耐候鋼母材與焊絲匹配對焊接接頭應力腐蝕性能的影響
2018-06-25 07:02:10,,,,
腐蝕與防護 2018年6期
關鍵詞:焊縫
, ,,,
(1. 西南交通大學 材料科學與工程學院,成都 610031; 2. 西南交通大學 生命科學與工程學院,成都 610031)
我國幅員遼闊,列車運行環境復雜,這對鐵路車輛用鋼的力學性能和耐腐蝕性能提出了十分嚴格的要求[1]。我國高鐵線上運行的CRH2和CRH3型動車組轉向架的材料分別為日本牌號的SMA490BW熱軋耐候鋼和歐洲牌號的S355J2W耐候鋼[2],焊接所采用的焊接材料有國產牌號的CHW-55CNH焊絲和符合國際標準ISO 14341-A《非合金鋼和細晶粒鋼金屬極氣體保護焊用實芯焊絲A系列》的G424M21Z的焊絲。母材與焊絲的搭配對焊接接頭性能的影響重大,不同匹配所得接頭的組織會有差別,因而其接頭性能也表現出一定的差異,包括力學性能和耐蝕性等。目前關于耐候鋼的研究主要集中在合金元素對耐候鋼腐蝕性能的影響[3-4],以及碳鋼、耐候鋼耐腐蝕性能的比較,對于焊接接頭的性能研究,則主要集中在焊接性能及力學性能方面,關于接頭耐腐蝕性能的研究也有涉及[5-7],但關于焊絲及母材匹配對接頭耐腐蝕性能的影響還少有報道。
本工作分別采用S355J2W和SMA490BW兩種耐候鋼材料,搭配CHW-55CNH和G424M21Z兩種焊絲形成三種接頭,對其顯微組織及性能進行對比研究。
1 試驗
試驗鋼選用12 mm厚的歐洲牌號的S355J2W耐候鋼鋼板和日本牌號的SMA490BW耐候鋼鋼板,其化學成分見表1。焊接材料選擇直徑1.2 mm的符合GB/T 8110-1995《氣體保護電弧焊用碳鋼、低合金鋼焊絲》標準要求的CHW-55CNH焊絲以及符合ISO 14341-A標準的G424M21Z焊絲,其化學成分見表1。
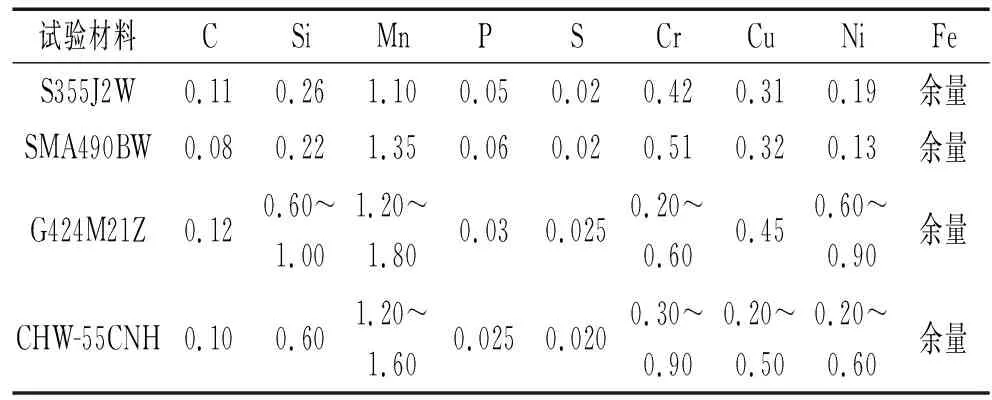
表1 耐候鋼及焊絲的化學成分(質量分數)Tab. 1 Chemical composition of the weathering steels and welding wires %
試驗采用80% Ar+20% CO2的混合氣體保護焊,采用V型坡口的對接接頭形式,焊后進行去應力退火處理。將兩種耐候鋼母材與兩種焊絲進行搭配,形成三種不同焊接接頭,并將S355J2W母材搭配G424M21Z焊絲的焊接接頭標記為EG,將S355J2W母材搭配CHW-55CNH焊絲的焊接接頭標記為EC,將SMA490BW母材搭配CHW-55CNH焊絲的焊接接頭標記為JC。
