工藝參數(shù)對(duì)平板類(lèi)塑件翹曲變形的影響及優(yōu)化
2018-06-22 09:39:48劉峰沈洪雷
常州工學(xué)院學(xué)報(bào) 2018年2期
劉峰,沈洪雷
(常州工學(xué)院機(jī)械與車(chē)輛工程學(xué)院,江蘇 常州 213032)
0 引言
翹曲變形是注塑件常見(jiàn)的缺陷,導(dǎo)致翹曲變形的因素很多,但主要是由注塑件收縮不均造成的。翹曲造成的注塑件的彎曲和扭曲,不僅包括尺寸上的改變,也包括外觀輪廓的改變,嚴(yán)重影響制品的質(zhì)量[1]。隨著塑料工業(yè)的發(fā)展,對(duì)注塑件翹曲變形的研究也越來(lái)越深入。國(guó)外不少高校已做了大量研究,文獻(xiàn)[2]提出采用修改模具的方法來(lái)降低翹曲變形量,文獻(xiàn)[3]采用穩(wěn)健設(shè)計(jì)的方法降低翹曲變形量。國(guó)內(nèi)也有院校對(duì)此做了相關(guān)探索,文獻(xiàn)[4]提出一種優(yōu)化翹曲變形量的注塑模具澆口位置設(shè)計(jì)方法,文獻(xiàn)[5]研究了澆口位置對(duì)翹曲變形的影響。但這些方法難以分析澆口和結(jié)構(gòu)已定的塑件,相對(duì)而言,以工藝參數(shù)為分析對(duì)象適應(yīng)性更為廣泛。因此,本文在研究注射成型過(guò)程中,以注射工藝參數(shù)為研究對(duì)象,利用Moldflow軟件提供的正交、單因素實(shí)驗(yàn)方法分析各工藝參數(shù)對(duì)平板類(lèi)注塑件翹曲變形的影響,為快速優(yōu)化工藝參數(shù)以及模具設(shè)計(jì)提供可靠依據(jù)[6-9]。
