工業(yè)自動化改造探究
2018-06-21 07:15:02張金權(quán)
金屬加工(冷加工) 2018年6期
關(guān)鍵詞:設(shè)備
目前在我國機(jī)械行業(yè)整體水平不高的態(tài)勢下,自動化改造只能是基于現(xiàn)狀進(jìn)行優(yōu)化,最大化的努力,將我們現(xiàn)有的設(shè)備資源加深利用,為企業(yè)謀取最大利益。本文是作者將親身經(jīng)歷的兩次成功自動化改造案例中的一些經(jīng)驗和失誤都做一剖析分享,希望能為今后需要改造的企業(yè)提供一些借鑒。
自動化在改造前后需要幾點(diǎn)支持,首先是設(shè)備資源和人力資源的這兩大核心資產(chǎn)的支持,其次就是建立工藝數(shù)字化,及時高效優(yōu)化,再加上信息化的支撐,通過整體的信息規(guī)劃布局,建立多種信息溝通渠道,達(dá)到制造過程的協(xié)同統(tǒng)一。自動化整線運(yùn)行如圖1所示。
1. 設(shè)備的選型
在自動化改造開啟之前,設(shè)備的選型有三點(diǎn)要求:
(1)通過對產(chǎn)品進(jìn)行評估,從現(xiàn)有設(shè)備資源中找出能夠滿足我們加工的產(chǎn)品需求及產(chǎn)品工藝要求的設(shè)備。比如,車床類就需要看兩軸的有效行程范圍能否滿足加工產(chǎn)品尺寸要求,主軸轉(zhuǎn)矩與切削半徑能否滿足切削力矩要求,刀臺工位數(shù)是否與加工零件工藝相匹配。
(2)設(shè)備是否具有自動化改造的先天條件,包括設(shè)備數(shù)控系統(tǒng)的開放程度,能否進(jìn)行控制方面的改造。
(3)選型設(shè)備的統(tǒng)一性,自動化設(shè)備選型的重要特征就是能夠最大限度的統(tǒng)一設(shè)備類型,設(shè)備種類繁多容易引起備件的種類繁多復(fù)雜,儲備備件不易,不利于在設(shè)備故障后快速恢復(fù),也不利于企業(yè)資金占用成本控制。
2. 精度、可靠性的檢查及恢復(fù)
自動化最重要的一個環(huán)節(jié)就是設(shè)備精度的穩(wěn)定可靠性。穩(wěn)定可靠的設(shè)備狀態(tài)是指連續(xù)加工過程中能夠確保加工產(chǎn)品的一致性,確保設(shè)備運(yùn)行狀態(tài)良好平穩(wěn),不出或少出故障,出現(xiàn)故障能夠及時高效恢復(fù)并投入到生產(chǎn)中去。

圖1 自動化整線運(yùn)行
穩(wěn)定的設(shè)備狀態(tài)是加工的前提,設(shè)備一旦進(jìn)入自動化生產(chǎn)線,以后再要進(jìn)行精度方面大的維修很麻煩,嚴(yán)重影響生產(chǎn)節(jié)拍。因此,對設(shè)備選型有幾個重點(diǎn)工作需要做,逐臺針對設(shè)備進(jìn)行各方面精度檢查。比如車床類,各軸的幾何精度包括定位精度、重復(fù)定位精度、平面度垂直度、主軸的回轉(zhuǎn)精度,還有包括刀架回轉(zhuǎn)定位的精度以及可靠性;再比如立加臥加類,除了各直線軸的精度檢查,還有回轉(zhuǎn)軸的精度檢查,交換臺、機(jī)械手及刀庫的動作可靠性檢查,及其各功能的恢復(fù)。機(jī)床工裝的確認(rèn),自動化生產(chǎn)線工裝不同于單機(jī)運(yùn)行的工裝,必須滿足自動裝夾工件功能。機(jī)床輔件功能的檢查及恢復(fù),冷卻、排屑系統(tǒng)檢查,確保輔件功能的完好性。
