數控機床自動換刀方案設計
2018-06-21 07:15:10山推工程機械股份有限公司濟寧272000姜興康張瑞臣翟中俠
金屬加工(冷加工) 2018年6期
關鍵詞:程序
■ 山推工程機械股份有限公司 (濟寧 272000) 姜興康 張瑞臣 翟中俠
現有數控機床要實現自動換刀,需要附帶自動換刀系統,這種換刀系統自動化程度高、存放刀具多,但價格高昂,需數萬至幾十萬元,且由于結構復雜,維護成本較高。對于加工工件種類單一、需要刀具數量較少且頻繁換刀的廠家,使用此種換刀系統成本太高,如不采用,使用人工換刀則費時費力。為此設計了一種帶定位和夾緊裝置的刀架,再通過數控編程實現取刀和放刀過程,從而實現數控機床的自動換刀。
刀架結構如圖1所示,共設置8個刀位。
1. 刀架各部分結構及作用
(1)刀架體:刀架體是整個刀架的主體部分,其結構如圖2所示,刀架體的高度與刀具長度相關,各刀位間距則與存放刀具直徑相關,刀架體通過緊固件固定在設備工作臺T型槽內,刀架體兩側圓孔為吊裝孔。
(2)刀架板:刀架板用于刀具的放置以及定位板安裝,如圖3所示,刀架板通過螺栓固定在刀架體上,并由定位銷進行定位,避免刀架板位置移動,刀架板中間設置了基準孔,作為刀架坐標系零點,刀架板兩側半圓孔上下倒角,成V字狀,與刀具刀柄處V型槽配合,從而托住刀具。

圖1 刀架結構
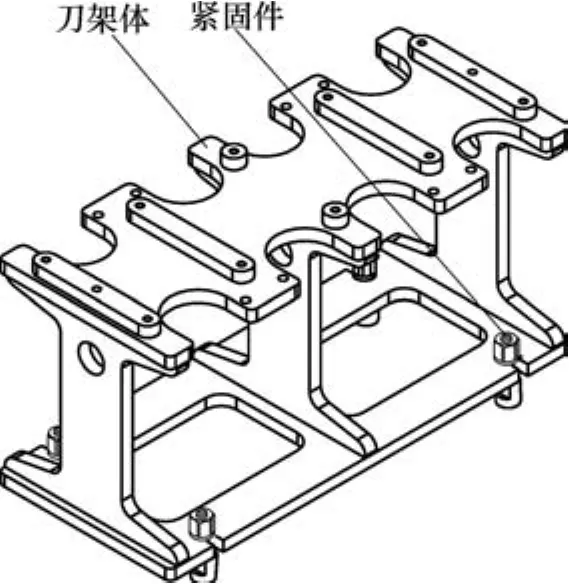
圖2 刀架體結構
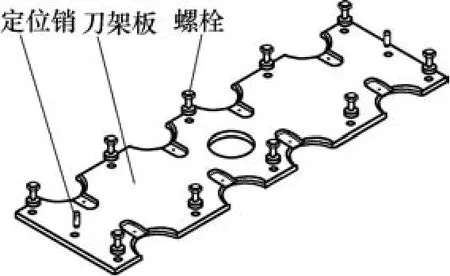
圖3 刀架板結構
(3)定位板:定位板用于刀具定位,如圖4所示,定位板通過螺釘固定在刀架板的U型槽內。
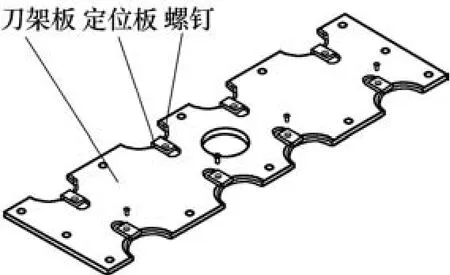
圖4 定位板結構
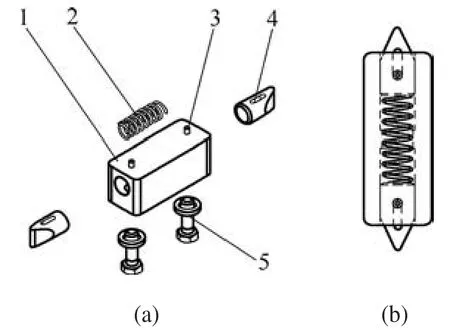
圖5 夾緊裝置結構
