支撐罩落料引伸復(fù)合模的設(shè)計(jì)
2018-06-20 03:22:32田若思上海機(jī)電工程研究所
鍛造與沖壓 2018年12期
文/田若思·上海機(jī)電工程研究所
通過對(duì)支撐罩的結(jié)構(gòu)特點(diǎn)、使用狀況及制造要求進(jìn)行工藝分析,設(shè)計(jì)出落料引伸一次成形復(fù)合模,實(shí)際使用后極大地提高了工作效率,滿足了產(chǎn)品的質(zhì)量要求。
航天產(chǎn)品需要滿足苛刻的使用條件和良好的綜合性能測試,因此要求其具有加工精度高、性能安全可靠、動(dòng)作準(zhǔn)確無誤等特點(diǎn),否則將會(huì)造成重大的經(jīng)濟(jì)損失,嚴(yán)重影響我國航天事業(yè)的發(fā)展。為此就需要有一整套的安全應(yīng)對(duì)措施和試驗(yàn)手段,通過模擬各種環(huán)境條件的變化因素,力求在地面就要把各種可能出現(xiàn)的隱患、故障進(jìn)行逐一排除,確保萬無一失,以滿足產(chǎn)品應(yīng)用的各項(xiàng)技術(shù)要求。
支撐罩的結(jié)構(gòu)特點(diǎn)及制造要求
支撐罩是某型號(hào)產(chǎn)品試驗(yàn)裝置中的一個(gè)零件,產(chǎn)品為一次性使用易損件,材質(zhì)采用08鋼,厚度t=0.5mm,沖孔直徑要求mm,外圓直徑要求mm,且要求兩者的同軸度為φ0.1mm,成形后的產(chǎn)品不得有飛邊、毛刺,皺折、裂紋等缺陷,具體結(jié)構(gòu)如圖1所示。由以上要求可知,該件為典型的回轉(zhuǎn)體類拉伸沖壓落料件,根部圓角R2mm>2t,滿足拉伸工藝對(duì)根部圓角的要求,制件采用08鋼,具有良好的延伸性,易于滿足拉伸成形后的各項(xiàng)質(zhì)量指標(biāo)要求。支撐罩成形后的三維效果如圖2所示。
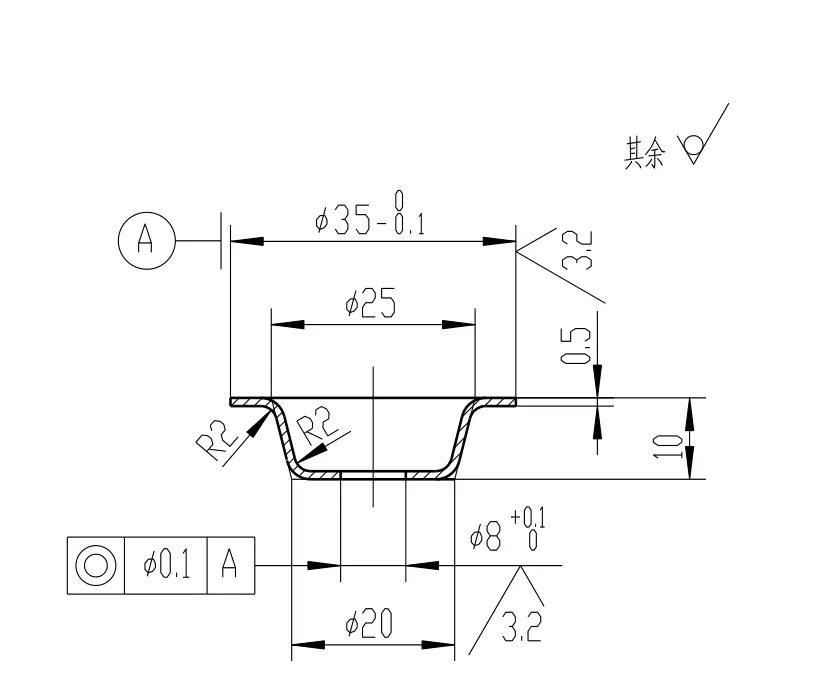
圖1 支撐罩結(jié)構(gòu)圖
圖2 支撐罩成形三維效果圖
支撐罩落料引伸復(fù)合模的設(shè)計(jì)
⑴坯料直徑的計(jì)算。