3. 設(shè)備控制改造
設(shè)備控制改造是自動化改造項目實(shí)施過程中最重要最復(fù)雜而且關(guān)鍵的一環(huán),直接影響到自動化整線功能的成功實(shí)現(xiàn),能否實(shí)現(xiàn)設(shè)計節(jié)拍效率的要求。設(shè)備控制改造初期,針對已選設(shè)備整理思路,根據(jù)工藝流程控制方案及自動控制原理,結(jié)合總控特點(diǎn)梳理出需要改造的項目。大致有以下幾點(diǎn):①自動化工裝控制信號,包括工裝檢測裝置、增加工件氣密檢測到位信號。②自動門控制及反饋信號。③切屑清理裝置控制。④機(jī)床與總控柜聯(lián)機(jī)信號等。
根據(jù)梳理出來的控制動作以及各種反饋信號統(tǒng)一整理,再根據(jù)所選型設(shè)備特點(diǎn),編制邏輯控制梯形圖,編制M代碼。這個過程需要預(yù)先和工藝、設(shè)備、自動化廠家相關(guān)人員相互協(xié)調(diào)聯(lián)系,要本著整體布局的思路,相互協(xié)調(diào)解決問題的方式,實(shí)現(xiàn)自動控制的整體運(yùn)行。還需要學(xué)習(xí)新的知識,攻克在邏輯控制程序編制經(jīng)驗方面的不足,尋求各種資源,查閱相關(guān)資料,虛心請教機(jī)床及系統(tǒng)售后廠家技術(shù)人員,共同探討面臨的各種問題。自動化線實(shí)時運(yùn)行如圖2所示。
筆者通過兩次自動化改造,在改造過程中遇到的問題主要有:
(1)整線開機(jī)運(yùn)行加工時的首件工件有料無料的檢測判斷問題。針對這一問題,首先通過機(jī)床工裝預(yù)夾緊動作檢測及其工件氣密檢測信號聯(lián)合起來準(zhǔn)確判斷,然后編制宏程序指令控制程序,完整可靠實(shí)現(xiàn)機(jī)床首件工件自動判斷有無料,最后在加工程序前插入宏程序,默認(rèn)后續(xù)有料運(yùn)行,來節(jié)省機(jī)床判斷頻率,減少判斷失誤,實(shí)現(xiàn)高效可靠加工。
(2)機(jī)床呼叫機(jī)器人上料換料后,工件放置可靠性問題。通過機(jī)器人與機(jī)床位置的精確對點(diǎn)保證位置可靠唯一性,依靠定位銷二次確認(rèn)準(zhǔn)確位置。
(3)機(jī)床切屑的問題。在自動化加工過程中,除了機(jī)床自身精度外,遺留切屑是影響加工精度的重要問題。切屑的來源主要有兩個方面,即加工過程中產(chǎn)生和隨著工件由上道工序帶到下道工序的切削。根據(jù)這個思路,我們首先對上道工序加工完后再加裝清理切屑裝置工序,保證切屑不在兩道工序間傳遞。針對加工過程中產(chǎn)生的切屑,通過改制原有工裝減少切屑停留,再增加專門的沖屑裝置,快速徹底清理。工件內(nèi)部也能會有一些死角的切屑無法清理,在換料過程正掉落到工裝的裝夾定位面上,通過在裝夾定位面上增加吹氣孔,清理定位面切屑。
(4)設(shè)備備件的儲備。針對已選型設(shè)備,總結(jié)平時維修經(jīng)驗,整理常用易損件明細(xì),做好合理數(shù)量的儲備,對于不經(jīng)常損壞的大備件,也要做一定數(shù)量的儲備,要防止一旦設(shè)備出現(xiàn)狀況后能夠在很短時間內(nèi)不因為設(shè)備備件停機(jī)造成的損失。
總之,在自動化過程中會遇到種種問題,我們需要做的就是針對發(fā)現(xiàn)的問題,分析根本原因,研究解決實(shí)施方案。

圖2 自動化線運(yùn)行
