圓鋸片受熱時的應力變化規律
2018-06-13 08:47:06邵鴻麗孟凡偉郭繼富
天津冶金 2018年1期
邵鴻麗,孟凡偉,郭繼富
(唐山冶金鋸片有限公司,河北唐山063020)
1 前言
隨著科技的進步,對各類工程材料的要求越來越高,其中管坯、鋼管、鋼軌等產品中不銹鋼、高壓鍋爐管、油井管、高溫合金、鈦合金等難加工材質的應用越來越廣泛,也為石油鉆探、能源發電、航空航天等領域的發展提供了基礎支撐。在無縫鋼管行業,一般使用硬質合金齒圓鋸片對軋制后的鋼管進行切頭、切尾及定尺鋸切,該類鋸片的生產及應用已日趨成熟。難加工金屬材料的共同特性有高硬度、高強度、高塑韌性、低導熱性等,鋸切時阻力大,產生的鋸切熱量多,硬質合金鋸齒常發生快速磨損和破損,鋸片容易因受熱失去剛性,鋸切難度很大。另外,國內鋼管生產企業大多生產節奏快,冷床面積有限,高溫軋制的鋼管得不到有效冷卻就進行鋸切,同時鋸片的冷卻措施不到位,給鋸切帶來很大的困難[1]。
唐山冶金鋸片有限公司作為鋸片生產行業的龍頭企業,已有六十年的制鋸歷史,現場經驗豐富,具備足夠的人力和物力來開展相關的實驗研究,解決客戶的鋸切難題,給客戶降低成本。
2 片體受熱對鋸切質量的影響
硬質合金齒圓鋸片在使用時,常見的失效形式有鋸齒磨損(圖1)、鋸齒破損(圖2)、片體瓢曲變形(圖3,示意圖)、片體裂紋(圖4)等,而瓢曲變形是片體受熱失效的最直接表現,同時受熱也會間接導致片體裂紋、鋸齒破損的情況發生[2]。
在普通材質的鋸切過程中,切削阻力小,合理的齒形設計保證切削熱量大部分被切屑帶走。難加工材料的鋸切,由于其切削阻力大,鋸齒和鋼管之間摩擦嚴重,切削熱量快速生成,而難加工材料本身導熱系數小,熱量不能得到快速疏散,大部分通過鋸齒向片體傳輸。隨著片體溫度的不斷升高,預加應力難以保證片體具備足夠的剛性,片體開始擺動,參與切削的鋸齒左右“跳動”,鋸齒磨損加劇甚至出現破損,鋸切到最后片體失去剛性“變軟”,出現瓢曲,嚴重時可出現裂紋[2]。
由以上來看,熱量是影響鋸切質量的關鍵因素,而溫度是熱量的量化體現,想要改善鋸切質量,就需要了解片體溫度與應力和剛性的對應關系。

圖1 鋸齒磨損

圖2 鋸齒破損

圖3 片體瓢曲變形示意

圖4 片體裂紋
3 受熱實驗
3.1 實驗鋸片
鋸片規格:外徑Ф1760 mm、厚度9 mm、齒數216;使用數量,3片;片體材質,8CrV,其化學成分及硬度見表1。
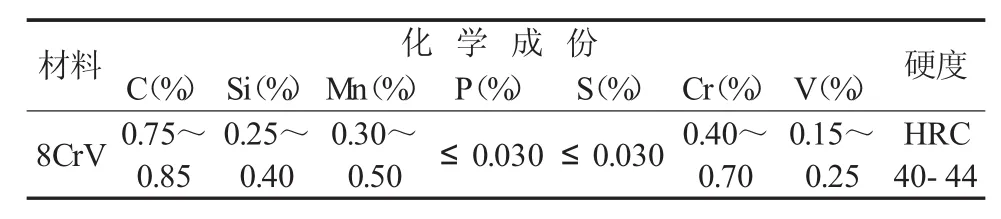
表1 實驗鋸片化學成分及硬度
3.2 實驗設備
選用公司自制的端跳應力檢測機(圖5),鋸片法蘭盤Ф500 mm,檢測應力時加載位移3 mm。鋸片片體使用兩把手持火焰切割槍加熱(圖6),一把紅外測溫槍測量溫度(圖7)。

圖5 自制端跳應力機

圖6 手持火焰切割槍

圖7 紅外測溫槍
3.3 實驗方案
三張鋸片原始預加應力設置為低、中、高三檔,加載應力大小用加載位移來表示。兩把火焰切割槍的片體兩側同時加熱,加熱位置為齒尖以內400 mm寬的環帶,該環帶為鋸切時片體與鋼管的摩擦區域,屬升溫帶,且溫度從齒尖向內逐漸變低。在片體徑向方向設置四點測溫點(圖8),位置1距齒根約100 mm,位置2距齒根約250 mm,位置3距齒根約400 mm,位置4為法蘭盤邊緣。
片體升溫前,先檢測初始狀態應力情況,隨著片體的升溫,每間隔10℃左右檢測一次片體的應力值并觀察片體剛性變化情況。

圖8 測溫點位置
4 試驗結果
高檔原始預加應力的鋸片,初始應力范圍+0.60~+0.80 mm,片體溫度20℃,升溫過程檢測記錄見表2。

表2 高檔應力值鋸片升溫過程檢測記錄

表3 中檔應力值鋸片升溫過程檢測記錄

表4 低檔應力值鋸片升溫過程檢測記錄
中檔原始預加應力的鋸片,初始應力范圍+0.30~+0.50 mm,片體溫度20℃,升溫過程檢測記錄見表3。
低檔原始預加應力的鋸片,初始應力范圍+0.10~+0.25 mm,片體溫度20℃,升溫過程檢測記錄見表4。
5 分析與結論
(1)在片體厚度、外徑等參數相同的情況下,初始應力越大,片體升溫越慢,抵抗變形的時間越長,對鋸切是有利的。
(2)初始應力不同,片體出現變形的溫度不同,即初始應力范圍為+0.10~+0.25 mm時,當片體溫度達到45℃后就開始變軟瓢曲,而初始應力范圍為+0.60~+0.80 mm時,當片體溫度達到60℃后才開始變軟瓢曲。
(3)對鋸切壽命來說,大的初始應力是有利的,但考慮到鋸片加工過程中的難度,不能單單依靠增大應力來延長鋸切壽命,還應從片體厚度、片體材質、齒形、冷卻條件等方面考慮解決難加工材料或高溫工件的鋸切難題。
[1]韓會杰,郭繼富,張艷龍,郭穎.金屬熱切圓鋸片裂紋產生原因分析及預防[J].機電設備,2008(1):35-36
[2]李黎,習寶田,楊永福.圓鋸片橫向變形與加工表面鋸痕高度[J].北京林業大學學報,2007(1):141-145
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12
