跨流域輸水工程中大型鋼岔管現(xiàn)場原位安裝的質(zhì)量管理
2018-06-14 05:42:56王宏偉
水利規(guī)劃與設(shè)計(jì) 2018年5期
王宏偉,趙 勇
(1.山東海洋集團(tuán),山東 濟(jì)南 250002;2.遼寧省石佛寺水庫管理局,遼寧 沈陽 110000)
跨流域輸水工程中鋼岔管是一項(xiàng)不可或缺的內(nèi)容,但受體積和重量的制約,長途運(yùn)輸中超高、超寬成為難以解決的問題。遼寧省某重點(diǎn)工程針對(duì)該難題,從工程實(shí)際出發(fā),通過采用分體運(yùn)輸,現(xiàn)場組裝的方式,順利完成了鋼岔管的生產(chǎn)安裝,為鋼岔管的應(yīng)用提供了新的思路。文章以此為例,詳細(xì)描述大型鋼岔管從廠內(nèi)分瓣生產(chǎn)到現(xiàn)場原位安裝的質(zhì)量管理情況。
1 工程概況
岔管主管直徑φ5440mm,支管直徑φ3820mm,岔管長度9.33m,設(shè)計(jì)過水壓力0.8MPa,加強(qiáng)梁板厚δ120mm,管壁厚30mm,重95.82t。主管材料采用Q345C鋼板,加強(qiáng)梁采用Q345Z25鋼板。
鋼岔管外形布置圖如圖1所示。

圖1 鋼岔管外形布置圖
本工程由于線路跨度大,鋼岔管生產(chǎn)車間與現(xiàn)場安裝點(diǎn)距離約350km,岔管運(yùn)輸中涉及諸多限寬、限高位置,整體運(yùn)輸難度非常大,并且岔管重量大起吊安裝極度困難。考慮工程條件,最終對(duì)施工方案進(jìn)行優(yōu)化設(shè)計(jì),決定鋼岔管在廠內(nèi)分片生產(chǎn),廠內(nèi)預(yù)組裝驗(yàn)收合格后,運(yùn)至現(xiàn)場進(jìn)行原位安裝焊接。
2 鋼岔管制造
2.1 施工準(zhǔn)備
(1)編制鋼岔管施工專項(xiàng)方案。方案中包含鋼岔管分解部件生產(chǎn)表、焊接工藝評(píng)定、焊接工藝規(guī)程、無損檢測工藝、防腐施工工藝、吊裝運(yùn)輸方法、現(xiàn)場拼裝焊接工藝、消應(yīng)處理工藝及整體進(jìn)度計(jì)劃安排。方案上報(bào)監(jiān)理批準(zhǔn)后作為生產(chǎn)、安裝作業(yè)指導(dǎo)書。
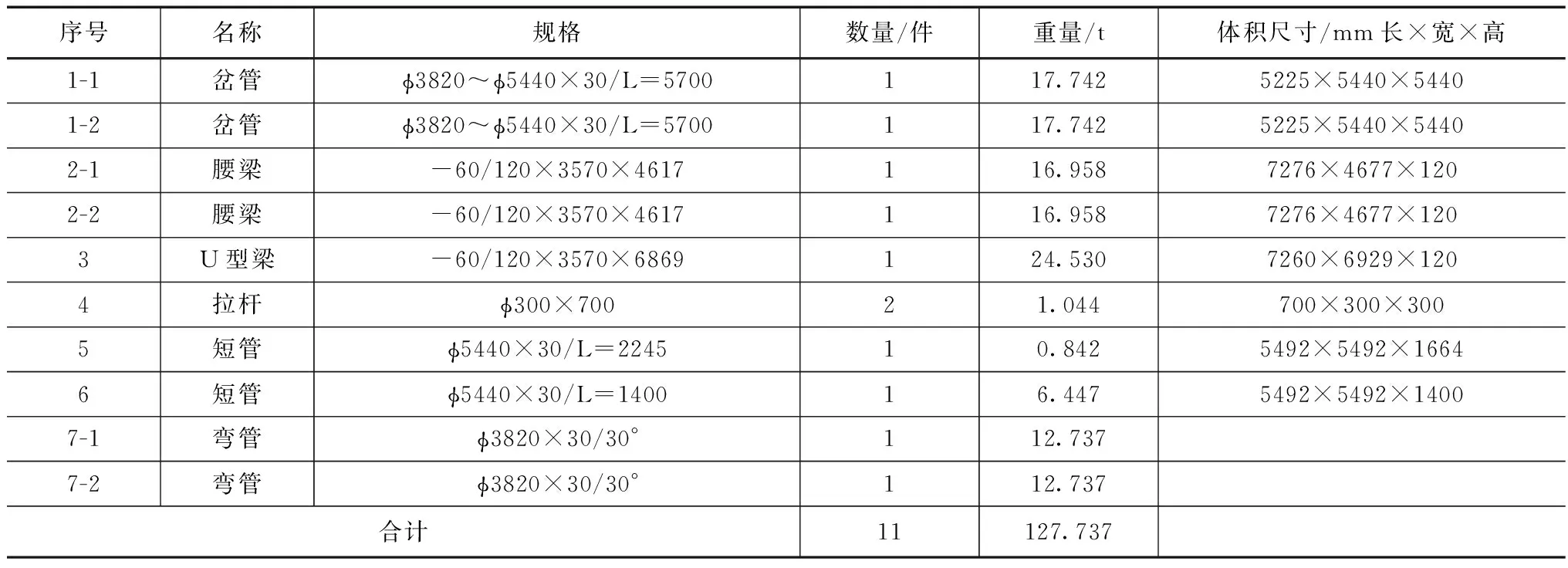
表1 鋼岔管分解部件表
(2)原材料檢測。加強(qiáng)梁材質(zhì)為Q345Z25鋼板逐張進(jìn)行超聲波檢測,并增做厚度方向(Z向)的性能試驗(yàn)及硫含量檢測;焊接全部采用埋弧自動(dòng)焊和CO2氣體保護(hù)焊,自動(dòng)焊絲選用JW-1(H10Mn2)/φ4.0mm,焊劑選用SJ101/40;CO2焊絲選用RM-56/φ1.2mm。
2.2 岔管制造及廠內(nèi)預(yù)組裝
