DW技術全面替換傳統砂漿切割工藝研究和展望
2018-06-07 06:48:16吳學賓
電子工業專用設備 2018年3期
趙 雷,吳學賓
(中國電子科技集團公司第四十五研究所,北京 065201)
傳統的砂漿多線切割技術[1]是靠高速運動的鋼線帶動由懸浮液和碳化硅微粉混合配置的砂漿來進行切割。參與切割的碳化硅在鋼線上處于游離狀態,砂漿包裹在鋼線圓周方向上,對硅棒起到研磨的作用。這種傳統的方式,砂漿制備需要較長的時間并且必須始終處于攪拌狀態,其用量會隨著切割硅棒面積的增大而增大,切割的線速度不會太快,工作臺速度也不能太快。
多線切割技術是20世紀90年代崛起的一項新型硅片切割技術,它通過金屬線帶動碳化硅研磨料進行研磨加工來切割硅片。圖1為傳統砂漿多線切割原理。
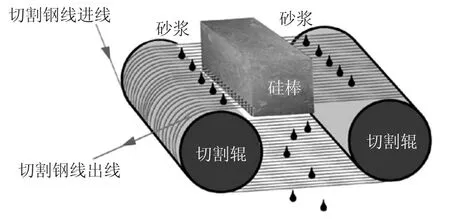
圖1 傳統砂漿多線切割原理示意圖
1 傳統的砂漿多線切割技術
1.1 砂漿多線切割技術
使用高碳鋼切割線絲,直徑0.11~0.12 mm,鋼線表面鍍銅;砂漿由碳化硅磨料+PEG(聚乙二醇)切割液構成;線速大約600~700 m/min;線張力約21 N;線縫損失0.13~0.14 mm,大約40%;一次最多可切割2 000多片光伏硅片;每臺機器每天可切割2刀(12 h切割1刀)。
1.2 砂漿多線切割的摩擦學原理
砂漿多線切割的摩擦學原理[2]為三體磨損,即鋼線與硅材料相磨損,碳化硅粉居于其中;聚乙二醇是潤滑劑,鋼線本身磨損很大,磨損率約12%;生產一片硅片單向切割消耗約170 m鋼線,雙向切割消耗約110 m鋼線。砂漿三體摩擦單向切割原理如圖2所示,其中鋼線見圖3,碳化硅砂粒見圖4。