從焊接接頭取金相試樣,對其進行機械拋光,用4%(體積分數)硝酸酒精溶液腐蝕后,在ProgRes C5型金相顯微鏡下觀察接頭的微觀組織形貌。依據GB/T 2651-2008《焊接接頭拉伸試驗方法》標準加工拉伸試樣且焊縫位于試樣中間,拉伸試驗在DNS電子萬能試驗機上進行,試驗加載速率為5 mm/min,溫度為室溫,每組取三個平行樣,結果取其平均值。
慢應變速率試驗主要參照 GB/T 15970.7-2000《金屬和合金的腐蝕應力腐蝕試驗第7部分:慢應變速率試驗》進行,同時參考HB 7235-1995《慢應變速率應力腐蝕試驗方法》。在試驗中,腐蝕介質環境采用3.5%(質量分數,下同)NaCl溶液,腐蝕介質溫度為25 ℃,惰性環境介質采用空氣,試驗溫度為室溫。
采用Corrtest電化學工作站測焊接接頭各微區的極化曲線。極化曲線測試采用三電極體系:飽和甘汞電極與鉑電極分別作參比電極和輔助電極,焊接接頭為工作電極。電解液為3.5% NaCl溶液。掃描速率為1 mV/s,掃描區間為-300~600 mV。將焊接接頭制成10 mm×10 mm×10 mm的工作電極,其非工作面用704硅橡膠密封,工作面依次用240號、600號、800號、1 000號砂紙打磨,再機械拋光至表面光亮,用無水乙醇進行清洗,干燥后備用。
2 結果與討論
2.1 室溫拉伸性能
三種接頭的室溫拉伸性能如表2所示。由表2可以看出:EG和EC接頭的抗拉強度及伸長率相近,斷裂位置都在母材處;而JC接頭的抗拉強度明顯高于其他兩種接頭的,且伸長率較小,斷裂位置在焊縫處。由此可知,對于S355J2W母材來說,無論搭配CHW-55CNH焊絲還是G424M21Z焊絲,形成的都是高匹配接頭;而SMA490BW搭配CHW-55CNH焊絲的接頭是低匹配接頭。
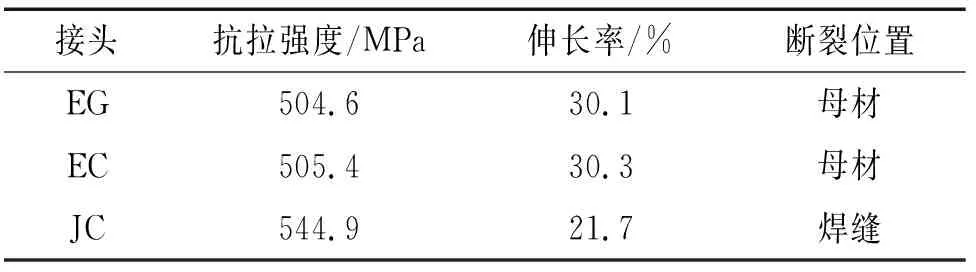
表2 三種接頭的室溫拉伸性能對比Tab. 2 The comparison of the tensile properties of the three joints at room temperature
2.2 顯微組織