1 模擬分析前處理
以國(guó)內(nèi)某公司生產(chǎn)的平板類(lèi)注塑件為例,其外形尺寸為276 mm×106 mm×9 mm,壁厚2 mm,材料為PP(牌號(hào)GPP20CF57HBGY),要求表面光潔無(wú)瑕疵,翹曲變形量不超過(guò)0.5 mm。考慮塑件結(jié)構(gòu)與要求,采用一模一腔多點(diǎn)進(jìn)澆成型,分析中采用雙層面網(wǎng)格模型,如圖1所示。對(duì)注塑成型工藝按照冷卻、填充、保壓、翹曲順序,進(jìn)行模擬分析。
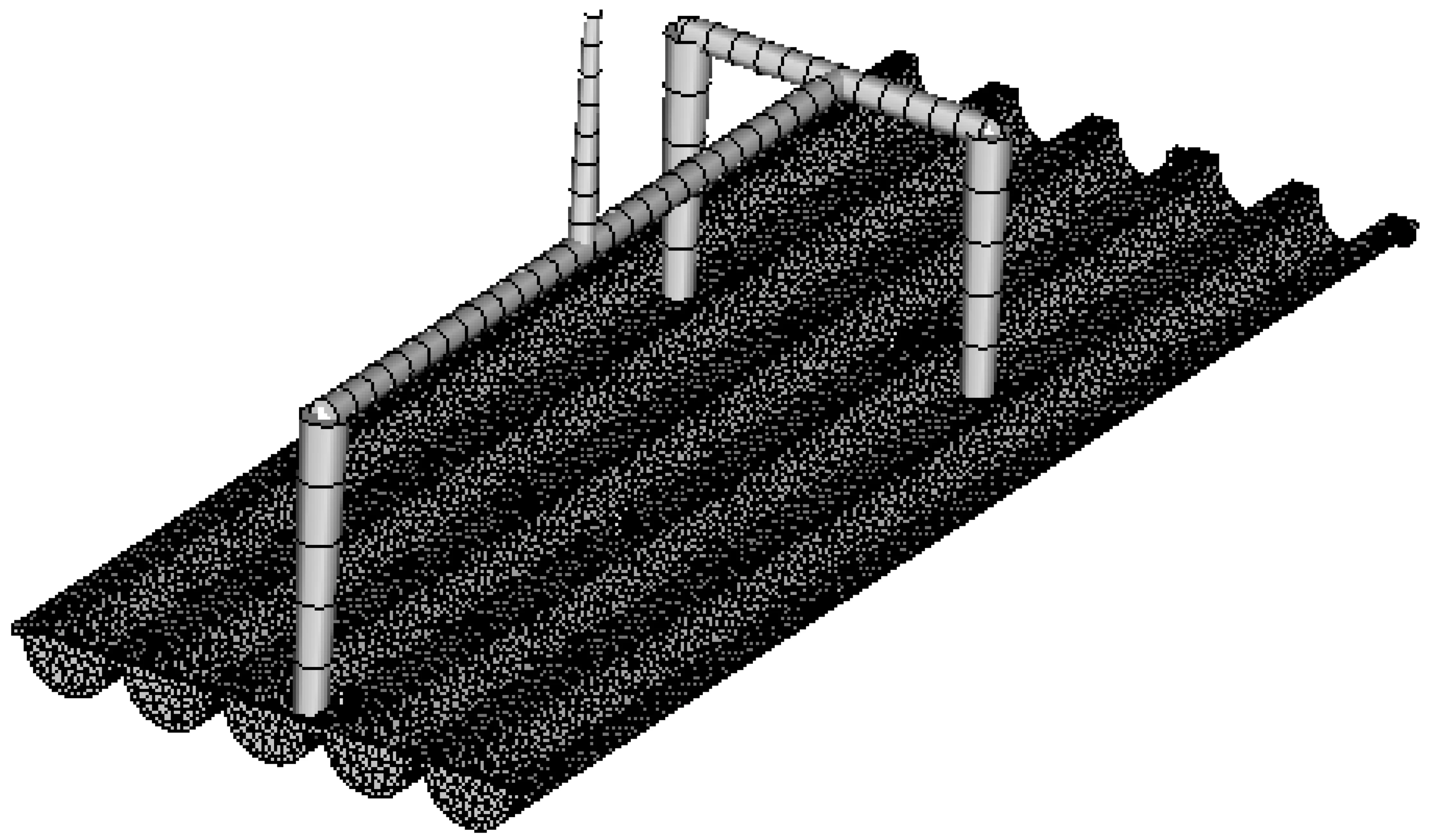
圖1 澆注系統(tǒng)與網(wǎng)格模型
2 工藝參數(shù)對(duì)翹曲變形的影響程度
采用Moldflow中基于正交實(shí)驗(yàn)法的Taguchi設(shè)計(jì)法,分析注射成型工藝參數(shù)對(duì)塑件翹曲變形的影響,找出主要影響因素并進(jìn)行優(yōu)化。
在Taguchi實(shí)驗(yàn)設(shè)計(jì)分析中,選擇熔體溫度A、注射時(shí)間B(這里用設(shè)定注射時(shí)間的百分率表示)、保壓時(shí)間C、保壓壓力D(這里用注射壓力的百分率表示)和注射+保壓+冷卻時(shí)間E共5個(gè)因素作為分析對(duì)象,分別設(shè)定3個(gè)水平值進(jìn)行實(shí)驗(yàn),見(jiàn)表1。實(shí)驗(yàn)?zāi)康闹饕强疾焖芗穆N曲變形量,考慮塑件翹曲變形主要是由收縮不均造成的,實(shí)驗(yàn)中也將頂出時(shí)體積收縮率一并作為評(píng)價(jià)指標(biāo),以便全面考察塑件的翹曲情況。