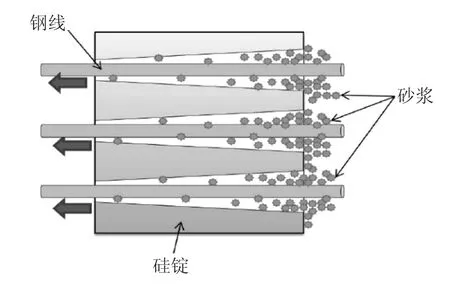
圖2 砂漿切割原理圖
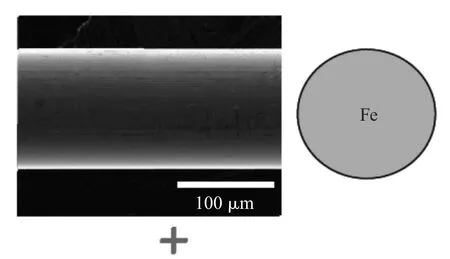
圖3 鋼線圖
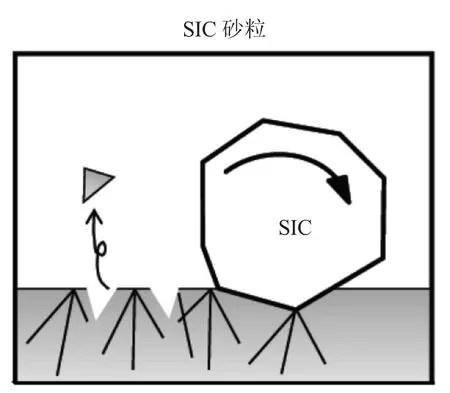
圖4 微觀切割模型圖
1.3 砂漿切割工藝
砂漿切割工藝主要涉及到以下幾個參數:切割鋼線的線速度,切割臺速度,砂漿流量和溫度。
1.3.1 鋼線的線速度
鋼線的高速運動是砂漿的載體,碳化硅是通過粘連在鋼線周圍的懸浮液對硅塊進行切割。切割過程中線速過低,線網承受的壓力會很大,導致線弓變大[3],很容易出現斷線;線速過快,雖然線網壓力減小,但是帶砂漿能力會減弱,砂漿來不及被帶入切割縫隙內,同樣會導致切割產生鋸痕等不良品。所以線速度要適中,既要保證一定的線弓,又能夠最大限度地將砂漿帶入被切硅塊的切縫中。
1.3.2 切割臺速度
切割臺速度[4]是很重要的參數,它不僅影響著整個加工時間,也在很大程度上決定了硅片的薄厚程度。臺速設置過慢加工時間變長,這樣浪費生產時間,也會使生產成本增加;臺速設置過快,與砂漿的切割能力不匹配,會導致硅片在入刀、中間和出刀過程產生薄厚差距過大,嚴重時會產生不合格硅片。
1.3.3 砂漿的流量和溫度
砂漿的流量一般在入刀、中間和出刀過程中有所區別。入刀時流量偏低,因為此時臺速一般較慢,不需要很強的切割能力;中間階段流量最大,需要保證砂漿的切割能力;出刀時可以降低流量也可以不降,由于切割后期碳化硅顆粒已經在很大程度上磨損,導致切割能力下降,所以可以不降流量的完成切割。
砂漿的溫度最好在整個切割過程中保持不變,而且設置砂漿溫度要根據懸浮液的黏度來定。由于懸浮液是一種醇類液體,有一定的黏度,符合黏溫曲線的規律,所以黏度較低的砂漿需要將切割時的溫度設置較低,保證其粘連性和冷卻效果,反之,將溫度設高即可。