圖1~3是三種接頭不同區域的顯微組織。由母材區顯微組織可見,三種接頭的母材組織均呈帶狀分布,且JC接頭母材組織的晶粒較其余兩種接頭的偏大。EG、EC和JC接頭焊縫區組織較同一接頭其他區域的更為粗大,其組織主要由沿奧氏體晶粒分布的白色粗大的塊狀先共析鐵素體和少量珠光體組成;沿一定位向從奧氏體晶內析出的是板條狀先共析鐵素體,晶內分布著少量的粒狀無碳貝氏體。比較可見,EG接頭焊縫區組織最為粗大,JC接頭焊縫區的組織最均勻。由EG、EC和JC接頭的熔合區可以看出,此區域內晶粒大小不均勻,過熱區一側的組織明顯更粗大一些,此區域溫度處于液相線與固相線之間,極易造成晶粒粗大、化學成分和組織極不均勻,是造成脆性破壞的發源地[8]。EC接頭的熔合區組織最均勻,JC接頭熔合區晶粒大小差別最大。EG、EC和JC接頭過熱區的組織為由晶界向晶內生長的魏氏組織,奧氏體晶粒粗大,大量細小的粒狀貝氏體彌散分布在晶內。在焊接過程中,過熱區處于局部融化狀態,其化學成分和晶粒粗細極不均勻,處于不平衡狀態,這種成分不同、組織粗細不均勻的混晶區是易產生應力腐蝕破壞的薄弱環節[9]。EG、EC和JC接頭的正火區由細小均勻的鐵素體和珠光體組成,其中EC接頭正火區的組織最細小,EG和JC接頭正火區的組織尺寸相近。

(a) 母材 (b) 焊縫區 (c) 熔合區 (d) 過熱區 (e) 正火區圖1 EG接頭不同區域的顯微組織Fig. 1 Microstructure of different zones in welded joint EG:(a) base metal; (b) weld zone; (c) fusion zone; (d) overheated zone; (e) normalized zone

(a) 母材 (b) 焊縫區 (c) 熔合區 (d) 過熱區 (e) 正火區圖2 EC接頭不同區域的顯微組織Fig. 2 Microstructure of different zones in welded joint EC:(a) base metal; (b) weld zone; (c) fusion zone; (d) overheated zone; (e) normalized zone

(a) 母材 (b) 焊縫區 (c) 熔合區 (d) 過熱區 (e) 正火區圖3 JC接頭不同區域的顯微組織Fig. 3 Microstructure of different zones in welded joint JC:(a) base metal; (b) weld zone; (c) fusion zone; (d) overheated zone; (e) normalized zone