制件展開坯料計(jì)算時(shí),按照其截面中線,由CAD軟件周長自動(dòng)計(jì)算功能得知展開尺寸為φ46.697 mm,根據(jù)經(jīng)驗(yàn)值得知有緣制件的修邊余量一般選擇2.5mm,所以坯料直徑確定為φ52mm。
⑵確定拉伸次數(shù)。
在確定制件的拉伸工藝和模具設(shè)計(jì)時(shí),必須預(yù)先確定制件是否可以一次拉伸成形,或是需要幾道工序才能制成,正確解決這一工藝問題將直接關(guān)系到制造的經(jīng)濟(jì)性與成品的成形質(zhì)量等級(jí)。
根據(jù)制件板料的相對(duì)厚度t/D及凸緣相對(duì)直徑df/d(d取制件截面大、小徑中值),查表得知相對(duì)高度H1/d1為0.48~0.58,據(jù)此得出:

通過計(jì)算得知工件的相對(duì)厚度小于1.5,因此需要使用壓邊圈來防止起皺。
⑶凸凹模間隙的確定。
沖裁間隙是直接關(guān)系到?jīng)_壓件斷面質(zhì)量、尺寸精度、模具壽命和力能消耗的重要工藝參數(shù),因此必須依據(jù)一定的原則來選取合理的間隙值,從而滿足對(duì)使用性能的要求。
落料間隙確定的原則:落料制件尺寸取決于凹模尺寸,在設(shè)計(jì)落料模時(shí),以凹模為基準(zhǔn),間隙取在凸模上。考慮沖裁中凸凹模的磨損,所設(shè)計(jì)的凹模基本尺寸應(yīng)取制件尺寸公差范圍內(nèi)的較小尺寸,這樣保證在凸凹模有一定程度磨損的情況下,仍可沖出合格制件。凸凹模的間隙取最小合理間隙值,通過計(jì)算得出落料凹模、凸模的基本尺寸為:

沖孔間隙確定的原則:沖孔時(shí)孔的尺寸決定于凸模尺寸,在設(shè)計(jì)沖孔模時(shí),以凸模為基準(zhǔn),間隙取在凹模上,同樣考慮沖裁時(shí)凸凹模的磨損,所設(shè)計(jì)的凸模基本尺寸取制件孔尺寸公差范圍內(nèi)的較大尺寸。通過計(jì)算得出沖孔凸凹模的基本尺寸為:

⑷工藝方案的確定。
由支撐罩結(jié)構(gòu)圖可知,零件成形需完成落料、沖孔、拉伸、翻邊等工序。如果采用單工序完成,勢必增加模具數(shù)量,使操作者的勞動(dòng)強(qiáng)度增大,效率也不會(huì)很高,無法滿足批量生產(chǎn)需要。采用一次落料、沖孔、拉伸、翻邊復(fù)合模工藝,雖然模具結(jié)構(gòu)相對(duì)復(fù)雜,但可以確保制件尺寸精度和一致性的要求,同時(shí)也能極大地提高生產(chǎn)效率,減輕操作者的勞動(dòng)強(qiáng)度。因此決定按復(fù)合模工藝要求進(jìn)行設(shè)計(jì)。