(1)畫線下料編號(hào)。考慮運(yùn)輸限制及吊裝難度,將鋼岔管分為腰梁2段,U型梁1段,φ5440短管2節(jié),岔管2節(jié),拉桿2件,彎管2件,共11個(gè)部件。如圖2所示。

圖2 岔管分解標(biāo)注
根據(jù)分塊原則,為保證各部件的切割精度,鋼板采用氧、丙烷數(shù)控火焰下料。為盡量減少變形和收縮應(yīng)力,岔管的管殼與肋板的連接焊縫為不對(duì)稱的K型坡口,且坡口角度隨管殼與肋板的交角變化而變化,此漸變坡口采用半自動(dòng)火焰切割并人工打磨成型。
(2)鋼岔管預(yù)組裝。岔管組裝時(shí)以φ5440、φ3820主支管管口為基準(zhǔn),調(diào)整主支管的圓心位置,各部分的位置裝配中的錯(cuò)邊應(yīng)采用卡具校正,不得用錘擊或其它有損鋼板的器具校正。主支管應(yīng)設(shè)置內(nèi)支撐。組裝完成后應(yīng)進(jìn)行外形、尺寸檢查。
(3)預(yù)組裝驗(yàn)收。考慮本工程采取現(xiàn)場原位安裝的施工方式,為避免岔管運(yùn)至現(xiàn)場后存在外形、尺寸等方面的問題,造成不必要的損失,決定由業(yè)主、設(shè)計(jì)、監(jiān)理及施工單位共同進(jìn)行廠內(nèi)預(yù)組裝之后的驗(yàn)收。
2.3 岔管現(xiàn)場原位安裝及焊接
(1)現(xiàn)場測量放線控制。
考慮岔管安裝位置的精確,并確保岔管與前后管道的銜接,岔管現(xiàn)場組裝前要求根據(jù)設(shè)計(jì)圖紙現(xiàn)場放樣定點(diǎn),確定主支管管中心點(diǎn)位置及拉桿中心位置。放樣時(shí)要考慮管中心線高程。之后要根據(jù)放樣點(diǎn)進(jìn)行岔管原位組裝,組裝完畢后,應(yīng)對(duì)各焊縫的寬度、錯(cuò)邊量進(jìn)行檢查糾正,確保后續(xù)焊接工作不受影響。
為降低原位安裝難度,保證安裝精度,安裝前提前制作了3個(gè)鋼支墩,放于岔管主管及2個(gè)支管口處。支墩擺放位置應(yīng)根據(jù)放樣點(diǎn)確定,確保岔管部件在支墩上安裝完畢后僅需要微調(diào)即可符合設(shè)計(jì)位置與高程。
(2)鋼岔管焊接。

焊工(一)由6~9點(diǎn)方向所在區(qū)間焊縫分三段,逆向焊內(nèi)坡口;
焊工(三)由3~6點(diǎn)方向所在區(qū)間焊縫分三段,順向焊內(nèi)坡口;
焊工(二)由3~12點(diǎn)方向所在區(qū)間焊縫分三段,順向焊外坡口;
焊工(四)由9~12點(diǎn)方向所在區(qū)間焊縫分三段,逆向焊外坡口。
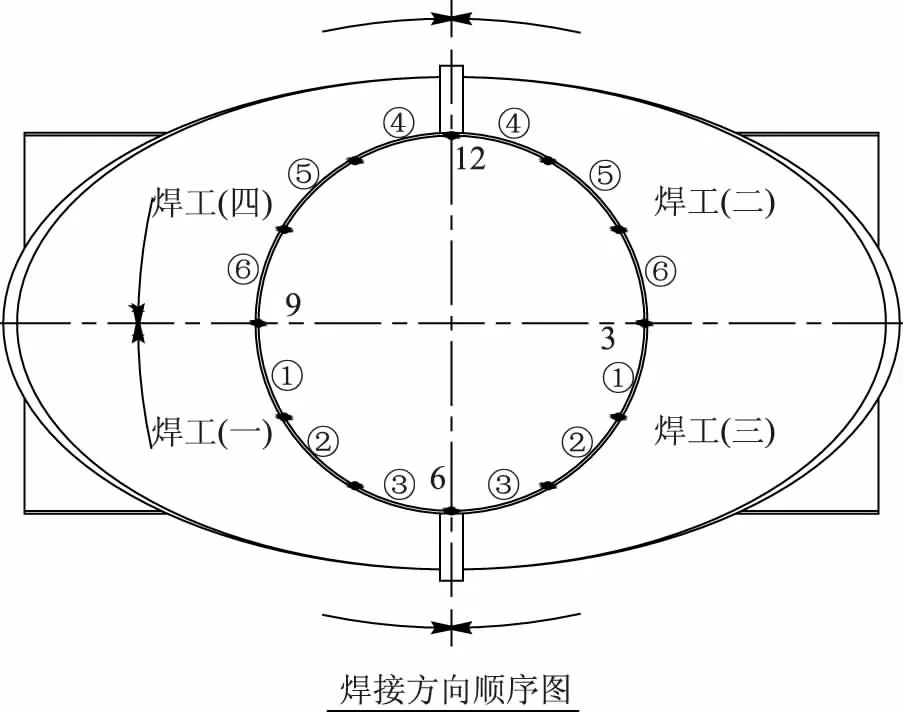
圖3 焊縫分段及焊接順序示意圖
原位安裝主、支管與加梁角焊縫采用CO2氣體保護(hù)焊,焊縫背面貼陶瓷襯墊。襯墊的使用有利于焊接時(shí)電弧穩(wěn)定,保證焊接質(zhì)量,提高工效,改善焊工工作條件,促使焊縫成型飽滿,焊跡整齊。
