TOFD檢測技術在球形儲罐檢驗中對未熔合的檢測能力實例研究
2018-07-06 02:24:08楊開宇
西部特種設備 2018年1期
楊開宇
(成都市特種設備檢驗院 四川成都 610036)
球形儲罐的球殼由多塊球殼板所組成,球殼板在制造成型后運輸到現場進行組裝[1],因其幾何尺寸較大,現場條件較為苛刻,加之焊接方法常為手工焊,焊接位置不統一,極易產生氣孔、夾渣、未熔合、未焊透、裂紋等缺陷,故須采用無損檢測以確定其質量。其中未熔合這類埋藏缺陷采用RT之類傳統檢測方法較難發現,且如未能及時發現并處理,將會對未來使用造成極大安全隱患。筆者根據兩個實際檢驗案例,采用TOFD檢驗與傳統檢驗手段進行對比,探討針對未熔合最有效的檢測方法。
1 被檢對象
球罐1:400 m3液氨球罐,壁厚28mm,材質Q345R,焊接方法SAW,焊縫坡口布局圖見圖1。在對該球罐進行定期檢驗過程中,采用UT于下極板環焊縫處發現一處長55mm,反射波幅SL+18.3dB的超標缺陷,定位發現其位于坡口位置,觀察波形特征疑為未熔合。但在查閱安裝資料發現該部位在安裝過程中RT檢驗報告顯示為無缺陷,評級為I級,決定采用TOFD進行復核。
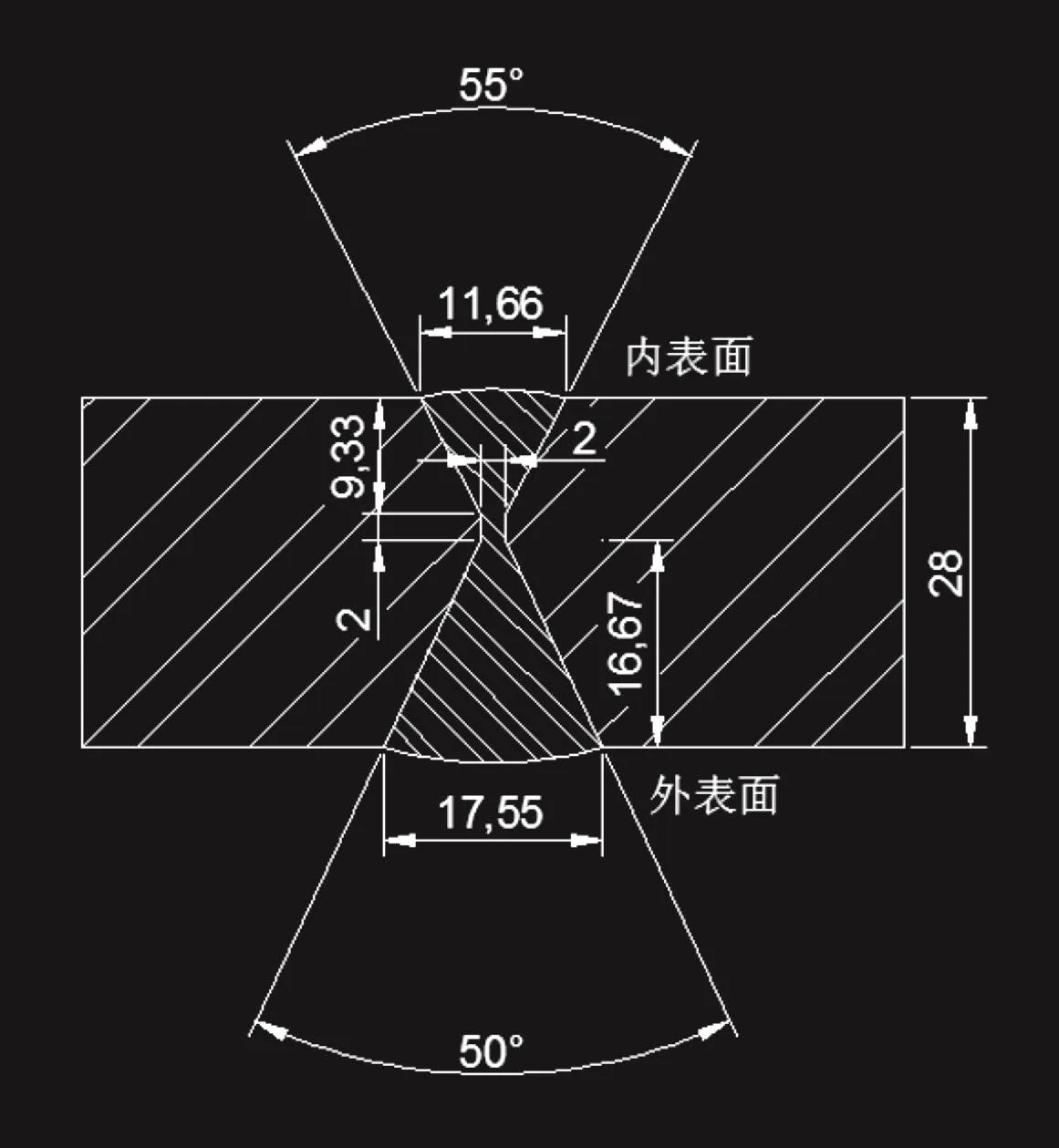
圖1 球罐1焊縫坡口布局圖