2.3 應力腐蝕性能
由圖4可見:與在空氣中相比,三種接頭在3.5% NaCl溶液中的抗拉強度大多出現下降,其中EG接頭的抗拉強度發生了較明顯的降低,EC接頭的抗拉強度略有減小,JC接頭的抗拉強度變化不明顯;三種接頭斷面收縮率的變化規律與抗拉強度的變化規律一致。從接頭抗拉強度和斷面收縮率的變化,可以得到在3.5% NaCl溶液腐蝕環境中,三種接頭性能衰減順序為EG>EC>JC。

圖4 在3.5% NaCl溶液與空氣中三種接頭抗拉強度比值和斷面收縮率比值Fig. 4 Ratios of tensile strength and reduction of area for three welded joints in 3.5% NaCl solution and in air
采用式(1)對三種接頭在3.5% NaCl溶液中的應力腐蝕敏感因子ISSRT進行計算,結果如表3所示。
(1)
式中:σb環境條件,δ環境條件分別為接頭在3.5% NaCl溶液中的抗拉強度和伸長率;σb隋性條件,δ隋性條件分別為接頭在空氣中的抗拉強度和伸長率。
由表3可見:三種ISSRT值順序為ISSRT(EG) >ISSRT(EC)>ISSRT(JC),且EG接頭的應力腐蝕敏感因子遠大于EC和JC接頭的。S355J2W耐候鋼配G424M21Z焊絲所得接頭的應力腐蝕敏感性較高,而SMA490BW耐候鋼配CHW-55CNH焊絲所得接頭的應力腐蝕敏感性最低,此結果與抗拉強度和斷面收縮率的衰減結果一致。
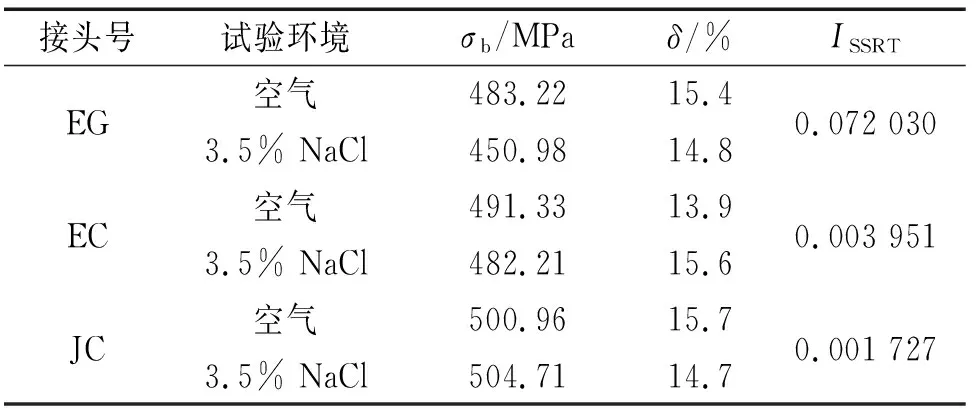
表3 三種接頭的應力腐蝕敏感性表征參數Tab. 3 Stress corrosion sensitivity characteristic parameters of three welded joints
從圖5可以看出,三種接頭在空氣中發生斷裂時形成的都是韌窩型斷口,斷口存在大量的韌窩,韌窩深且分布密集。EG接頭斷口上分布較多等軸的小韌窩,其間混有尺寸較大的韌窩,斷口比較平齊,與EC、JC接頭斷口相比,EG接頭斷口上韌窩大小較為均一,尺寸較大,塑性較好。EC接頭斷口上韌窩分布密集,但是整個斷口高低不平,斷面上還可見氣孔、雜質等。JC接頭斷口韌窩尺寸相對均一,斷口表面較為平整,可見少量的雜質。