以上只是切割過程中需要工藝人員合理設定的主要參數,真正能不能切割出良率較高的硅片,還與原材料的品質、操作人員的操作水平等有較大關系,所以傳統砂漿多線切割是一個多種因素交織在一起的生產模式,在實際的生產控制中需要把基礎工作做牢,才能發揮工藝參數設置的合理作用。另外,砂漿在線回收系統也很重要。
國內太陽能級切片[5]廠家剛起步時,基本采用人工配料,操作環境比較差,工人勞動強度很大,砂漿制備過程中經常由于人為原因導致碳化硅添加不均勻,漿料攪拌不充分,從而對線鋸切割產生較大影響。針對此種情況,近幾年一些廠家開始設計并應用了砂漿回收和在線供給系統。砂漿的回收和供給通過管道來實現,加料攪拌通過機器設備來替代人工,并且系統中配有熱交換[6]子系統,可以保證客戶需要的砂漿溫度,從而更好的控制砂漿的黏度值。整個系統可以實現全自動化控制和運行。此種系統雖然投資較大,工程施工較復雜,但系統運行后節省了大量人力,并極大程度地保證了砂漿的供應質量。比較專業的廠家有德國賽錫公司、日本IHI公司和美國CRS系統。
傳統的砂漿多線切割現場污染嚴重,工況較差,成本高,并且隨著硅片的價格持續走低,商家努力降低成本,傳統的砂漿切割工藝已越來越不適應現代硅行業大規模生產的切割要求。
2 新興的DW多線切割技術
2.1 金剛線發展概況
一種新興的DW技術即金剛線切割技術[7],2009年首先應用在單晶切片,但發展速度緩慢,2013年以后,金剛線切片急速成長,2016年下半年多晶硅的金剛線切片開始逐步量產,之后啟動加速度比單晶硅快,在2017年已能夠完全實現從砂漿線向金剛線切片的轉換。