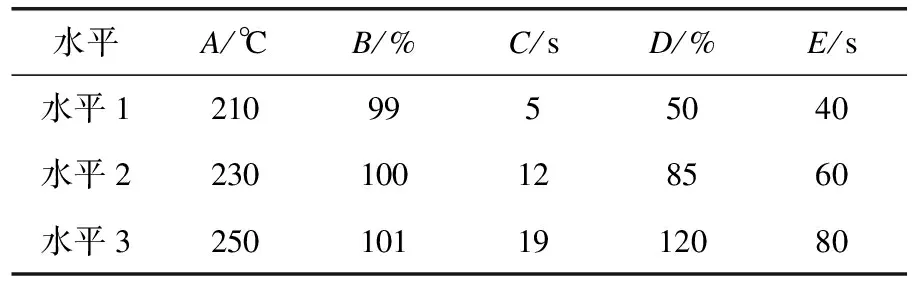
表1 實(shí)驗(yàn)參數(shù)取值
經(jīng)模擬計(jì)算可得到各工藝參數(shù)對(duì)評(píng)價(jià)指標(biāo)的影響權(quán)重,見(jiàn)表2。
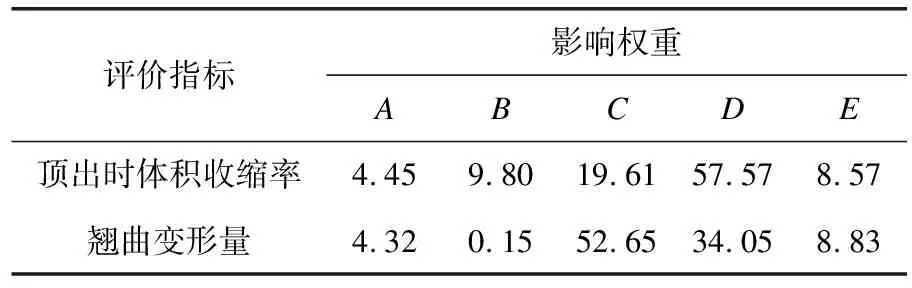
表2 模擬實(shí)驗(yàn)結(jié)果 %
由表2可見(jiàn):
1)對(duì)于頂出時(shí)體積收縮率,各參數(shù)的影響程度由大到小依次為:保壓壓力D、保壓時(shí)間C、注射時(shí)間B、注射+保壓+冷卻時(shí)間E、熔體溫度A。
2)對(duì)于翹曲變形量,各參數(shù)的影響程度由大到小依次為:保壓時(shí)間C、保壓壓力D、注射+保壓+冷卻時(shí)間E、熔體溫度A、注射時(shí)間B。
對(duì)上述2個(gè)評(píng)價(jià)指標(biāo)而言,保壓壓力和保壓時(shí)間的影響權(quán)重較大,為主要工藝參數(shù);熔體溫度、注射時(shí)間和注射+保壓+冷卻時(shí)間的影響權(quán)重較小,為次要參數(shù)。
3 工藝參數(shù)對(duì)翹曲變形的影響規(guī)律
根據(jù)上述正交實(shí)驗(yàn)結(jié)果,考慮工藝參數(shù)對(duì)翹曲變形的影響權(quán)重,選擇保壓壓力、保壓時(shí)間、熔體溫度和注射+保壓+冷卻時(shí)間4個(gè)參數(shù)進(jìn)行分析。