在慢應變速率試驗過程中,接頭表面會慢慢生成一層腐蝕產物,在腐蝕產物的生長過程中,主要是陽離子向外遷移,而陰離子向基體的遷移量很小,這樣就會在耐候鋼基體表面形成很多空位,基體表面會收縮,而其表面的腐蝕產物會阻礙基體的收縮,導致基體和表面腐蝕產物間產生一定的附加拉應力[10]。在慢應變速率拉伸過程中,因為腐蝕產物的存在,接頭表面會一直存在較高的附加拉應力。此時,附加拉應力與外應力疊加在接頭表面形成應力集中。在3.5% NaCl 溶液中拉伸時,接頭表面很容易生成腐蝕銹層。又由于NaCl溶液中的Cl-容易吸附在腐蝕產物膜上,取代腐蝕產物層中的氧原子并在吸附點上產生可溶的氯化物,導致在腐蝕產物的薄弱區域形成腐蝕坑。在應力和化學的雙重作用下,接頭表面的腐蝕坑成為應力腐蝕裂紋的發源地。由于裂紋尖端沒有腐蝕產物覆蓋,故裂紋尖端(作為陽極)與腐蝕產物覆蓋的表面(作為陰極)構成腐蝕電池,加速了腐蝕的進行[11]。

(a) EG (b) EC (c) JC 圖5 三種接頭慢應變速率拉伸斷口的微觀形貌(空氣中)Fig. 5 SSRT fracture morphology of three welded joints (in air)
由圖6可見:在3.5% NaCl溶液中,三種接頭的拉伸斷口較空氣中的色澤灰暗,且更為平坦,韌窩尺寸更小,深度更淺。在EG接頭斷口上,少量大韌窩周圍分布著大量小而淺的韌窩,斷口較為平齊,斷口邊緣出現局部脆性斷裂特征,斷口上還存在著沿晶腐蝕裂紋和二次裂紋。EC接頭斷口呈現中間深兩邊高的特征,兩邊的小斜面與拉伸軸大致呈45°角的剪切形貌,屬于韌性斷裂,且表面分布著大量腐蝕產物。JC接頭斷口中間出現較深滑移條帶,條帶附近有泥狀腐蝕產物附著。由斷口形貌可知,EG接頭的應力腐蝕特征較EC、JC接頭的更明顯,說明其應力腐蝕敏感性最高。
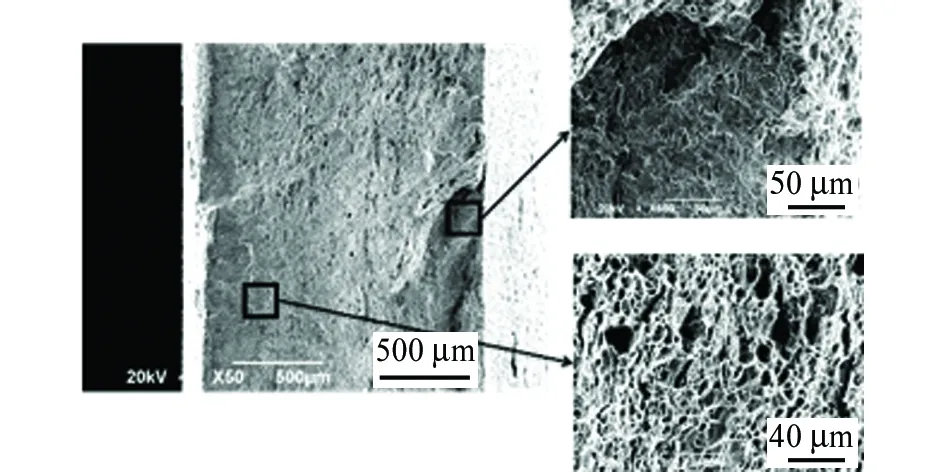
(a) EG
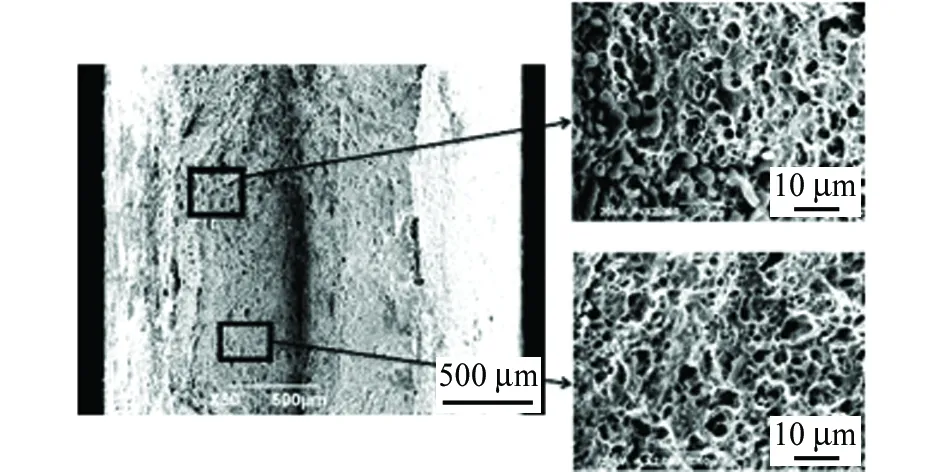
(b) EC
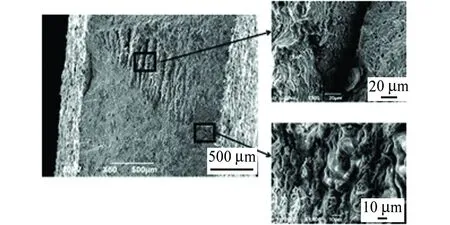
(c) JC圖6 三種接頭慢應變速率拉伸斷口的微觀形貌(3.5% NaCl溶液中)Fig. 6 SSRT fracture morphology of three welded joints(in 3.5% NaCl solution )
