砌塊成型機振動方式研究
2018-06-22 02:12:20姚傳富
現代制造技術與裝備 2018年5期
姚傳富
(阜陽市興華機械裝備有限公司,阜陽 236000)
隨著社會環境保護意識的逐步增強,禁用實心黏土磚政策已在全國范圍內強制推行,混凝土砌塊作為替代實心黏土磚的新型墻體材料得到廣泛推廣和應用。混凝土砌塊成型機通常采用振動壓實的成型方式,由于下工作臺及上模板平板振動器安裝位置及激振方式不合理,砌塊缺角、密實度不夠的情況廣泛存在,對砌塊的外觀和內在質量造成不良影響,影響產品銷售,同時給相關建筑帶來嚴重的安全隱患。
1 問題的提出
作為砌塊成型機設備生產單位,阜陽市興華機械裝備有限公司設備安裝調試人員和產品最終用戶經常向售后部門反映存在砌塊缺角及密實度不均問題,經調查這種產品缺陷并非該公司生產的砌塊成型機獨有,在其他砌塊成型設備生產企業也十分常見,可以說是一種行業通病。為從根本上解決上述問題,阜陽市興華機械裝備有限公司成立了由筆者牽頭的攻關小組,對砌塊成型機理進行了系統、深入的研究,實施了大量的對比試驗。研究表明,砌塊成型質量有其內在規律性,針對性的采取工藝技術措施,完全可以避免上述質量問題的出現。
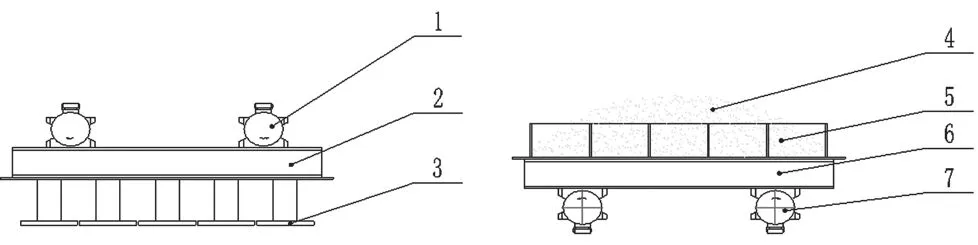
圖1 工作臺
對砌塊生產工藝過程進行仔細研究,人們不難發現,砂石料下落到凹模過程中,在凹模長度方向上呈現近似正態分布(見圖1),中間部分為垂直墜落,在重力沖擊下物料集中密實;凹模兩端部分為滑落,物料較為疏松,雖然攤平工序可以將凹模中間部分余料往兩端人工分布,但并不能完全解決由砌塊成型機內在結構造成的物料在凹模長度方向上分布不均的問題。
2 技術方案
弄清楚問題產生的內在原因,人們也就接近了解決問題的方法。以下簡要介紹阜陽市興華機械裝備有限公司研發的采用新的振動器配置方式的砌塊成型機工作裝置,以該裝置作為核心技術支撐的新型砌塊成型機已經獲得國家發明專利授權,并在行業內廣泛推廣和應用。
該裝置由上振動器、振動臺、砌塊成型凸模、砌塊成型凹模、工作臺、下振動器組成,如圖2所示。上振動器用高強度螺栓固定在振動臺的上端,砌塊成型凸模固定在振動臺的下端;砌塊成型凹模固定在工作臺的上端,下振動器固定在工作臺的下端,砌塊成型凸模與砌塊成型凹模上下對正布置。
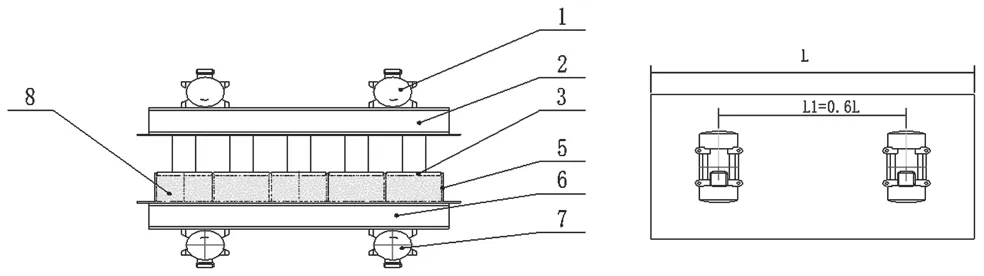
圖2 新型砌塊成型機工作裝置
本研究課題所要解決的技術問題采用了以下技術方案來實現。
(1)上振動器和下振動器均設置為左右兩個(左右皆以操作者目視方向為準),分別為左側上振動器和右側上振動器、左側下振動器和右側下振動器。上述左側下振動器逆時針旋轉實現振動,右側下振動器順時針旋轉實現振動,左側上振動器順時針旋轉實現振動,右側上振動器逆時針旋轉實現振動。
(2)兩個下振動器在左右水平方向的中心距按砌塊成型凹模有效工作長度的60%對稱布置,左側上振動器與左側下振動器、右側上振動器與右側下振動器在豎直方向上對應布置。
(3)為確保平板振動器振動方向符合要求,可以先在模具中放入混凝土,然后給其中一個平板振動器接線通電,觀察混凝土的流動方向,判斷平板振動器接線是否正確,如接線錯誤,斷電后調換任意兩個接線柱線頭即可。其他三個平板振動器亦然。
3 技術效果
前述技術方案是在全面、準確分析砌塊成型物理過程后提出的,目的性、針對性強,對提高砌塊質量可以起到立竿見影的效果,詳細分析如下。
(1)混凝土下落于凹模過程中,中間為直落,兩邊為滑落,中間密實,左右兩邊相對疏松。兩個下振動器在水平方向的中心距按凹模有效工作長度的60%對稱布置,激振力在左右水平方向上呈兩端稍大、中間稍小分布模式,有利于保證砌塊密實度的一致性。
(2)每次布料結束后,混凝土在凹模上均呈中間高、兩端低的準正態分布。工作臺左側下振動器逆時針旋轉,右側下振動器順時針旋轉,中間的物料向兩端流動,有利于減少凹模兩端缺料現象,使砌塊外觀光滑飽滿,提漿均勻,外觀質量大為提高。
(3)左右側上振動器與左右側下振動器在垂直方向上對正布置,振動方向相反,形成一對激振力矩,壓實作用得到最大程度發揮,有利于提高砌塊密實度,進而提高其抗壓和剪切強度。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
天天愛科學(2020年6期)2020-09-10 07:22:44
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
數學物理學報(2017年6期)2018-01-22 02:26:40