利用Moldlfow中單因素實(shí)驗(yàn)方法來(lái)分析各參數(shù)對(duì)塑件評(píng)價(jià)指標(biāo)的影響趨勢(shì),能夠?yàn)閮?yōu)化工藝參數(shù)提供實(shí)驗(yàn)依據(jù)。為獲得較好的形狀和尺寸精度,需考慮塑件評(píng)價(jià)指標(biāo)的極值和差值,極值要小,同時(shí)差值也越小越好。
3.1 保壓時(shí)間的影響
保壓時(shí)間取值范圍為5~19 s,它對(duì)上述2個(gè)評(píng)價(jià)指標(biāo)的影響如圖2所示。保壓時(shí)間長(zhǎng),型腔中能補(bǔ)進(jìn)更多的物料,可以減小收縮,降低翹曲變形,但保壓時(shí)間過(guò)長(zhǎng),也容易使聚合分子鏈取向變化而導(dǎo)致應(yīng)力,使翹曲變形和體積收縮率增大。由圖中可看出,2個(gè)評(píng)價(jià)指標(biāo)曲線圖均呈拋物線形狀,且拐點(diǎn)大致相同,翹曲變形量最小值時(shí)的保壓時(shí)間為15.8 s。
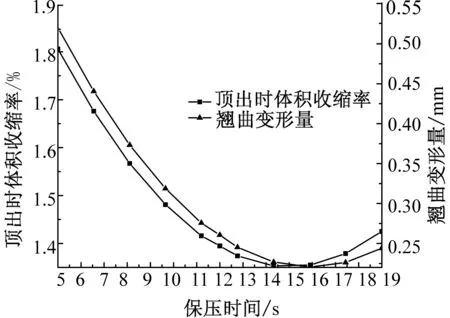
圖2 保壓時(shí)間的影響
3.2 保壓壓力的影響
保壓壓力導(dǎo)致應(yīng)力集中,翹曲變形增大。由圖3可看出,隨保壓壓力增大,頂出時(shí)體積收縮率曲線呈直線下降,翹曲變形量曲線呈拋物線形狀。保壓壓力為115%時(shí),翹曲變形量最小。
保壓壓力取值范圍為67.5%~120%。高的保壓壓力能更好地進(jìn)行補(bǔ)縮,降低體積收縮率和翹曲變形,但過(guò)高的保壓壓力,也容易導(dǎo)致頂出時(shí)體積收縮率的增大。由圖3可知,保壓壓力為115%時(shí),體積收縮率為1.13%,符合要求。