4. 工藝流程的確立及方案實(shí)施
工藝流程是在自動化方案確立初期就應(yīng)該設(shè)計好的,因為整個自動化方案的實(shí)施過程就是建立在工藝流程基礎(chǔ)之上的,工藝流程方案就是整個自動化方案的預(yù)先邏輯推演,確定好了工藝流程就是確定了自動化的整線框架,這也涉及到方方面面的問題。首先就是根據(jù)自動化線體設(shè)備情況選用什么樣的走線方式,包括機(jī)器人的選型方式,是桁架式還是地軌式,這是自動化初期必須確立的方案;其次就是機(jī)床的擺放形式及擺放位置,比如直線式還是環(huán)繞式,或者小單元型,這直接關(guān)系到自動化線整體布局問題;再就是加工工藝工序方案的確立,加工工藝方案的確立涉及到許多因素,比如單工序加工能力的測試,總工序節(jié)拍合理規(guī)劃,各個設(shè)備呼叫機(jī)器人上下料的時間分配等,其中還涉及到刀具刀片選型等諸多因素,當(dāng)然還有毛坯料尺寸穩(wěn)定性也是自動化線平穩(wěn)運(yùn)行的因素之一。
生產(chǎn)過程中加工零件的尺寸控制是保證產(chǎn)品質(zhì)量穩(wěn)定可靠的根源,產(chǎn)品質(zhì)量一致性問題是困擾我們生產(chǎn)的重要因素,我們采用在重要加工環(huán)節(jié)加入在線測量裝置,將一些重要尺寸納入監(jiān)測范圍內(nèi),并將在線測量裝置與每臺設(shè)備相連接,保證加工尺寸能夠?qū)崟r反饋,進(jìn)行刀補(bǔ),得以實(shí)時矯正(見圖3)。
5. 設(shè)備、產(chǎn)品等多種信息數(shù)據(jù)的采集,建立整體信息化支撐
設(shè)備、產(chǎn)品信息化是實(shí)現(xiàn)自動化整線生產(chǎn)的有力保障,信息化涵蓋的內(nèi)容也是多方面的。從設(shè)備方面看,設(shè)備備件信息化處理要準(zhǔn)確無誤處理好各個設(shè)備備件明細(xì),處理好備件及設(shè)備全生命周期的大數(shù)據(jù),處理好設(shè)備控制程序、加工程序,及各種參數(shù)備份等。從生產(chǎn)加工方面看,包含毛坯料廠家的各種信息、加工工序、操作人員、加工日期及流水號等各種加工過程中涵蓋的信息。
在產(chǎn)品加工過程中,我們采用每臺設(shè)備單獨(dú)標(biāo)識信息反饋到總控系統(tǒng),在加工完成后再由總控系統(tǒng)反饋給打標(biāo)機(jī),通過二維碼和明碼的形式,在每個工件上做好共有信息及單獨(dú)標(biāo)記,做到產(chǎn)品標(biāo)識的唯一性(見圖4)。
最終我們將這些數(shù)據(jù)通過建立一整套信息化方案布局,通過將各種工藝方案、圖樣等數(shù)字化,部署MES系統(tǒng)等來解決產(chǎn)品追溯性等許多問題(見圖5)。通過設(shè)備與系統(tǒng)數(shù)據(jù)集成,建立產(chǎn)品信息數(shù)據(jù)庫,將計劃、物流、質(zhì)量過程與設(shè)備集成制造過程的協(xié)同,來支撐生產(chǎn)組織實(shí)施,實(shí)現(xiàn)產(chǎn)業(yè)鏈信息互通共享,確保生產(chǎn)組織高效運(yùn)行,為資源匹配奠定基礎(chǔ)。
6. 人員素質(zhì)和能力的提升及培養(yǎng)
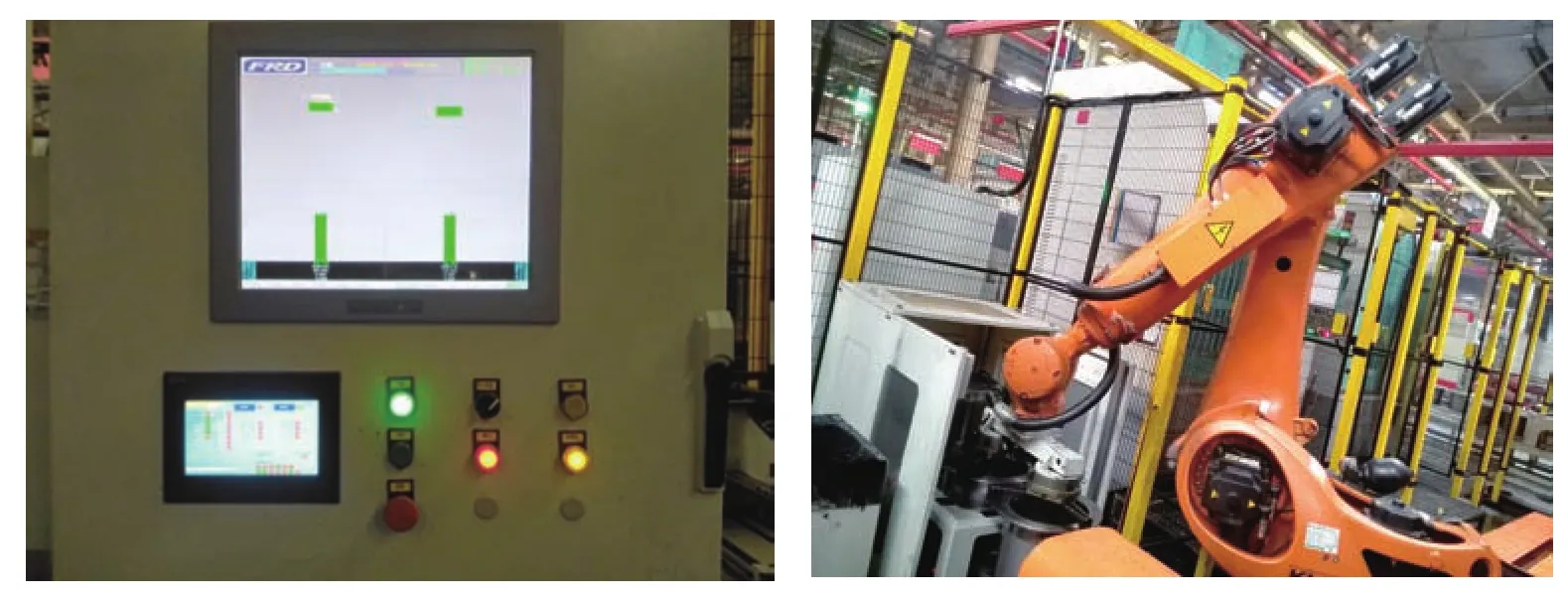
圖3 工件在線實(shí)時測量

圖4 工件信息標(biāo)刻