球罐2:2 000m3的液化石油氣球罐,壁厚45mm,材質15MnNbR,焊接方法SAW,焊縫坡口布局圖見圖2。在對該球罐進行定期檢驗過程中,采用UT于下極板環焊縫處發現一處長65mm,反射波幅SL+16.7dB的超標缺陷,定位發現其位于坡口位置,觀察波形特征疑為未熔合。但在查閱安裝資料發現該部位在安裝過程中RT檢驗報告顯示為無缺陷,評級為I級,決定采用TOFD進行復核。
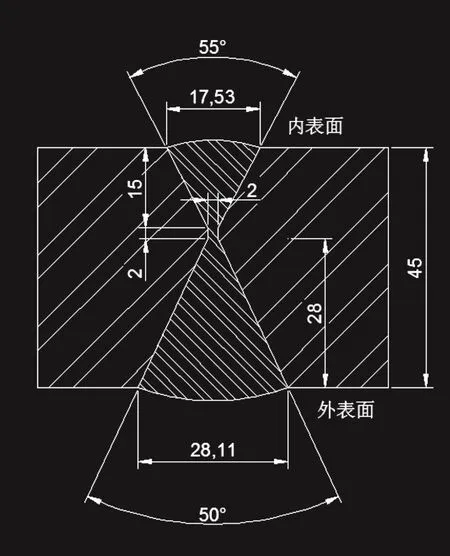
圖2 球罐2焊縫坡口布局圖
2 TOFD檢測儀器
檢測選用奧林巴斯OmniScan MX2檢測儀,其脈沖寬度為30 ~1 000 ns范圍內可調, 分辨率為2.5 ns,系統帶寬為0.25 ~28 MHz(-3 dB),增益為0 ~120 dB,最大輸入信號為34.5Vp-p(滿屏高),數字化頻率100 MHz,脈沖重復頻率最高達10 kHz,信號平均為2, 4, 8, 16, 32, 64可選。
3 TOFD 工藝[2,3]
球罐1: TOFD檢測工藝見表1及圖3,由于本次TOFD主要目的是對UT檢測出的問題進行復核,UT檢測出的缺陷不在底面盲區內,故未考慮偏置掃查,而是采用MT對底面盲區進行檢測。
球罐2: TOFD檢測工藝見表2及圖4,由于本次TOFD主要目的是對UT檢測出的問題進行復核,UT檢測出的缺陷不在底面盲區內,故未考慮偏置掃查,而是采用MT對底面盲區進行檢測。