2.4 電化學性能
三種接頭各微區的極化曲線如圖7所示,經過Tafel擬合后,得到自腐蝕電位和腐蝕速率結果見圖8和圖9。從圖7中可以看出,三種接頭各微區在極化過程中都沒有發生明顯的鈍化,其陽極過程都是金屬的陽極活性溶解,陰極過程都是氧的擴散過程[12]。
EG和EC接頭的母材相同,均為S355J2W,JC接頭的母材為SMA490BW。從圖7中還可以看出,JC接頭母材的自腐蝕電位比EG和EC接頭母材的高,其腐蝕傾向小,且JC接頭母材的自腐蝕電流密度也比EG和EC接頭母材的小很多,故JC接頭母材的耐腐蝕性能優于EG和EC接頭母材的。陳小平等[13]研究發現,在腐蝕初期還沒有形成致密內銹層前,細晶粒比大晶粒的腐蝕更快一些。由母材顯微組織可知,EG和EC接頭母材的晶粒明顯比JC接頭母材的小,故EG和EC接頭母材的腐蝕速率更大。CHEN等[14]研究發現,銅元素和鉻元素的添加可以提高低合金鋼銹層的致密度,且鉻含量越高形成的銹層越致密。由表1可知,JC接頭母材中的銅含量和鉻含量均高于EG和EC接頭母材中的,故在相同的腐蝕環境中JC接頭母材表面所形成的銹層比EG和EC接頭母材的更加致密,耐腐蝕性能也更好。
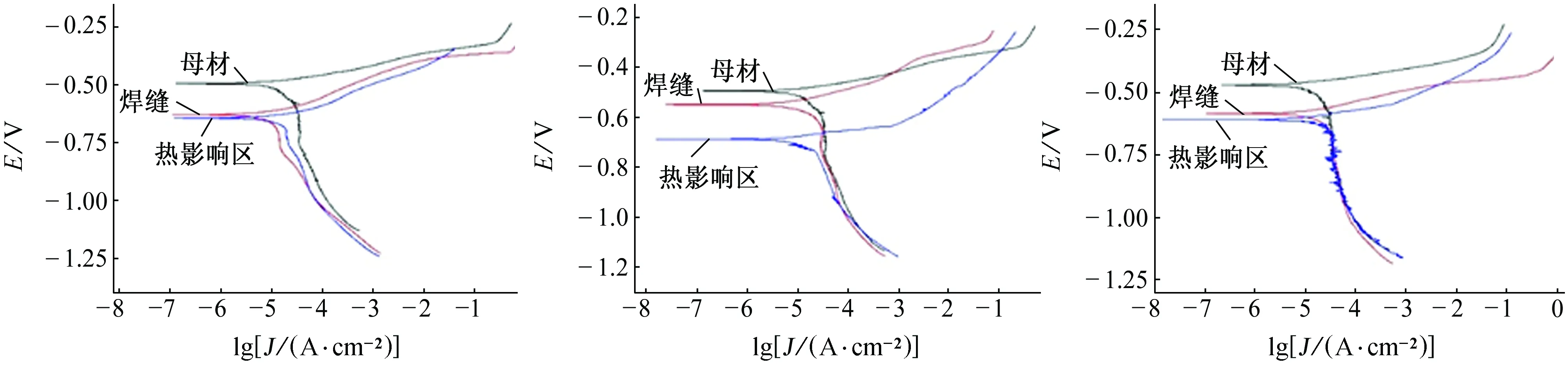
(a) EG (b) EC (c) JC圖7 三種接頭的微區(焊縫、熱影響區、母材)極化曲線Fig. 7 Polarization curves of microzones (welding seam, HAZ and base metal) of three welding joints
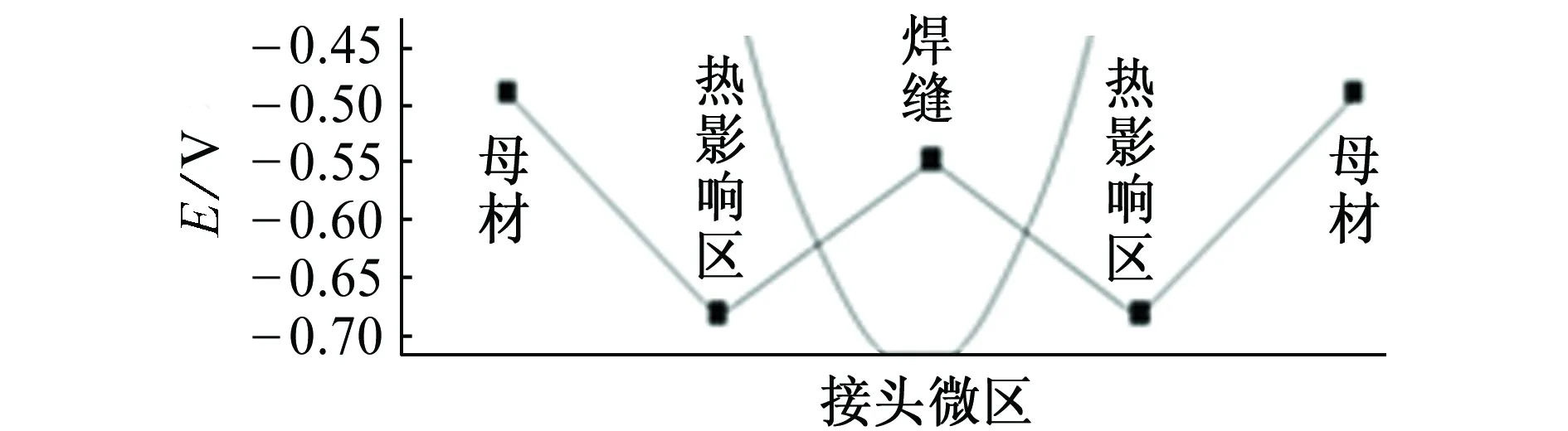
由圖8電位分布圖可以看出:在同一接頭的三個微區中,母材的自腐蝕電位最高,焊縫的自腐蝕電位次之,熱影響區的自腐蝕電位最低。自腐蝕電位越低,材料的腐蝕傾向越大,因此三種接頭均表現為母材的耐蝕性最好,熱影響區的耐蝕性最差。

(a) EG
(b) EC
由圖9可以看出:接頭腐蝕速率最大的區域均為熱影響區,焊縫和母材的腐蝕速率相對較小且差距不大,這說明熱影響區在三個區域中的耐腐蝕性能最差,與自腐蝕電位分布得出的結論一致。在腐蝕初期,焊接接頭的熱影響區作為電偶腐蝕的陽極加速溶解,在腐蝕后期接頭表面形成致密的銹層后,由組織因素主導腐蝕的進行[15]。由于熱影響區的組織不均勻,導致熱影響區成為整個接頭中耐腐蝕性能最差的區域,而焊縫區域由于板條狀鐵素體的存在而具有良好的耐腐蝕性能。