這種新興的金剛線切割技術特點是將參與切割的金剛石微粒鍍到鋼線上,切割時靠噴嘴中噴出的水進行冷卻,完全不用再配置砂漿。這種方式可以完全拋棄砂漿,切割速度可以加快。起初金剛線價格比較高,而且在鋼線上金剛石顆粒的均勻性、數量、強度以及顆粒的突出量、把持力,切割線的斷裂、扭轉強度等金剛線制造工藝技術需要進一步提高。
金剛石線起初依賴于進口,西方和日本的技術相對較發達一些,近年來國產金剛石線異軍突起,金剛線制造工藝技術提升很快,性能趕超進口,國內有長沙岱勒,浙江東尼電子,張家口原軾新材,江蘇瑞坤新材,南京三超新材,河南恒星科技,楊凌美暢等一百多家。現在國產金剛線的切割能力完全能與進口媲美。較國外產品而言,我國自主研發的產品,只是它們價格的60%左右,國產金剛線有了很快的發展,首先成本下降了很多,但價格比鍍銅、鍍鋅鋼線仍然有些高,這對于目前價格日趨低廉的硅片來說,仍需要進一步降低切割成本。國產金剛線的芯線外徑也由當初的250 μm減少到70 μm,現在主流超精細切割鋼絲達到了60 μm,甚至達到50 μm,硅片損失進一步降低,出片率大大提高。目前金剛線切割工藝已經在日本,歐美發達國家普遍使用,我國緊隨其后正在逐步完成由傳統的砂漿切割設備向金剛石線切割設備的改造升級,而且金剛線專用設備已經搶灘登陸,占領市場。金剛線切割原理示意圖如圖5所示。
2.2 金剛線切割的摩擦學原理
金剛線切割的摩擦學原理:兩體磨損,即金剛石顆粒對硅材料進行切削,切割效率比三體磨損高10倍。鎳鍍層或樹脂層將金剛石微粒附著在鋼線上,鋼線本身不參與磨損,線耗少;冷卻液為水+少量表面活性劑。兩體摩擦切割原理如圖6所示。
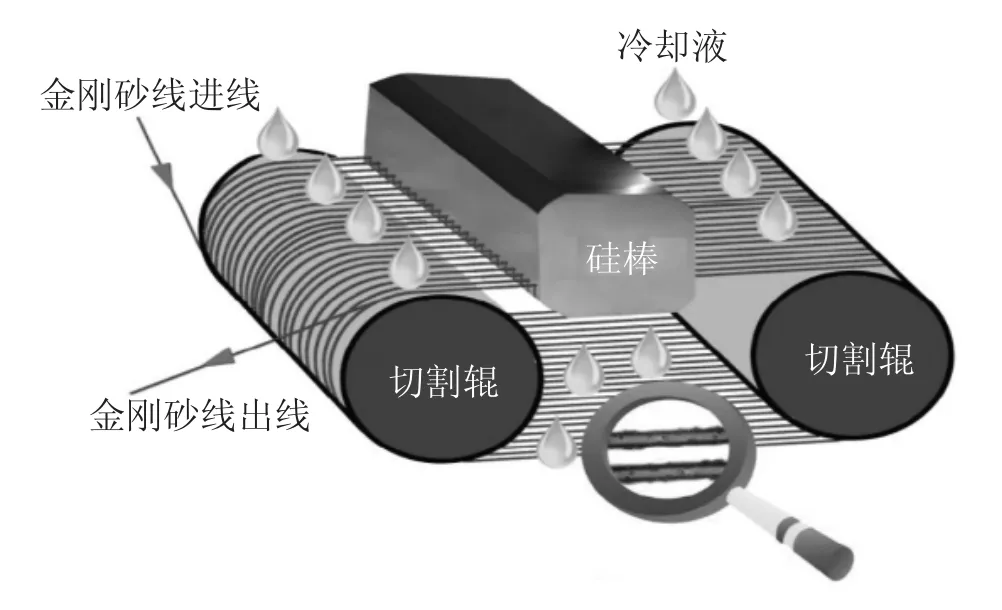