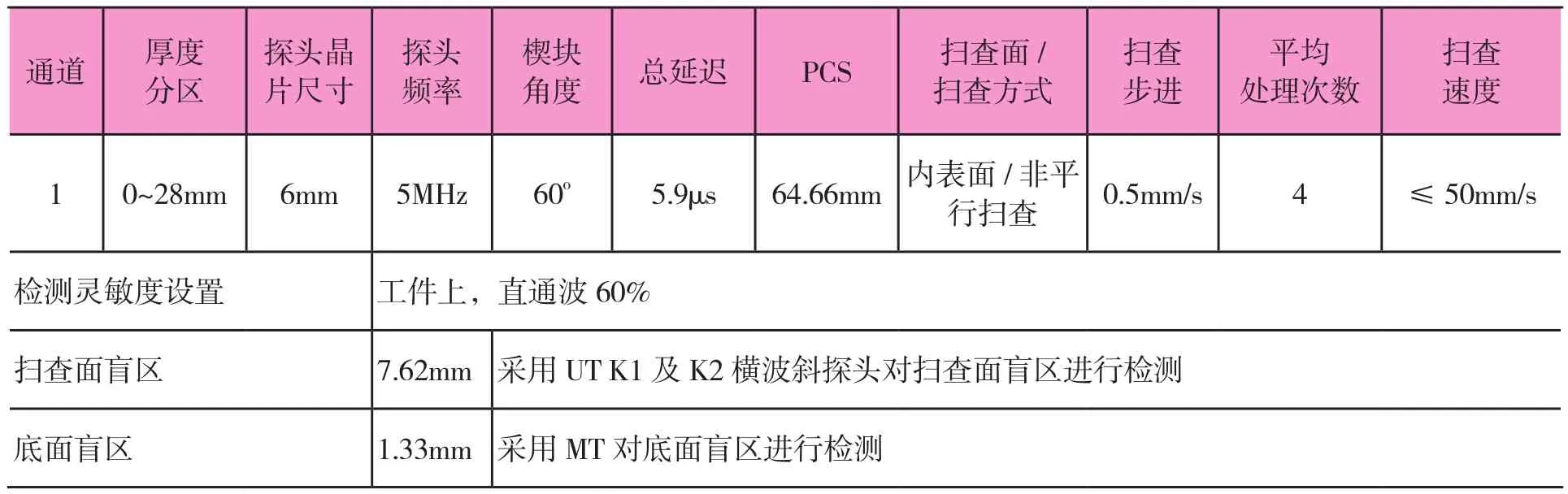
表1 球罐1檢測主要工藝參數

表2 球罐2檢測主要工藝參數
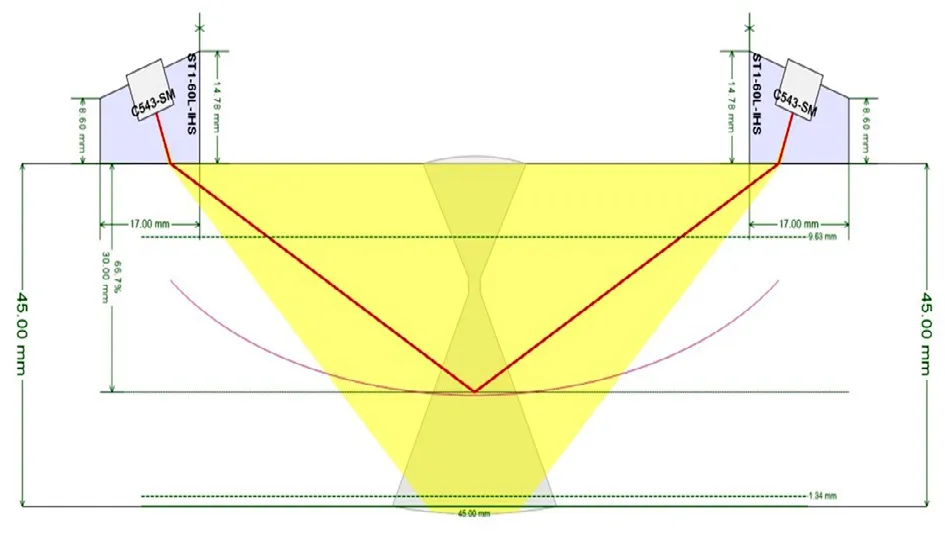
圖4 球罐2檢測工藝圖
4 TOFD檢測結果
球罐1:圖譜可見圖5,經分析,其深度7.1mm(圖6),自身高度為6.4mm(圖7),長度87mm(圖8)。按NB/T 47013.10-2015評級為Ⅲ級,結合圖譜特征及缺陷位置,判定其為未熔合,經返修解剖驗證判定正確。
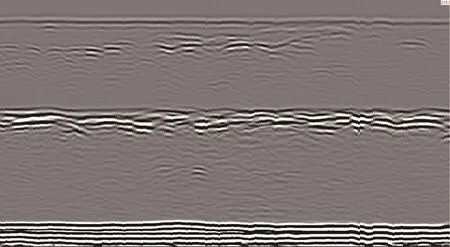
圖5 球罐1缺陷圖譜
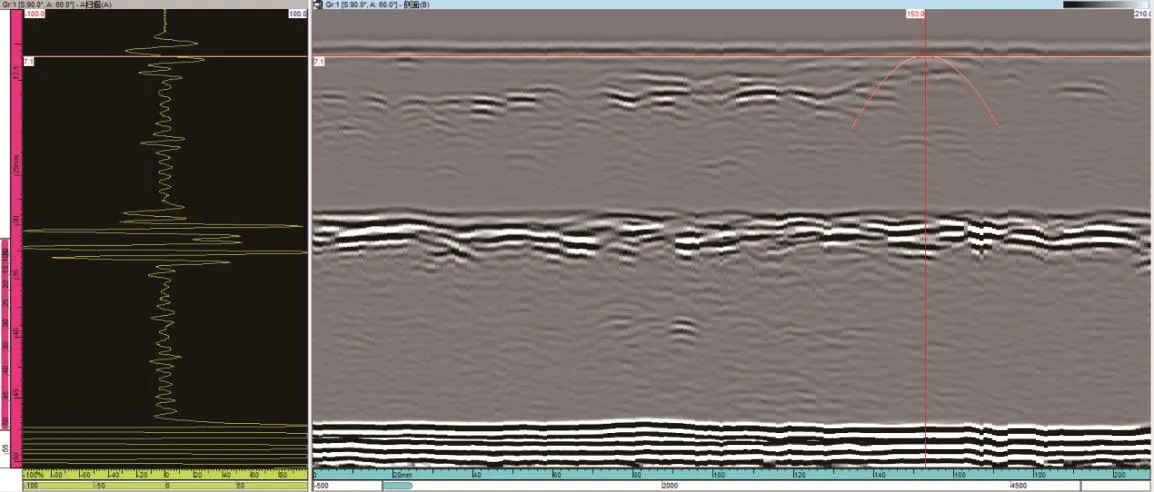
圖6 球罐1缺陷深度

圖7 球罐1缺陷自身高度

圖8 球罐1缺陷長度
球罐2:圖譜可見圖九,經分析,其深度20.3mm(圖10),自身高度為3.1mm(圖11),長度66mm(圖12)。按NB/T 47013.10-2015評級為Ⅲ級,結合圖譜特征及缺陷位置,判定其為未熔合,經返修解剖驗證判定正確。
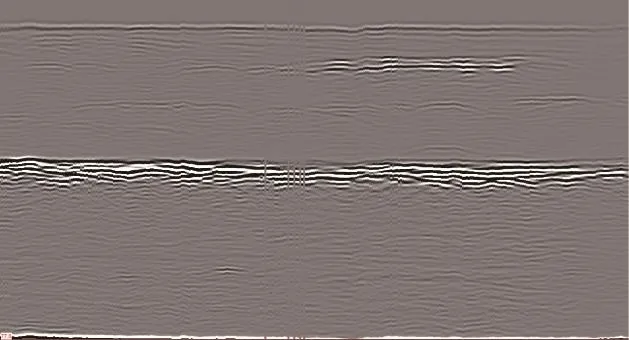
圖9 球罐2缺陷圖譜
5 分析