綜上,取保壓壓力為115%。
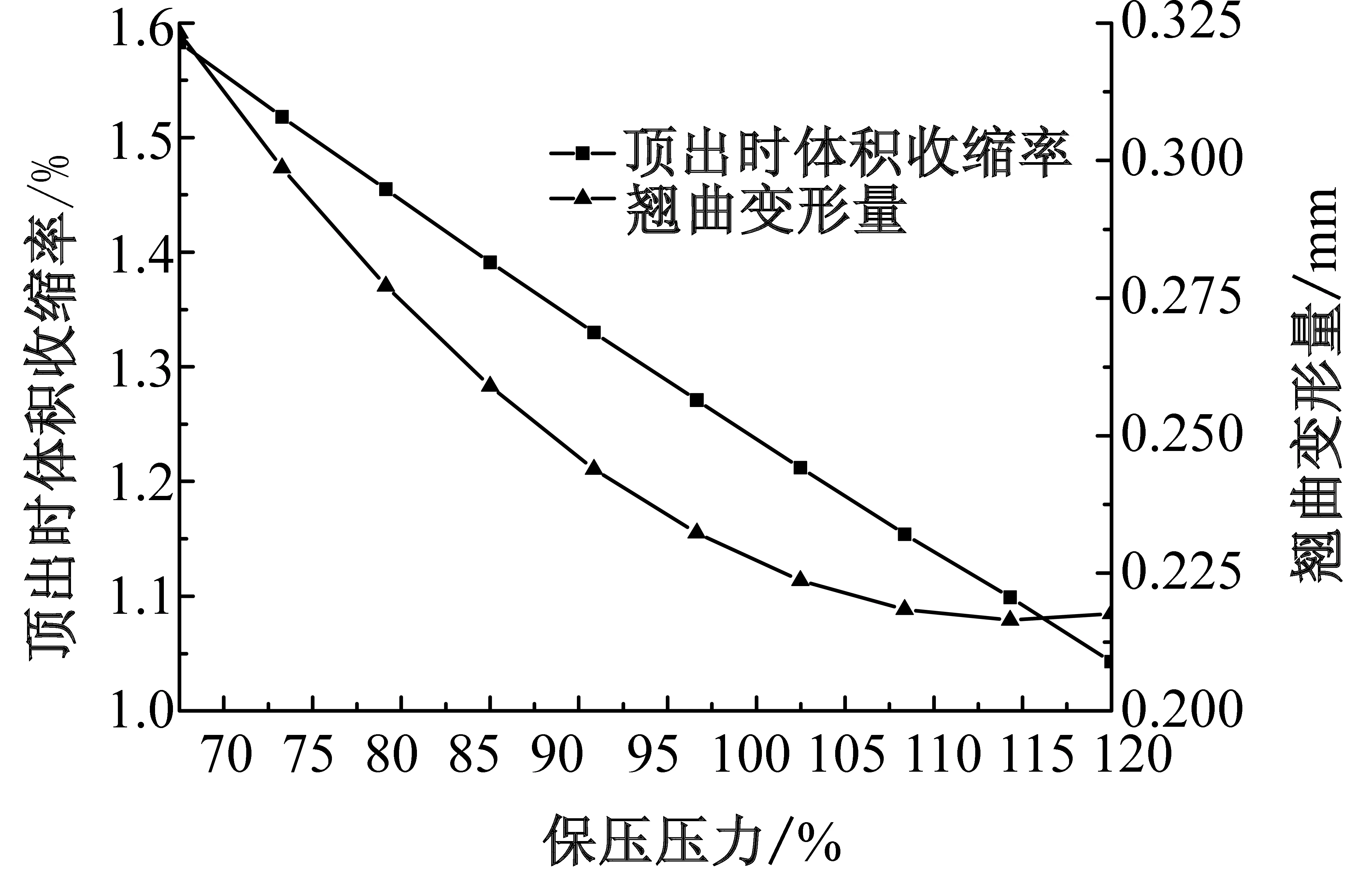
圖3 保壓壓力的影響
3.3 熔體溫度的影響
熔體溫度取值范圍為190~270 ℃,對(duì)兩評(píng)價(jià)指標(biāo)的影響如圖4所示。溫度低時(shí),聚合物的解纏能力低,熔體比容小、密度大,其收縮也小,有利于翹曲變形的減小。由圖中可看出,隨熔體溫度的升高,兩指標(biāo)逐漸增大,至峰值后回落。根據(jù)曲線圖,熔體溫度取值越低越好,但為保證流動(dòng)性,熔體溫度應(yīng)在熔融溫度之上。因此,可選擇推薦熔體溫度范圍里較低值。
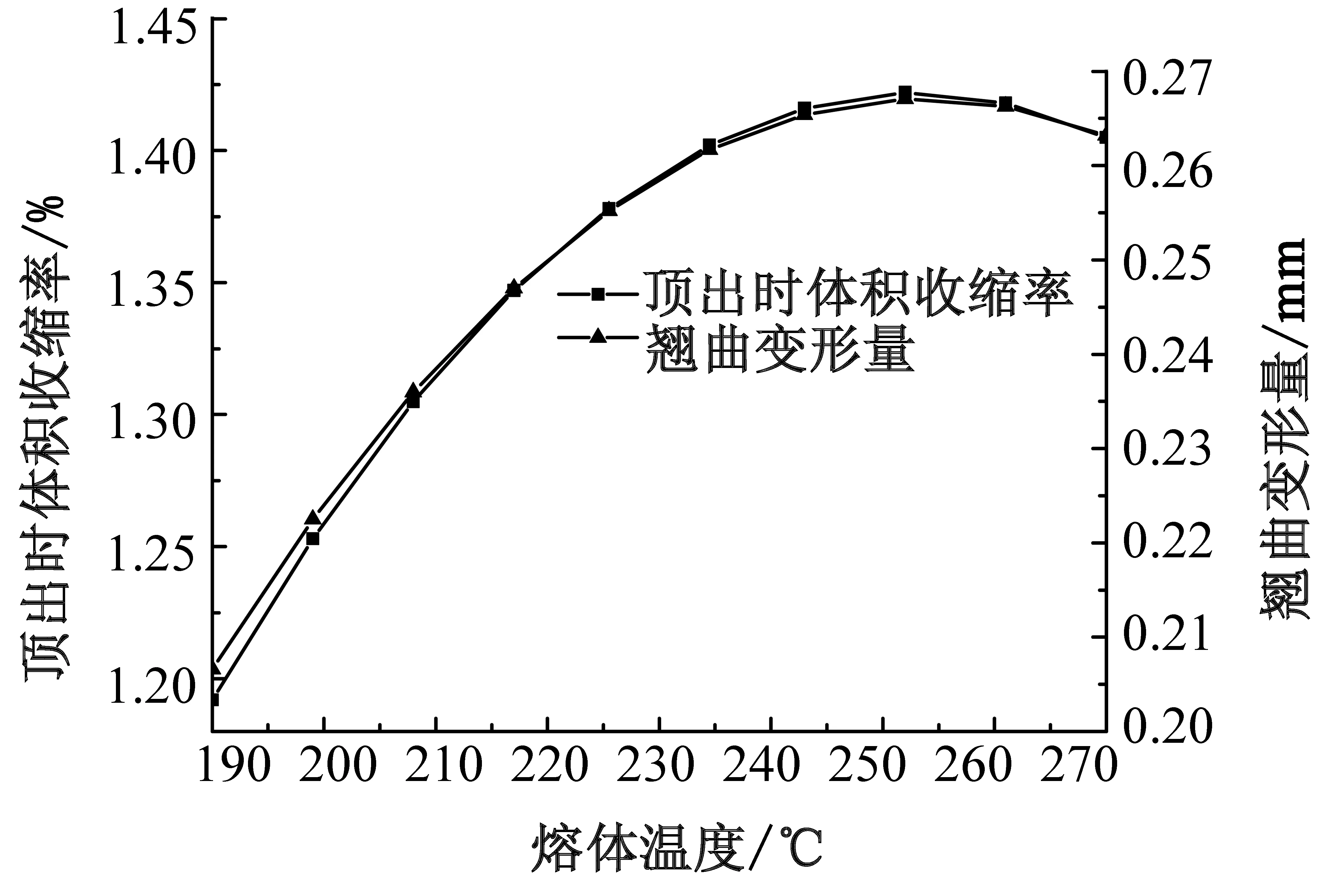
圖4 熔體溫度的影響
3.4 注射+保壓+冷卻時(shí)間的影響
注射+保壓+冷卻時(shí)間取值范圍為40~80 s,對(duì)兩評(píng)價(jià)指標(biāo)的影響如圖5所示。隨時(shí)間增加,頂出時(shí)體積收縮率逐漸增大,翹曲變形量先減小后增大。注射+保壓+冷卻時(shí)間為48 s時(shí),翹曲變形量最小,此時(shí)與40 s時(shí)翹曲變形量相差小于0.000 2 mm,與80 s時(shí)翹曲變形量相差小于0.001 5 mm。由此可知該工藝參數(shù)對(duì)翹曲變形量的影響較小,為提高效率,塑件表面冷卻到一定剛度后即可將塑件取出。
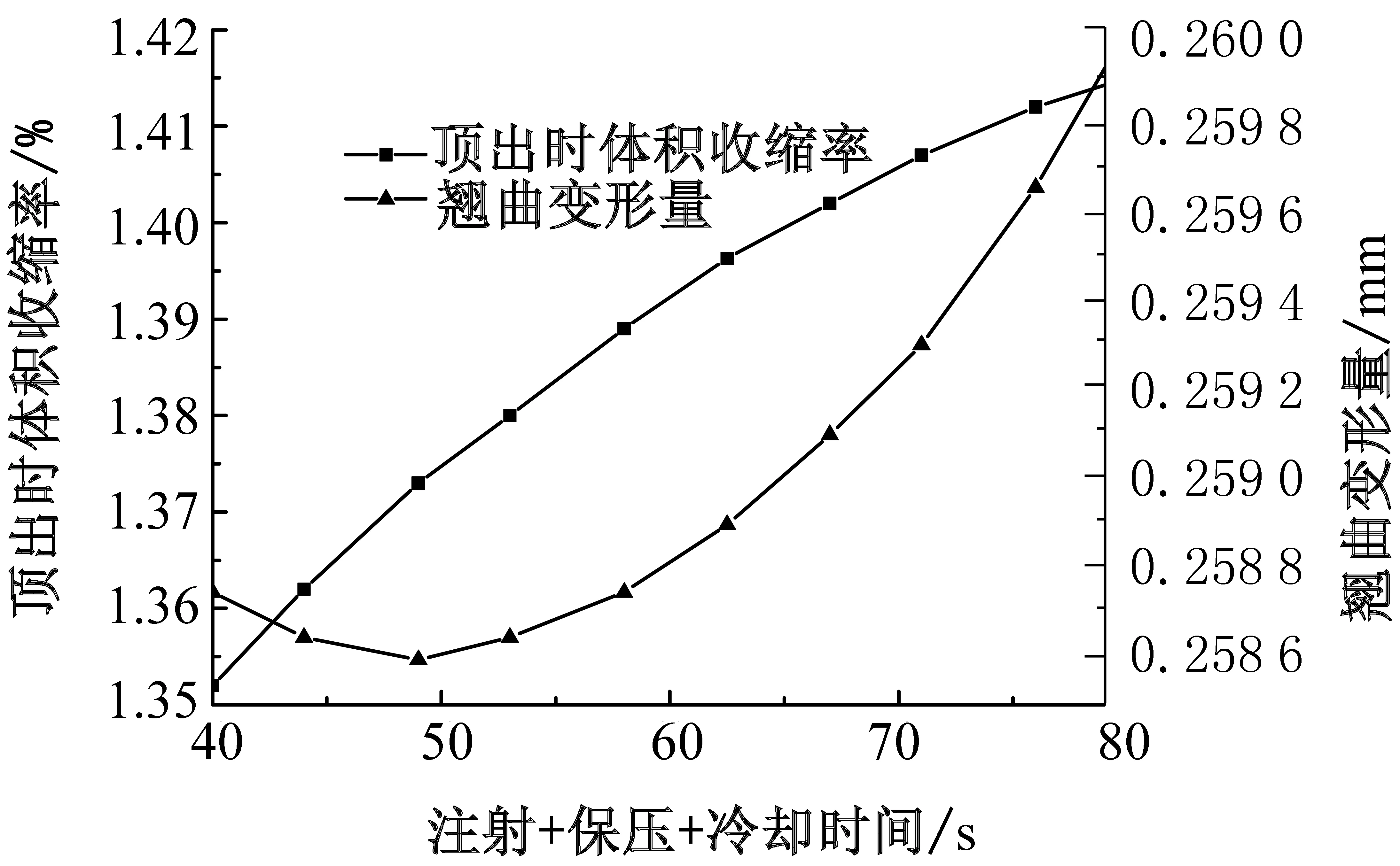
圖5 注射+保壓+冷卻時(shí)間的影響
4 實(shí)驗(yàn)驗(yàn)證