原位組裝定位點(diǎn)焊后,正式焊接前應(yīng)進(jìn)行固定焊,其目的是減少焊接應(yīng)力集中隔斷變形,止裂,保證焊接精度,防止變形。固定焊焊縫長300mm,焊前應(yīng)預(yù)熱,預(yù)熱溫度、層間焊接溫度要求150~200℃,焊縫質(zhì)量同正式焊接相同,焊接層間接頭處要依次錯(cuò)開,全部焊接完成后,固定焊300mm焊縫要?dú)馀伲匍_檢查,一、二類焊縫中不應(yīng)保留定位焊縫。
加強(qiáng)梁焊接時(shí),應(yīng)進(jìn)行預(yù)熱,預(yù)熱溫度120~150℃,采用溫度自控電加熱毯加熱,電熱毯上鋪蓋50mm巖棉板保溫,溫度測量采用熱電偶測溫儀,距離焊縫76mm處設(shè)測溫點(diǎn),每條焊縫測量點(diǎn)間距不大于2m,且不少于3組。預(yù)熱焊縫應(yīng)一次焊完,不得中途停頓、中斷,嚴(yán)格控制層間焊接溫度150~200℃。
正式焊接時(shí)要求從構(gòu)件受周圍約束較大的部位開始焊接,向約束較小的部位推進(jìn);焊接時(shí)先焊內(nèi)縫,后焊外縫。采用兩組焊工對(duì)稱焊接,焊接時(shí)方向必須一致,且保證焊速、電流、位置同步,防止收縮扭曲。
(3)焊縫無損檢測。
岔管焊縫進(jìn)行100%超聲波檢測;并做5%射線探傷復(fù)驗(yàn)。焊縫及環(huán)向焊縫交叉處的丁字焊縫應(yīng)進(jìn)行100%射線檢驗(yàn)。
值得注意的是,本工程因岔管加強(qiáng)梁厚度為120mm,超出了X射線的探傷范圍,而采用γ射線檢驗(yàn)(鈷60放射源)。由于其危險(xiǎn)性較大,施工前應(yīng)上報(bào)專項(xiàng)施工方案,并且向當(dāng)?shù)毓病h(huán)保、技術(shù)監(jiān)督局備案,方可移動(dòng)使用。移動(dòng)鈷60放射源由專用運(yùn)輸車輛運(yùn)輸,施工過程中現(xiàn)場150m范圍內(nèi)不得留有非工作人員。
(4)焊縫缺陷處理及修補(bǔ)。
鋼管表面不允許存在電弧擦傷,如有擦傷,應(yīng)將傷處打磨,并檢查有無裂紋。焊縫內(nèi)部或表面發(fā)現(xiàn)裂紋時(shí),應(yīng)進(jìn)行分析,找出原因,制定措施后方可焊補(bǔ)。焊縫內(nèi)部缺欠應(yīng)采用砂輪或碳弧氣刨方法清除,并修磨成利于焊接的凹槽。焊補(bǔ)前應(yīng)檢查,如為裂紋缺欠,則應(yīng)采用磁粉或滲透方法進(jìn)行檢測,確認(rèn)裂紋已消除,方可焊補(bǔ)。
同一部位的焊縫返工次數(shù)不宜超過2次,超過規(guī)定次數(shù)的返工,應(yīng)制定可靠的技術(shù)措施后方可進(jìn)行,返工后的焊縫,應(yīng)再次進(jìn)行無損檢測,檢測及評(píng)定按原要求進(jìn)行。焊縫返工情況應(yīng)記錄在制造驗(yàn)收資料中。
