用粗加工—半精加工—精加工步驟來(lái)進(jìn)行零件的加工。UGNX是目前功能比較強(qiáng)大的CAD/CAM軟件,它為我們提供了功能齊全而且靈活的編程功能,UGNX6是目前應(yīng)用廣泛的版本,采用它來(lái)進(jìn)行手機(jī)面殼塑膠模具型腔的加工編程能夠比較好的實(shí)現(xiàn)零件的高速加工。
3 模具型腔零件的高速加工
3.1 粗加工
首次開(kāi)粗加工用了大直徑的刀具進(jìn)行加工,但零件上還有許多大的刀具加工不到的部位。UGNX6引入了“二次粗加工”的思想,它以“毛坯殘留知識(shí)”算法的為核心。它的工作過(guò)程是:先執(zhí)行首次粗加工,將加工得到的形狀作為生成下次粗加工刀位軌跡的新毛坯。然后,根據(jù)新毛坯,使用各種的走刀方式進(jìn)行粗加工。整個(gè)切削策略則是始終讓刀具切削到材料,減少空走刀,從而使切削結(jié)果更為有效。
3.2 半精加工
半精加工的主要任務(wù)是使零件的表面達(dá)到一定的精度,同時(shí)留出均勻的余量為精加工作準(zhǔn)備。只有半精加工時(shí)留出均勻的余量才能確保零件在精加工時(shí)加工表面達(dá)到規(guī)定的尺寸精度和表面粗糙度要求。完成二次粗加工后,零件上還有許多加工不到的細(xì)部結(jié)構(gòu)。還須用多把由大到小的刀進(jìn)一步完成毛坯殘料去除工作,直至整個(gè)零件都只保留了均勻的余量給精加工。
3.3 精加工
精加工的主要任務(wù)是保證加工表面達(dá)到規(guī)定的尺寸精度和表面粗糙度要求。高速銑削精加工主要考慮加工效率、加工表面質(zhì)量、刀具磨損以及加工成本。根據(jù)零件不同的表面特性,需選擇不同的刀具和加工工藝參數(shù)對(duì)零件的外側(cè)面、底面、分型面、膠位面、碰貼面進(jìn)行精加工,此外,還需用清根的方法對(duì)多處小凹圓角進(jìn)行精加工。
3.4 手機(jī)面殼塑膠模具型腔切削模擬
型腔零件編程完成后,可以對(duì)所編制的加工刀具路徑進(jìn)行模擬加工,來(lái)檢驗(yàn)所編制的加工刀路是否正確合理,模擬結(jié)果如圖1所示。
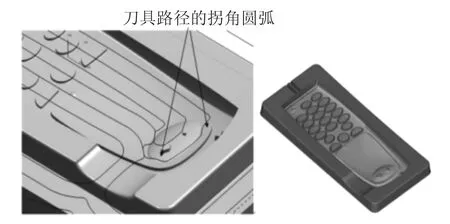
圖1 模具型腔零件切削模擬
4 結(jié)語(yǔ)
手機(jī)面殼塑膠模具的型腔零件采用高速銑削方法進(jìn)行加工,零件上除了局部小于R0.5的部位仍然需由電火花等后續(xù)其它加工手段進(jìn)行加工外,型腔零件大部分的尺寸已能夠滿足圖紙的要求,且零件的表面粗糙度可達(dá)到Ra0.8,后續(xù)經(jīng)過(guò)少量的手工拋光,零件的表面粗糙度也能夠滿足圖紙的要求。相比傳統(tǒng)的加工方法,采用高速銑削加工,可以極大地減少電火花加工和拋光加工時(shí)間,減少電火花加工所需電極的數(shù)量及電極準(zhǔn)備的時(shí)間和工作量,從而縮短了產(chǎn)品的交貨期,滿足客戶的需要。