由上述模擬分析,結(jié)合生產(chǎn)實(shí)際,經(jīng)優(yōu)化調(diào)整后的注射工藝參數(shù)如表3所示。對(duì)此工藝參數(shù)進(jìn)行模擬分析,得到塑件變形結(jié)果如圖6所示。翹曲變形最大值為0.342 9 mm,其變形范圍為0.018 8~0.342 9 mm,完全符合塑件的要求。將該組工藝參數(shù)輸入注射機(jī)進(jìn)行試模,經(jīng)測(cè)量,樣件最大翹曲值為0.425 mm,滿(mǎn)足了塑件的要求。Moldflow的分析誤差為19.32%,誤差偏大,有待進(jìn)一步改善。

表3 工藝參數(shù)
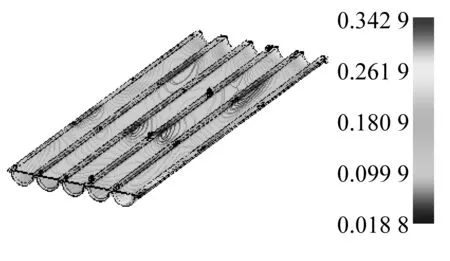
圖6 優(yōu)化后的翹曲變形(單位:mm)
5 結(jié)論
1)延長(zhǎng)保壓時(shí)間和增加保壓壓力有助于減小頂出時(shí)體積收縮率,對(duì)減小塑件翹曲變形量最為明顯,但過(guò)長(zhǎng)的保壓時(shí)間和過(guò)大的保壓壓力也容易形成過(guò)保壓,導(dǎo)致塑件翹曲變形量增大。為獲得最低變形量,建議選取曲線拐點(diǎn)時(shí)的參數(shù)值。
2)降低熔體溫度,有利于降低塑件翹曲變形量。在保證流動(dòng)性前提下,建議取推薦范圍內(nèi)較小值。
3)注射+保壓+冷卻時(shí)間對(duì)塑件翹曲變形量影響較小。為提高效率,實(shí)際生產(chǎn)中,待塑件表面冷卻到一定硬度即可開(kāi)模。
4)通過(guò)分析得到了翹曲變形量的最優(yōu)工藝參數(shù)組合,有效減少了翹曲變形,避免了反復(fù)調(diào)整和試模。希望為平板類(lèi)薄壁件的工藝參數(shù)優(yōu)化提供一些有益的借鑒。