2.4 岔管整體消應(yīng)處理
由于岔管板厚較大,焊接采用多層多道焊,焊后容易造成較高的殘余應(yīng)力,為保證焊后質(zhì)量,本工程采用“振動(dòng)時(shí)效消應(yīng)處理”方法消除和減小焊接殘余應(yīng)力。
采用本方法需要施工人員有相應(yīng)施工資質(zhì)及工程經(jīng)驗(yàn),消應(yīng)處理前采用“盲孔松弛法”(圖4)對(duì)焊縫處進(jìn)行應(yīng)力測試,該方法要求測試點(diǎn)材料厚度應(yīng)大于鉆孔深度的4倍,檢測前要在經(jīng)過拋光處理的焊縫表面用502膠(粘合劑)把應(yīng)變計(jì)粘貼在上面,應(yīng)變計(jì)的6條導(dǎo)線有序地連接在應(yīng)力檢測儀器上,然后對(duì)應(yīng)變計(jì)進(jìn)行調(diào)平,調(diào)平后的應(yīng)變計(jì)可以進(jìn)行打孔檢測數(shù)據(jù),鉆孔后測得三個(gè)方向應(yīng)變值,其主應(yīng)力及方向可按式(1)計(jì)算:

(1)

圖4 盲孔法示意圖
盲孔位置應(yīng)根據(jù)焊接分段方法及焊縫位置選擇理論應(yīng)力最大值點(diǎn)。岔管在振動(dòng)時(shí)效前、后各檢測6個(gè)點(diǎn),分別用6個(gè)數(shù)字排序監(jiān)測,檢測點(diǎn)要選擇在時(shí)效前檢測點(diǎn)相隔3~8mm位置,共用同一個(gè)標(biāo)注數(shù)字序號(hào)以區(qū)別時(shí)效前和時(shí)效后。岔管的檢測點(diǎn)位置如圖5所示。

圖5 盲孔法點(diǎn)位選擇示意圖
振動(dòng)消應(yīng)處理前應(yīng)在岔管下方固定支墩上設(shè)置橡膠減振裝置,以消除振動(dòng)時(shí)對(duì)固定墩產(chǎn)生的影響。激振器對(duì)構(gòu)件施加動(dòng)應(yīng)力,使構(gòu)件產(chǎn)生共振,從而達(dá)到消除應(yīng)力的作用,所以必須鋼性連接在被振構(gòu)件鋼性較強(qiáng)的位置。
振動(dòng)消應(yīng)處理時(shí)由專業(yè)人員進(jìn)行工藝參數(shù)設(shè)置及數(shù)據(jù)分析,根據(jù)消應(yīng)前后的應(yīng)力平均值計(jì)算應(yīng)力降低率,應(yīng)力降低率應(yīng)大于30%。
消應(yīng)結(jié)束后應(yīng)采用千斤頂?shù)裙ぞ邔?duì)岔管進(jìn)行微調(diào),確保整體位置滿足設(shè)計(jì)圖紙要求。
2.5 現(xiàn)場防腐