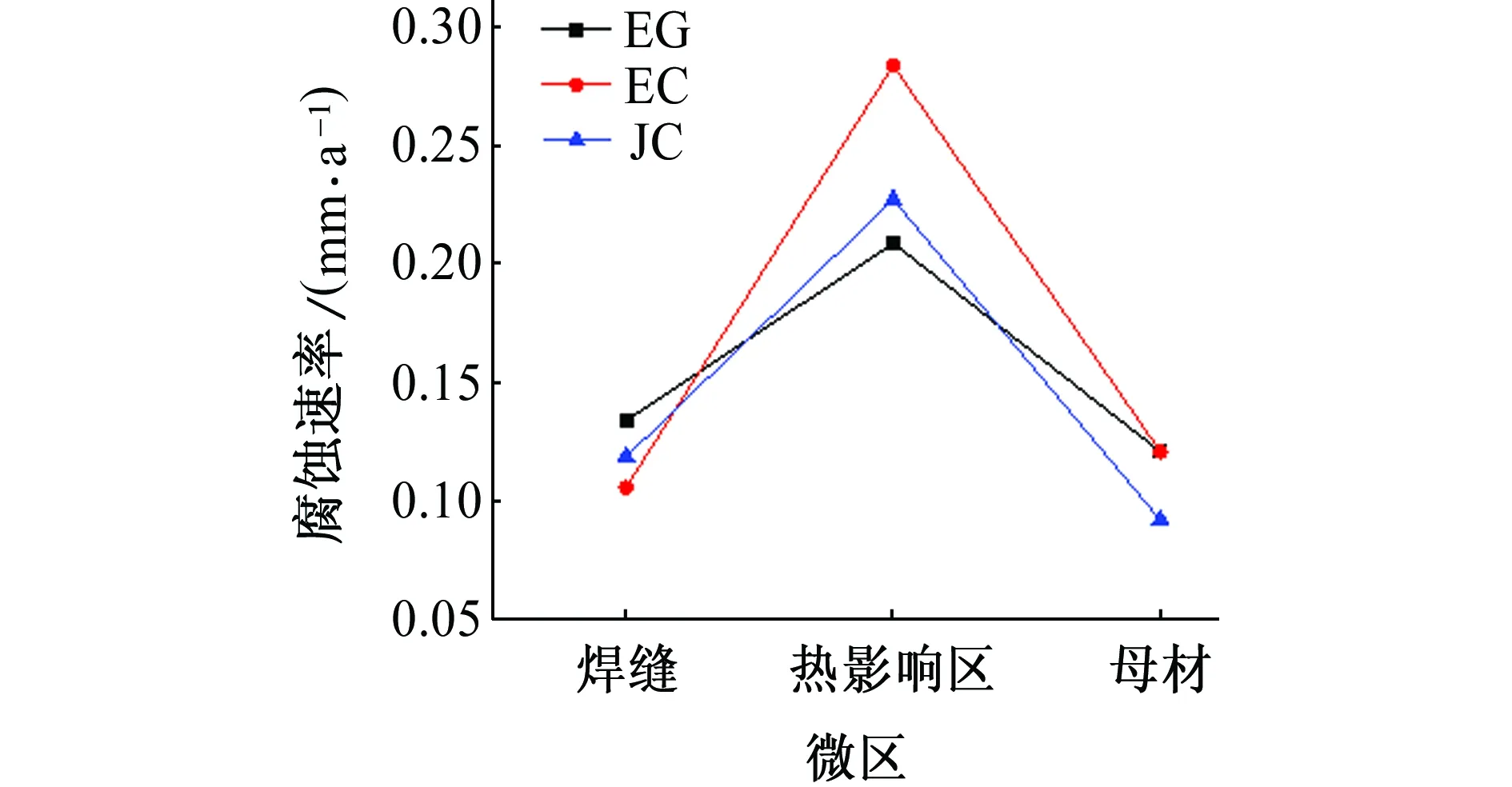
圖9 三種接頭各微區的腐蝕速率Fig. 9 Corrosion rates of microzones of three welded joints
在腐蝕性環境中,接頭會形成宏觀電偶,自腐蝕電位較高的母材充當陰極,自腐蝕電位較低的熱影響區充當陽極。作為陽極的熱影響區比作為陰極的母材區小很多,形成小陽極大陰極的組合,使得陰極的還原反應加速,導致陽極電流密度大大增加,從而顯著提高了熱影響區的腐蝕速率。
接頭各微區的組織、性能不同,當接頭的焊縫、熱影響區、母材均浸泡在3.5%的NaCl溶液中,勢必會形成各種不同的電偶電池,其驅動力就是各微區之間的電位差。熱影響區相對于母材作為陽極,發生陽極溶解,在熱影響區就容易發生點蝕。在慢應變速率拉伸過程中,同時存在附加應力和電化學作用,焊接接頭從點蝕坑作為裂紋的發源地,發生應力腐蝕開裂,并最終導致斷裂失效。
3 結論
(1) 對兩種轉向架用耐候鋼匹配兩種不同焊絲進行焊接得到EG、EC、JC三種接頭。力學性能檢測表明,JC接頭為低匹配接頭,其拉伸性能最好,且抗拉強度達544.9 MPa,伸長率為21.9%。
(2) EG、EC、JC接頭的焊縫區組織粗大且存在板條狀馬氏體,使該區域具有良好的耐腐蝕性能,熱影響區和熔合區組織及化學成分不均勻導致與母材之間的電位差加大,使其形成以熱影響區為陽極而母材為陰極的宏觀電偶,加速熱影響區的腐蝕。
(3) 在25 ℃的3.5% NaCl溶液中,抗應力腐蝕性能大小順序為JC>EC>EG,且從三種接頭的電化學腐蝕結果來看,JC接頭的電化學腐蝕傾向最小,即SMA490BW耐候鋼配CHW-55CNH焊絲接頭具有最好的耐腐蝕性能。
參考文獻:
[1] 屈朝霞,李自剛. 高強耐候鋼焊接接頭性能研究[J]. 寶鋼技術,2005(S1):69-73.
[2] 李恒奎,馬利軍,李曉燕,等. 動車組轉向架構架板材耐候性分析[J]. 腐蝕科學與防護技術,2014(1):8-12.
[3] 宋春暉,周學俊,李具中,等. 合金元素含量對耐候鋼在模擬海洋大氣環境下耐蝕性的影響[J]. 機械工程材料,2012,36(4):62-66.