[參考文獻(xiàn)]
[1]張昉昀,鐘漢如.基于Moldflow 和DOE 技術(shù)的翹曲變形工藝優(yōu)化[J].塑料,2011(4):90-92.
[2]FU Junyu,MA Yongsheng.Mold modification methods to fix warpage problems for plastic molding products[J].Computer-Aided Design and Applications,2016,13(1):138-151.
[3]SOBOLAK Steven J,JAVAD Badih A. Warpage Reduction through robust engineering of a thin-walled injection molded component[C]// ASME 2007 International Mechanical Engineering Congress and Exposition.Washington,2007:67-73.
[4]李吉泉,李德群,郭志英.基于特征翹曲度優(yōu)化的注塑模澆口位置設(shè)計(jì)[J].中國(guó)機(jī)械工程,2008,19(2):242-244.
[5]劉成娟,吳秋平,何海琴,等.注塑澆口對(duì)帶金屬嵌件打印機(jī)板翹曲變形的影響[J].塑料工業(yè),2014,42(4):35-38,47.
[6]涂恒強(qiáng),辛勇.基于響應(yīng)面設(shè)計(jì)的汽車(chē)精密制品翹曲分析及試驗(yàn)研究[J].機(jī)械科學(xué)與技術(shù),2015,34(4):565-569.