岔管部件出廠前應(yīng)按設(shè)計(jì)及規(guī)范要求進(jìn)行內(nèi)外底漆防腐涂裝,焊縫兩側(cè)預(yù)留150mm不作處理。
現(xiàn)場消應(yīng)合格后進(jìn)行最終面漆防腐涂裝。防腐涂裝前要求采用空氣壓縮機(jī)或吸塵器等工具對(duì)岔管表面進(jìn)行清理,確保表面清潔度達(dá)到規(guī)范及設(shè)計(jì)要求。清理完畢后應(yīng)用砂紙對(duì)防腐表面進(jìn)行打磨處理,以保證防腐層的附著力滿足要求。
3 結(jié)語
通過本工程的實(shí)踐證明,鋼岔管現(xiàn)場原位安裝替代傳統(tǒng)整體吊裝方案是完全可行的,現(xiàn)場原位安裝能夠有效地解決生產(chǎn)廠家的運(yùn)輸難題及安裝廠家整體吊裝的困難,降低施工難度,并起到減少工程投資的效果。此外,該方案不僅僅針對(duì)鋼岔管,更可以應(yīng)用到其他大型鋼管件的安裝中,為其他類似項(xiàng)目中大型鋼管件的生產(chǎn)、安裝提供新的解決思路。
[1] 張育林, 周林. 大型鋼岔管現(xiàn)場制造安裝施工技術(shù)[J]. 水利技術(shù)監(jiān)督, 2013(06): 62- 65.
[2] 劉涌. 呼和浩特抽水蓄能電站鋼岔管水壓試驗(yàn)封頭選型及計(jì)算[J]. 水利技術(shù)監(jiān)督, 2012(02): 34- 36.
[3] 張金斌, 謝麗華, 成莉. 超高水頭水電站岔管布置及水壓試驗(yàn)[J]. 水利規(guī)劃與設(shè)計(jì), 2012(03): 31- 33, 41.
[4] SL281- 2003. 水電站壓力鋼管設(shè)計(jì)規(guī)范[S].
[5] SL105- 2007. 水工金屬結(jié)構(gòu)防腐蝕規(guī)范[S].
[6] GB/T11345- 2013. 焊縫無損檢測 超聲檢測 技術(shù)、 檢測等級(jí)及評(píng)定[S].
[7] GB/T3323- 2005. 金屬熔化焊焊接接頭射線照相[S].
[8] JB/T10375- 2002. 焊接構(gòu)件振動(dòng)時(shí)效工藝參數(shù)選擇及技術(shù)要求[S].
[9] SL36- 2006. 水工金屬結(jié)構(gòu)焊接通用技術(shù)條件[S].
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
太空探索(2016年6期)2016-07-10 12:09:06
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
筑路機(jī)械與施工機(jī)械化(2015年11期)2015-07-01 16:28:43
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