圖5 信息實(shí)時采集
人員素質(zhì)和能力的培養(yǎng)提升是一個較為漫長的過程,人員不僅包含操作人員,還包括設(shè)備維修、工藝技術(shù)、管理人員整體的素質(zhì)能力提升。
對于自動化線操作人員要求,由原來的單機(jī)操作變成自動化整體監(jiān)控,要擺脫單機(jī)操作的定式思維,做到整體掌握自動化線所有設(shè)備的全局思維,熟悉整線設(shè)備生產(chǎn)流程(包含單機(jī)操作能力),做到會簡單預(yù)判設(shè)備故障,能夠快速開機(jī)運(yùn)行投產(chǎn)。
設(shè)備維修人員能力也需要上一個大的臺階,有如下三個方面要求:一是加大日常巡檢巡查力度,做好預(yù)防預(yù)見性維修工作;二是加強(qiáng)對自動化線設(shè)備的學(xué)習(xí),熟練掌握單機(jī)工作原理及整線工作流程,努力提升自身工作能力和水平,并對新增設(shè)備及其新技術(shù)新知識加快學(xué)習(xí);三是做好合理準(zhǔn)確儲備整線設(shè)備備件,根據(jù)平時經(jīng)驗積累,判斷設(shè)備備件壽命周期,做好合理安排儲備數(shù)量,在保證安全運(yùn)行前提下盡可能減少庫存占用,降低消耗指標(biāo)。
工藝技術(shù)也要轉(zhuǎn)換,由單機(jī)運(yùn)行模式到整線聯(lián)機(jī)模式,計算整線生產(chǎn)節(jié)拍,合理安排加工流程,實(shí)現(xiàn)最大化排產(chǎn),在自動化線整體改造前期做好換產(chǎn)準(zhǔn)備,以備后續(xù)運(yùn)行時換產(chǎn)順利進(jìn)行。特別是做好日常刀具壽命管理工作,在刀具磨損方面積累數(shù)據(jù),并能將大量的記錄數(shù)據(jù)合理有效轉(zhuǎn)換為經(jīng)驗積累,有效分析當(dāng)前生產(chǎn)中存在的刀補(bǔ)問題,為自動化刀具補(bǔ)償加工做好準(zhǔn)確有效的鋪墊。
7. 安全因素
自動化改造除了上述幾點(diǎn)外,安全方面也是一個不可忽略的重要因素。安全主要是設(shè)備與總控聯(lián)機(jī)后要實(shí)現(xiàn)不漏一個細(xì)節(jié),做到安全互鎖的完善、可靠性。
但在這個過程中可能也會發(fā)生一些難以預(yù)料的問題,比如在機(jī)床加工中,當(dāng)設(shè)備出現(xiàn)報警提示信號處理起來還是比較容易,但是當(dāng)設(shè)備異常時并沒有報警提示信息時,我們還難以處理。
為此,除了加強(qiáng)人員巡檢力度,我們通過正常狀態(tài)的數(shù)據(jù)積累,利用超時報警方法監(jiān)控設(shè)備狀態(tài),利用遠(yuǎn)程遙控來控制異常設(shè)備,及時處理設(shè)備異常但又無法及時處理的情況(見圖6)。在機(jī)器人控制程序中增加防撞力矩設(shè)計,將力矩在每段程序中調(diào)節(jié)到合適大小,保證既能正常生產(chǎn)又能在出現(xiàn)意外時檢測到力矩異常而報警停止。

圖6 遠(yuǎn)程控制
自動化改造是一個未知的道路,是一個需要永遠(yuǎn)前進(jìn)的道路,前面不管我們遇到什么困難,都需要通過自身努力探索,不斷完善加強(qiáng)學(xué)習(xí),才能取得更大的進(jìn)步。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