[4] 王俊山,史培陽,劉鳳蓮,等. 鎳元素對高耐候鋼大氣腐蝕行為的影響[J]. 鋼鐵釩鈦,2013,34(6):106-109.
[5] 梁彩鳳,侯文泰. 碳鋼、低合金鋼16年大氣暴露腐蝕研究[J]. 中國腐蝕與防護學報,2005(1):2-7.
[6] CHEN Y Y,TZEBG H J,WEIB L I,et al. Corrosion resistance and mechanical properties of low-alloy steels under atmospheric conditions[J]. Corrosion Science,2005,47:1001-1021.
[7] 王景茹,張崢,朱立群,等. 碳鋼、低合金鋼大氣腐蝕數學模型研究[J]. 航空材料學報,2004(1):41-46.
[8] 張勵忠,劉博維,張淘,等. S355J2W耐候鋼焊接接頭顯微組織與力學性能[J]. 北京交通大學學報,2012,36(4):127-130.
[9] 孫齊磊,曹備,吳蔭順. Q235管線鋼焊接接頭微區電化學行為[J]. 北京科技大學學報,2009(1):41-47.
[10] 孫秋霞. 材料腐蝕與防護[M]. 北京:冶金工業出版社,2001.
[11] 張歡. 海洋環境用低合金鋼及焊接接頭腐蝕行為研究[D]. 鎮江:江蘇科技大學,2014.
[12] 傅振亮. 軌道客車轉向架防腐機理及涂層防腐工藝研究[D]. 大連:大連交通大學,2008.
[13] 陳小平,王向東,江社明,等. 晶粒尺寸對耐候鋼抗大氣腐蝕性能的影響[J]. 材料保護,2005,38(7):14-17.
[14] CHEN Y Y,TZENGB H J,WEIB L I,et al. Mechanical properties and corrosion resistance of low-alloy steels in atmospheric conditions containing chloride[J]. Materials Science and Engineering:A,2005,398(1/2):47-59.
[15] 高君. 船舶用異種高強鋼焊接接頭組織及性能研究[D]. 哈爾濱:哈爾濱工程大學,2012.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07