以前工程上常用γ源中心曝光對球罐進行檢測,因其固有不清晰度和顆粒度較大,加之未熔合這類面狀缺陷在底片上對比度不高,故檢出率及檢測精度都不甚優秀。本文中兩臺球罐在制造過程中均出現了RT檢測漏判未熔合的情況。另外,雖然RT與TOFD檢測結果都能保存下來,但相較RT來說,TOFD圖譜信息更全面,測量更方便,對缺陷的檢出率更高,而RT只能得到缺陷的部分信息,尤其是對缺陷自身高度的測量誤差極大。
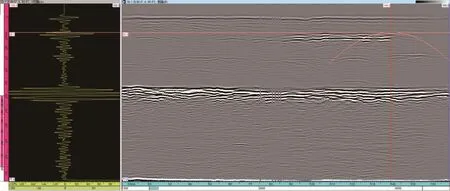
圖10 球罐2缺陷深度
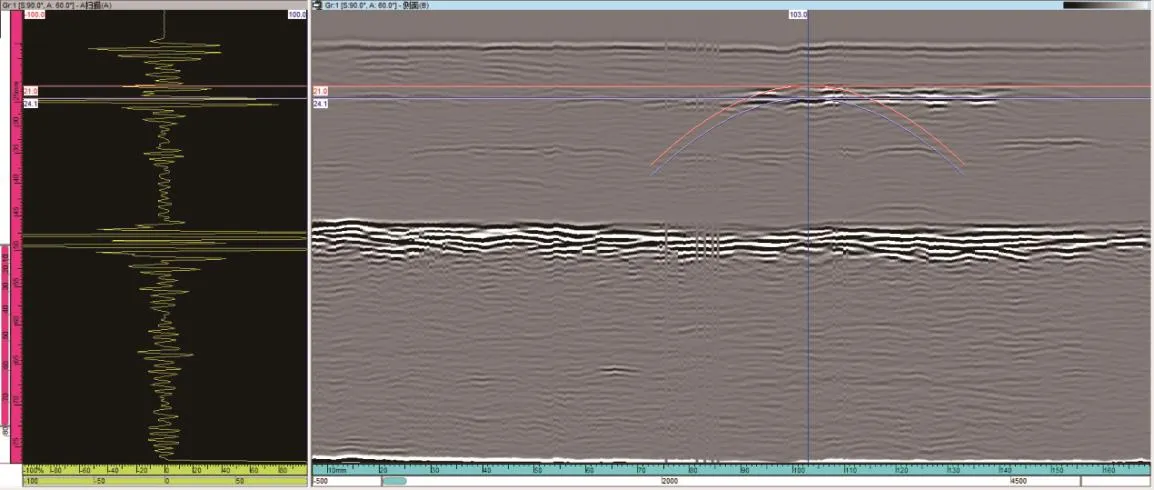
圖11 球罐2缺陷自身高度
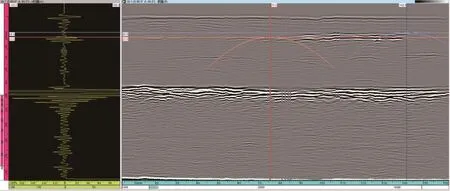
圖12 球罐2缺陷長度
UT對未熔合較敏感,然而定量不夠準確,文中球罐1缺陷采用UT測量結果為深度9.3mm,自身高度3.3mm,長55mm; TOFD測量結果為深度7.1mm,自身高度為6.4mm,長87mm;球罐2缺陷UT測量結果為深度19.6mm,自身高度2.2mm,長65mm;TOFD測量結果為深度20.3mm,自身高度為3.1mm,長66mm,而兩處缺陷實際解剖結果與TOFD測量結果更為吻合。由此可見,UT對形狀復雜的缺陷(如球罐1缺陷)定量誤差較大,對形狀較規則的缺陷(如球罐2缺陷)定量相對準確,但都在缺陷自身高度的測量上存在精確度不高的問題。且UT難以定性,易產生誤判,對檢驗人員水平要求較高,且該檢測方法耗時費力,效率較低,對于球罐這類容器來說不太適用。