
機器人電阻焊火花飛濺降低及控制
2018-06-28 05:36:08黃天茂韋業忠陳實劉麗芳
時代汽車 2018年5期
黃天茂 韋業忠 陳實 劉麗芳
上汽通用五菱汽車股份有限公司 廣西柳州市 545007
1 引言
隨著汽車產量需求的增多,汽車生產車間大部分生產線都已向自動化發展,一條生產線往往由多種機器人配合生產。在汽車行業,焊接機器人更是大規模的運用,焊接時火花飛濺已是一種常見的現象[1]。但火花飛濺大往往會給車身環境和焊接質量帶來很多的負面影響,如圖1所示:(1)存在飛濺灼傷安全隱患;(2)污染環境,附近煙塵大;(3)焊接強度降低;(4)飛濺吸附工裝、設備易導致設備故障;(5)易出現焊穿、裂紋、毛刺等缺陷。因此對于汽車企業來說,降低和控制機器人焊接火花飛濺已成為了一種必然的趨勢。
2 機器人焊接產生飛濺原因分析
通過對現場生產的機器人焊接深入的研究和分析,分析出引起火花飛濺的原因主要有以下幾方面的因素:
(1)電極帽端面有雜質:電極帽端面存在雜質,焊接時容易出現閃爆。
(2)焊槍電極與零件表面不垂直:焊槍焊接時電極與零件表面不垂直,焊接過程中熔液被擠壓傾斜飛出,形成火花飛濺,表象是焊點扭曲,或者單側出現毛刺[2]。
(3)焊槍焊接時壓力不足:電極還沒有壓緊零件就開始通電流焊接,接觸電阻大,電極一接觸零件立即閃爆,表象是焊點表面可能形成毛刺,焊點發黑。
(4)焊接程序中板厚t值設置不正確:目前焊鉗設定的板厚為理論板厚,實際中板件會因為沖壓過程減薄,實際板厚比理論板厚小,因此焊鉗開始施壓的設定距離t值大于實際板厚,形成閃爆。
(5)電流設定值偏大,采用硬規范進行焊接:機器人焊鉗焊接電流設定較為保守,采用硬規范(大電流,單脈沖)進行焊接,機器人焊鉗電流密度是手工焊鉗的20倍,電流大,熔池太大,焊鉗不能壓住溶液,導致飛濺,這種飛濺往往伴隨著焊點縮孔、壓痕深等問題[3]。
3 機器人焊接火花飛濺控制措施
焊接火花四濺大存在著飛濺灼傷安全隱患,同時污染環境,對車間環境和焊點質量造成較大影響。基于以上原因,需要對火花飛濺做出相應的改善,以下是控制火花飛濺相關措施的實施步驟。

圖1 機器人焊接火花飛濺大圖片
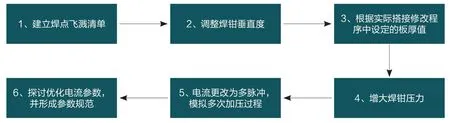
圖2 火花飛濺措施實施步驟

圖3 垂直度檢測工具結構圖
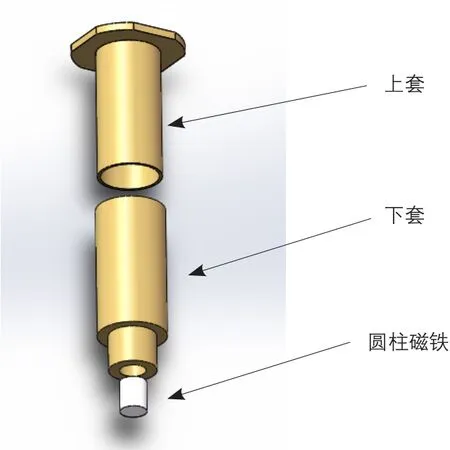
圖4 垂直度檢測工具結構圖
3.1 建立焊點飛濺清單
通過對火花飛濺較大的焊點進行統計,建立相關的焊點飛濺清單。
3.2 焊槍垂直度調整
焊槍的垂直度僅靠調試人員目視觀察,無法準確地判斷焊槍與零件表面是否垂直;且目視結果偏差較大,調整過程沒有輔助工具,效率較低,不能保證焊槍與零件表面100%垂直,如圖3所示。為了校驗焊槍垂直度,自主設計了一套機器人焊槍垂直度檢測工具,如圖4所示,可以有效保證電極帽端面與零件表面垂直度。