(4)夾緊裝置:夾緊裝置用于刀具夾緊,如圖5a所示,卡座通過螺栓固定在刀架體上,如圖5b所示,彈簧、卡緊銷安裝在卡座孔內,彈簧提供彈力,作用于卡緊銷上,當刀具靠近夾緊裝置時,卡緊銷通過擠壓彈簧可以在卡座孔內移動,并頂住刀具,卡緊銷上設有鍵槽,通過螺釘對卡緊銷進行限位和導向,避免卡緊銷掉出或轉動。
2. 刀架工作原理
如圖6所示,刀具通過刀柄V型槽放置在刀架板上,夾緊裝置卡在刀具外沿上,避免刀具掉落,定位板卡在刀具U型槽內,避免刀具由于卡緊銷作用力或其他因素造成刀具轉動,進而使刀具U型槽與設備主軸平鍵無法嚙合,主軸取刀時出現撞刀現象;控制部分利用數控編程完成刀架上各刀位刀具的選擇以及控制主軸卡爪的松開與夾緊,完成取刀和放刀動作,實現自動換刀。
3. 刀架使用方式
(1)將刀架通過緊固件固定在工作臺側邊T型槽內,并使用百分表通過刀架板側邊找正刀架,再用百分表確定刀架板中心基準孔位置,以此為刀架的坐標零點。
(2)在確定刀架的位置后,將一刀具安裝在機床主軸上,采用手動方式,將刀具放置在刀架任一刀位上,以此確定刀架板的高度尺寸,注意刀具與刀架板刀位上下部位間隙均勻,避免在換刀過程中刀具與刀架發生碰撞,損壞主軸。
(3)編制換刀子程序,換刀子程序中以不同參數表示各刀位點、取刀或放刀選擇,并利用程序跳轉完成取刀和放刀動作。
(4)在工件加工程序中,輸入表示在所需刀位點取刀和放刀動作的參數,并調用換刀子程序,即可完成自動換刀。
4. 換刀程序
(1)換刀子程序。本文僅寫出刀架左側1#刀位的換刀子程序,子程序中各位置點(平面)如圖7所示,其余刀位與之類似。
O1000 子程序號
N10 G49;取消刀具長度補償
N20 G00G90Z-240;到達安全平面
N30 G00G59X-370Y500;到達換刀起始點
N40 M05;主軸停止
N50 M19;主軸定向
N60 IF[#1EQ1]GOTO80;當#1=1時跳轉至N80
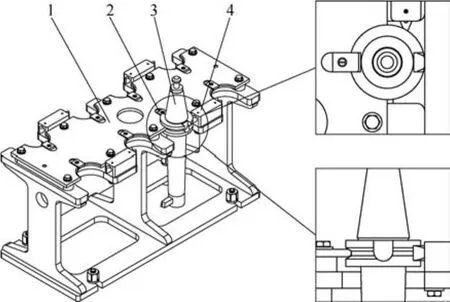
圖6 刀具放置
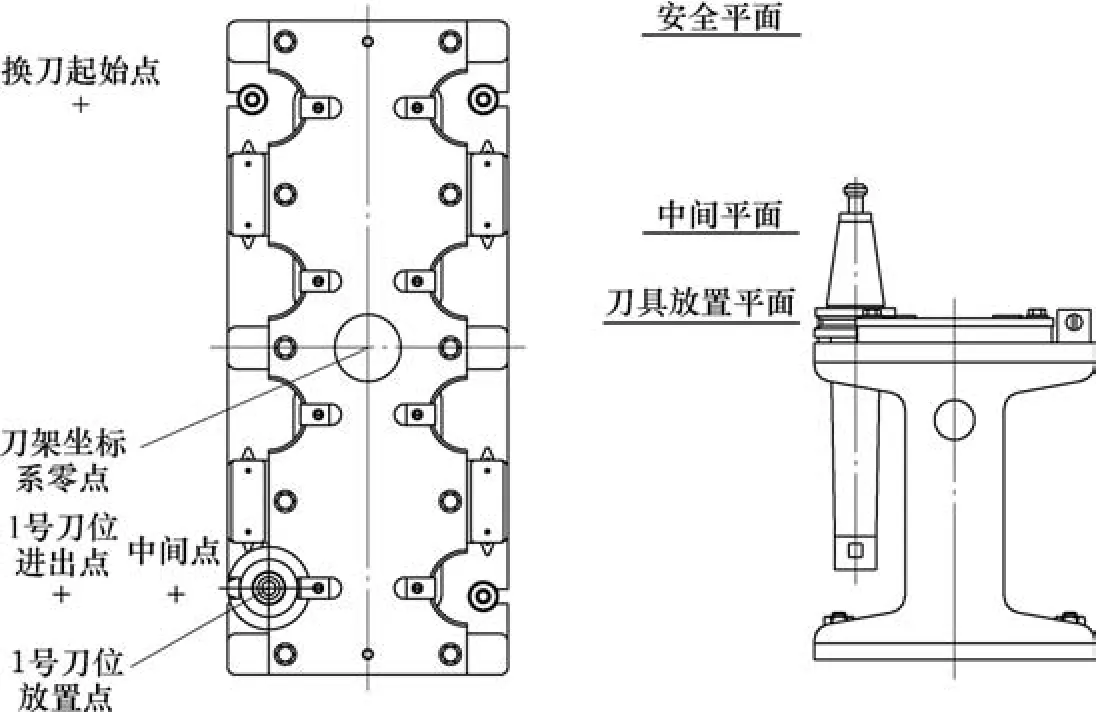