圖5 金剛線切割原理示意圖
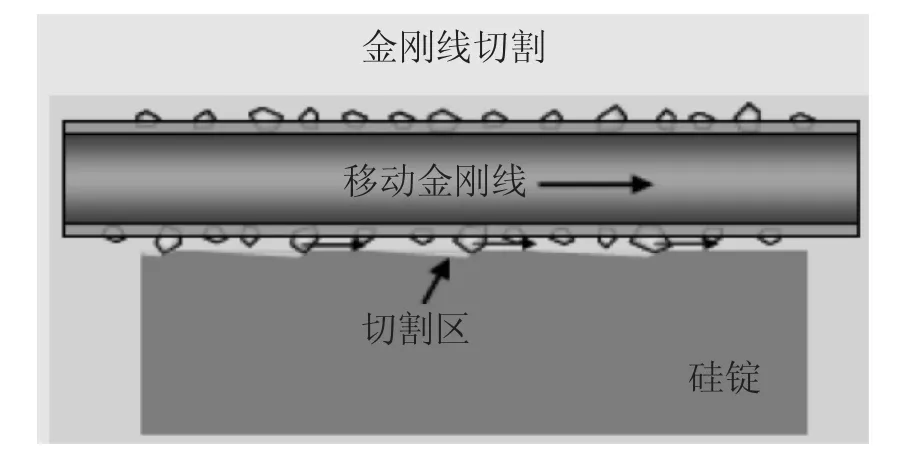
圖6 兩體摩擦切割原理圖
3 兩種多線切割技術對比
3.1 兩種切片技術硅片斷面形貌對比
傳統砂漿與金剛線兩種方式切割后硅片表面形貌的電子掃描電鏡照片比較,如圖7所示,金剛線切割硅片表面缺陷比較少。
通過對兩種切割方式的硅片斷面形貌比較,金剛線切割損傷層較薄,樹脂金剛線甚至達到了4~7 μm。兩種切片技術硅片斷面的形貌圖如圖8所示。
3.2 兩種切片技術硅片表面主要參數對比
砂漿工藝切割的多晶硅片和金剛線工藝切割的多晶硅片表面對比:金剛線切片TTV低,小于10 μm,表面粗糙度低,如圖9和圖10所示。
3.3 兩種切片技術成本對比
3.3.1 兩種切片技術成本下降趨勢對比。
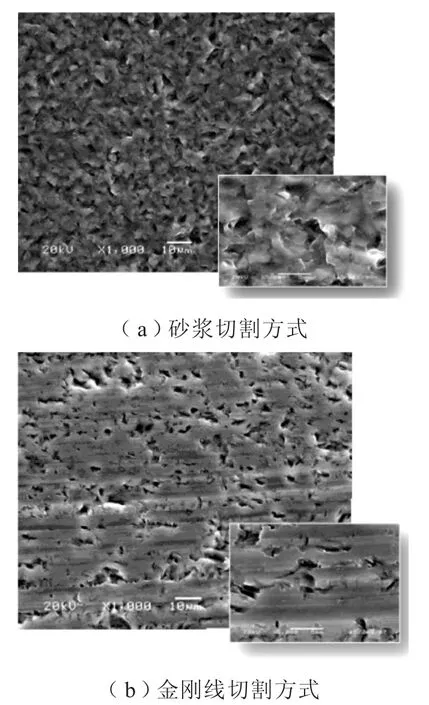
圖7 兩種切割方式硅片斷面形貌的SEM照片
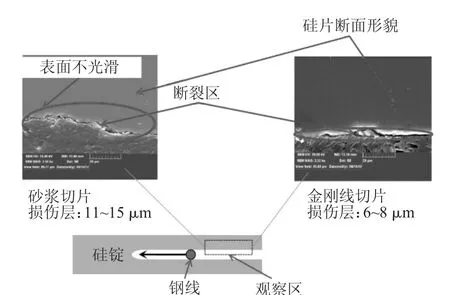
圖8 兩種切片技術硅片斷面形貌圖
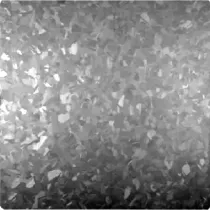
圖9 砂漿工藝切割的多晶硅片
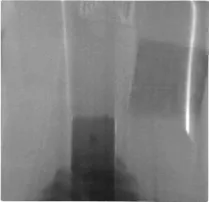
圖10 DW工藝切割的多晶硅片
整體系統電站端,硅片約占組件成本的45%,約占系統成本的30%,硅片端降成本最大貢獻是金剛線切片,用金剛線切多晶,每片成本可下降0.6~0.9元/片,如圖11所示,使用干法黑硅制絨技術成本可控制0.25元/片,濕法黑硅可控制0.1元/片。
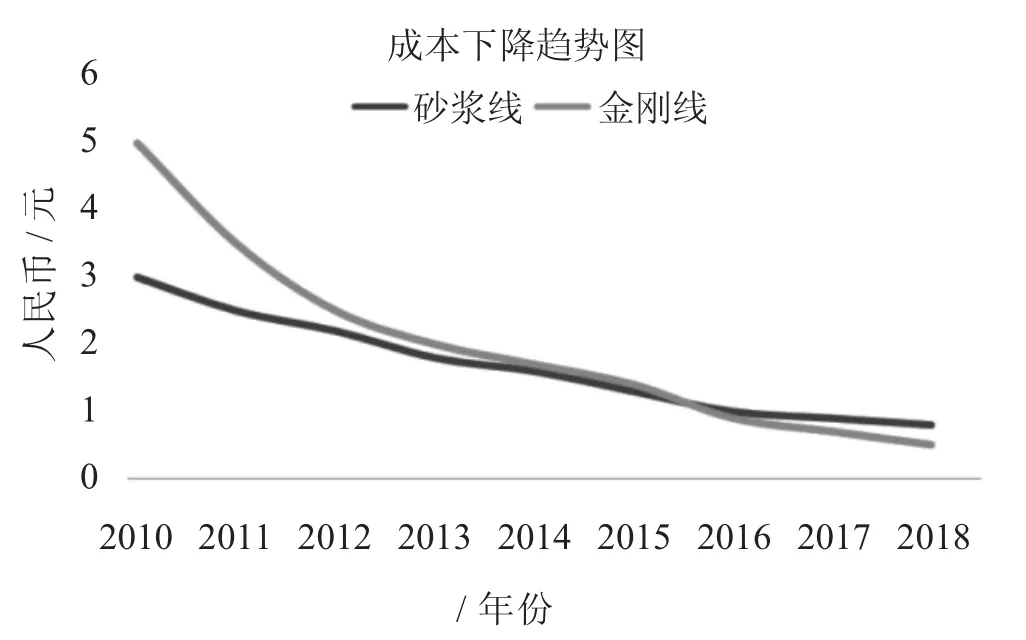