[7]付士軍.注射模工藝參數(shù)對(duì)塑件翹曲量的影響及優(yōu)化[J].機(jī)械設(shè)計(jì)與制造,2012(2):244-246.
[8]沈洪雷,王永壯,譚巍,等.工藝參數(shù)對(duì)厚壁注塑件表面縮痕的影響及其優(yōu)化[J].機(jī)械設(shè)計(jì)與制造,2015(2):246-248.
[9]ALTAN Mirigul.Reducing shrinkage in injection moldings via the Taguchi,ANOVA and neural network methods[J].Materials & Design,2010,31(1):599-604.
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
- 常州工學(xué)院學(xué)報(bào)的其它文章
- 高校圖書(shū)館資源利用現(xiàn)狀及對(duì)策研究
- 常州市R&D效率評(píng)價(jià)及影響因素研究
——基于蘇南五市的數(shù)據(jù)分析 - 浙江省信息消費(fèi)驅(qū)動(dòng)經(jīng)濟(jì)增長(zhǎng)的實(shí)證研究
——基于多元回歸模型和VAR模型分析 - 基于彈性中心的客車(chē)動(dòng)力總成懸置系統(tǒng)布置
- 對(duì)口單招本科人才培養(yǎng)的探索與實(shí)踐
——以材料成型及控制工程專(zhuān)業(yè)為例 - 理工科專(zhuān)業(yè)大學(xué)生暑期社會(huì)實(shí)踐現(xiàn)狀與對(duì)策