圖7 換刀子程序各位置點(平面)
N70 IF[#1EQ1.1]GOTO200;當#1=1.1時跳轉至N200
N80 G0 X-120Y-290; 到達1號刀位放置點
N90 M26;主軸松刀
N100 G04P2000;暫停2s,等待卡爪松開
N110 G00 Z-440;到達中間平面
N120 G01Z-548.5F3000;到達刀具放置平面
N130 M25;主軸夾刀
N140 G04P2000;暫停2s,等待卡爪夾緊
N150 X-220;到達中間點
N160 G00 X-370;到達1號刀位進出點
N170 Z-240;到達安全平面
N180 Y500;到達換刀起始點
N190GOTO290;跳轉至N290
N200 G0Y-290;到達1號位進出點
N210Z-548.5;到達刀具放置平面
N220 G00X-220; 到達中間點
N230 G01X-120F3000; 到達1號刀位放置點
N240 M26;主軸松刀
N250 G04P2000;暫停2s
N260 G00Z-240;到達安全高度
N270 M25;主軸夾刀
N280X-370 Y500;到達換刀起始點
N290 M99;程序結束
(2)主程序。
O1001主程序號
#1=1;#1賦值,表示取1號刀
M98P1000;調用子程序取刀
……加工程序
#1=1.1; #1賦值,表示將刀具放回1號刀位
M98P1000;調用子程序放刀
M30;程序結束
5. 結語
此刀架結構簡單,維護方便,制作費用低,可以以較低的成本,實現數控機床的自動換刀,降低了操作者的勞動強度,并節約了加工時間。
:
[1] 成大先.機械設計手冊[M].北京:化學工業出版社,2007.
[2] 陳宏鈞.實用機械加工工藝手冊[M].北京:機械工業出版社,2003.
[3] 陳海舟.數控銑床加工宏程序及應用實例[M].北京:機械工業出版社,2006.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