⑸模具總體設(shè)計(jì)。
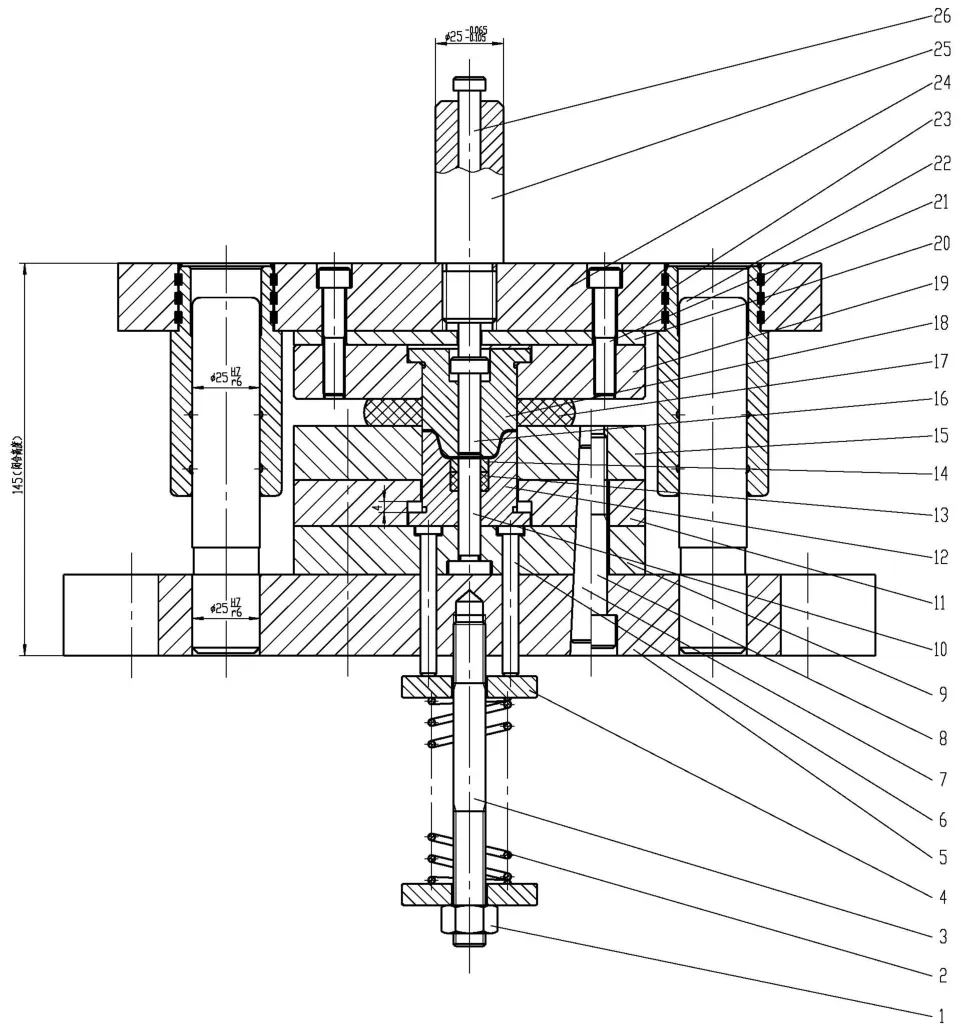
圖3 支撐罩落料引伸復(fù)合模裝配圖
根據(jù)制件的結(jié)構(gòu)要求和復(fù)合模具工藝設(shè)計(jì)規(guī)范要求,設(shè)計(jì)出模具總體結(jié)構(gòu)(圖3)。導(dǎo)柱、導(dǎo)套作為精確導(dǎo)向的零件,要求有較高的硬度和耐磨性,選擇T10工具鋼,熱處理硬度要求為50~55HRC。凸模10、凸凹模18、落料凹模15作為擁有刃口的關(guān)鍵零件,采用Cr12冷作模具鋼,熱處理硬度要求為58~62HRC。為確保導(dǎo)柱與導(dǎo)套配合精度與中心距的要求,在導(dǎo)套與上模板間用銅合金或低熔點(diǎn)合金澆入固連。模具裝配后,其上模座沿導(dǎo)柱上、下移動(dòng)時(shí)應(yīng)平穩(wěn)和無滯停現(xiàn)象。
為保證上、下模合模后的定位精度要求,模具設(shè)有導(dǎo)柱22和導(dǎo)套23進(jìn)行精確導(dǎo)向。工作時(shí),料片放入落料凹模15上平面的預(yù)定位置,通過凸凹模18、凸模10和落料凹模15的有效配合,將料片一次沖壓、拉伸、翻邊成形。模具回程后,模具底部卸料裝置依靠彈簧2將成形凹模12向上推動(dòng)一個(gè)行程,使成形后的產(chǎn)品脫離落料凹模15,打料桿26通過推桿16將孔內(nèi)沖出的多余料片推出。橡膠墊17一方面起到了壓邊圈的作用,另一方面可退出制件的周邊余料,至此一個(gè)工作循環(huán)結(jié)束。
結(jié)束語
支撐罩落料引伸復(fù)合模具投入使用后,制件質(zhì)量達(dá)到了設(shè)計(jì)要求,滿足了批量化生產(chǎn)的需要。該模具具有操作簡便、使用安全可靠、維修更換易損件方便、效率較高的特點(diǎn)。制件的外觀無折皺、裂損、拉傷等缺陷,對(duì)類似產(chǎn)品的一次拉伸、沖壓、翻邊成形工藝積累了經(jīng)驗(yàn),具有一定的推廣應(yīng)用價(jià)值。