NB/T 47013.3-2015第6.5.1.2條要求,鍋爐、壓力容器本體焊接接頭不允許存在裂紋、未熔合和未焊透等缺陷[3]。在實際檢驗工作中,僅靠UT是很難判斷出來的,如果采用TOFD進行復驗,會使判斷準確很多。
綜上所述,TOFD對文中兩處未熔合100%檢出,對缺陷長度、深度、自身高度測量較為精確,能很好地指導現場挖補返修工作。
6 結語
球形儲罐因其受力情況好、省材、占地面積少等優點,被廣泛應用于石油、化工等行業,其儲存介質又大多為易燃、易爆、有毒、有害物質,因此對提高球罐制造缺陷檢驗的可靠性及檢出率是十分有必要的。
相比其他傳統檢測手段,TOFD不僅在未熔合的檢驗上強于其他常規檢驗方法,對其他缺陷檢出率及可靠性都十分優秀,檢測速度快,靈敏度、準確率高,定量準,使用便捷,無污染,很好地解決了UT、RT所存在的弊端,從長遠看來,TOFD在球罐檢驗中將發揮不可或缺的作用。
[1]GB 12337-2014 鋼制球形儲罐.
[2]強天鵬.衍射時差法(TOFD)超聲檢測技術[Z].全國特種設備無損檢測人員資格考核委員會,2012.
[3]NB/T 47013.10-2015 承壓設備無損檢測.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業自動化(2017年2期)2017-03-20 14:26:13