3.2.1 垂直度檢測工具工作原理
焊槍垂直度檢測工具由上套、下套和圓柱磁鐵塊組成,結構簡單、操作過程簡便,檢測結果準確度高,且校正垂直時可以任意吸附在零件表面。從圖5中可了解檢測工具的檢測原理:如焊槍與零件表面垂直,則上套剛好能完全滑入下套內,若不垂直則上套不能進入下套或者只能部分進入下套中。
3.3 修改搭接板厚尺寸
目前焊鉗設定的板厚為理論板厚,實際因為沖壓過程導致板厚減薄,實際板厚比理論板厚要小,因此焊鉗開始施壓的設定距離大于實際板厚,容易形成閃爆的現象。通過采集現場物料的實際板厚,并根據實際板厚,重新校正機器人設定的焊鉗板材厚度。
3.4 增大焊鉗壓力
零件接觸電阻大,焊點表面發黑,存在電極一接觸零件立即閃爆的情形,這是焊鉗壓力不足所致,需要根據實際情況重新校正和增加焊鉗的壓力[4]。
3.5 優化機器人焊接參數
優化前使用單脈沖電流,通電時間240ms,采用硬規范進行焊接,優化后電流變為多脈沖焊接,在保持電流不變的同時,變更為20脈沖(一個脈沖20ms,前14ms通電,后6ms斷電),總通電時間280ms,延長通電時間,同時減少了冷卻時間對熔核形成的削弱。將原來的預壓時間500ms,縮短到200ms,增加預熱時間60ms,冷卻時間40ms,如圖6所示。通過調用預熱電流,使搭接的板材更貼合改善搭接間隙,將單脈沖持續通電流改為多個脈沖分段式焊接改善焊點質量。
4 火花飛濺改善效果
調整機器人焊接角度,并優化了相關的機器人焊槍焊接參數,如圖5所示:調整前某車型各區域總計有1211顆焊點出現火花飛濺,調整后1048顆焊點飛濺得以控制;即表明按以上措施整改后,90%左右焊點火花飛濺大的問題得到解決,既有效控制了火花飛濺,又可以保證焊點質量和提高焊接效率。
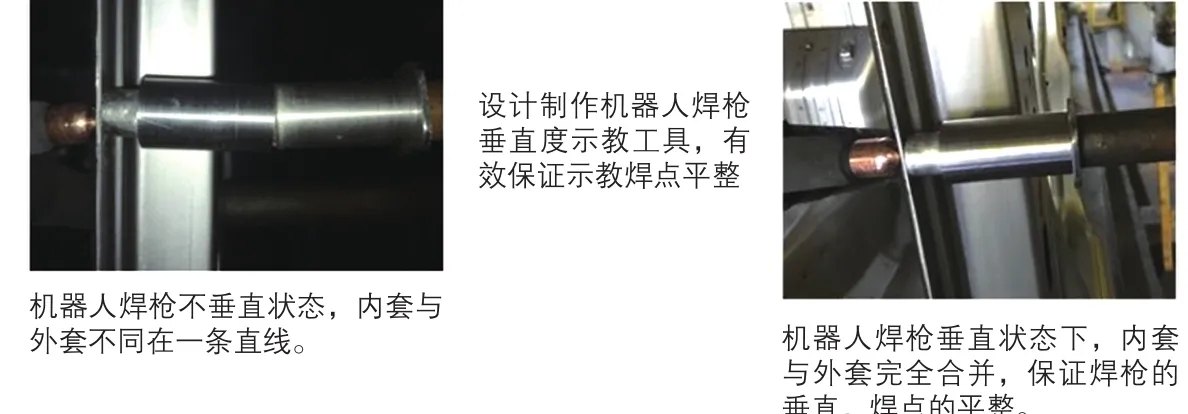
圖5 焊槍垂直度檢測工具原理演示
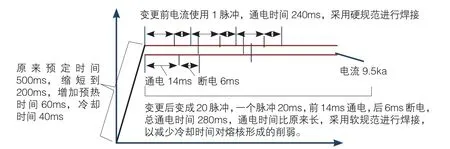
圖6 機器人焊接電流的優化過程
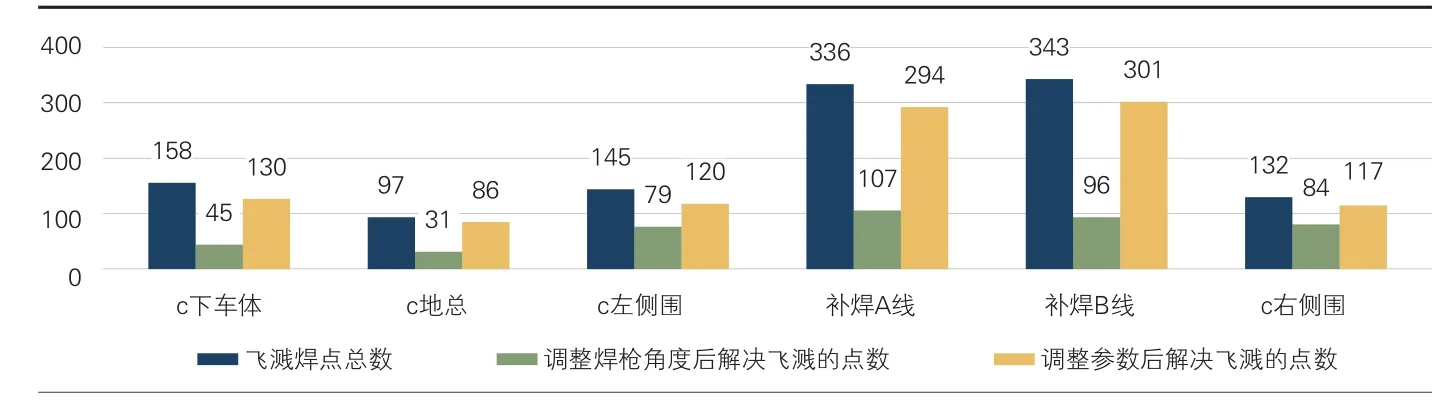
圖7 措施實施后改善的效果
5 結語
本文介紹了汽車行業機器人焊接火花飛濺的現狀,從焊接垂直度、焊接壓力、焊接參數等方面淺談了機器人火花飛濺產生的原因。針對此問題,自行研制了一種檢測焊槍與零件表面垂直度的工具,并探索了一套符合自身生產的焊接參數,實現了對火花飛濺的降低與控制,既消除了火花飛濺安全隱患和降低焊塵改善環境質量,又可以保證焊點質量(焊點縮孔、毛刺等問題有所減少)、提高焊接效率,在企業的安全和產品質量提升等方面有著很大的作用和借鑒意義。