圖11 成本下降趨勢對比
3.3.2 單片金剛線價格和單片用線量變化趨勢
隨著金剛線制造工藝快速發展,目前成本大大降低,如圖12金剛線單價及用線量趨勢。
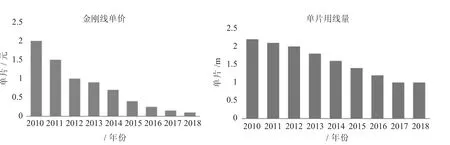
圖12 金剛線單價及用線量趨勢
3.3.3 金剛線價格變化趨勢
由于市場硅片價格持續走低,降成本壓力增加,傳導致鋼線價格也在不斷下降。金剛線價格變化趨勢如圖13所示。
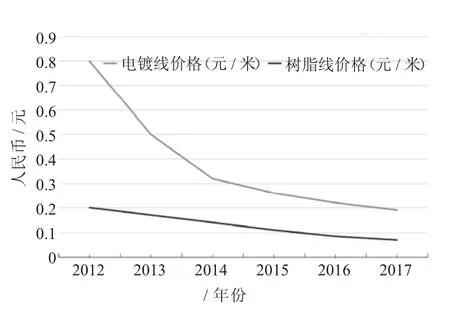
圖13 金剛線價格變化趨勢
3.3.4 不同切片技術單片線耗成本趨勢
不同切片技術單片線耗成本趨勢比較如圖14所示。
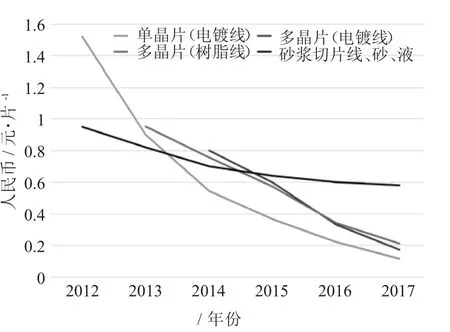
圖14 不同切片技術單片線耗成本趨勢比較
3.4 不同切割方式實際切割工況對比
對不同切割方式實際切割工況比較如表1,電鍍金剛線優勢很明顯。
3.5 多晶硅切片數據報告表分析
金剛線切片機切割多晶硅的一組生產報告:70 μm電鍍線,裝載硅錠長度700 mm,截面尺寸156 mm×156 mm,槽距 278 μm,切割效率高,切割時間90 min,線耗0.94 m/片,硅片成品率高,一次A片成品率約93.44%,如表2所示。
3.6 切割線速度對切割能力、效率和硅片表面質量影響
不同金剛線切割速度對硅片影響很大,高速切割效果能使脆性去除區域最少,硅片表面粗糙度最低,線速度越高切割的硅片表面越光滑,線速度越高對鋼線的磨損越輕。因此高線速是提高切片質量、降低鋼線損耗的必要條件。
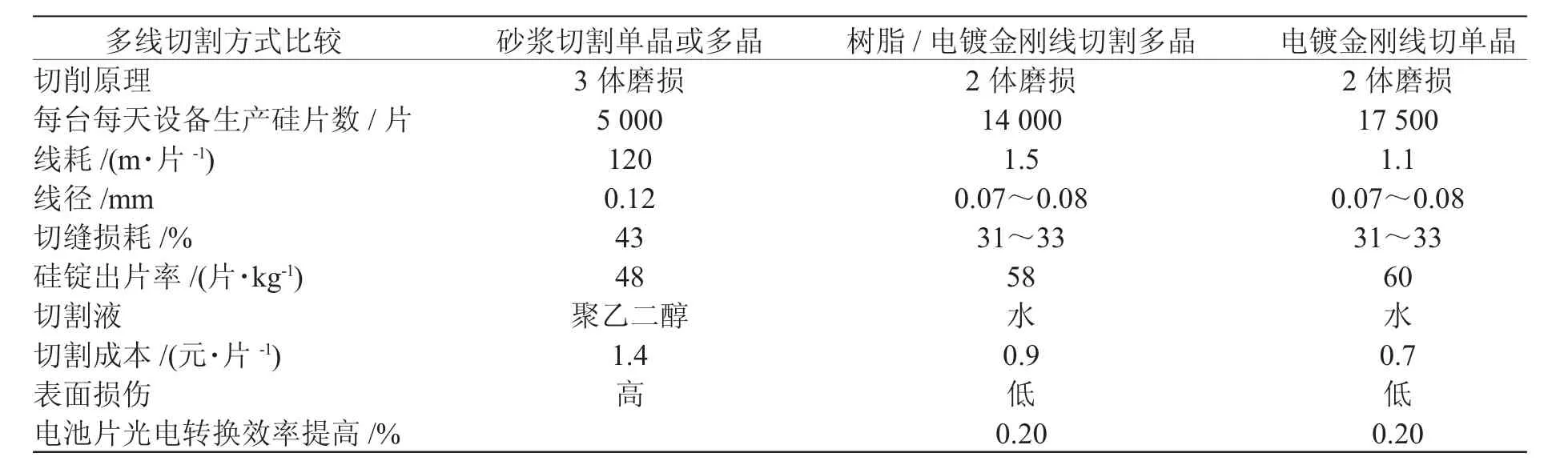
表1 不同切割方式切割工況對照表
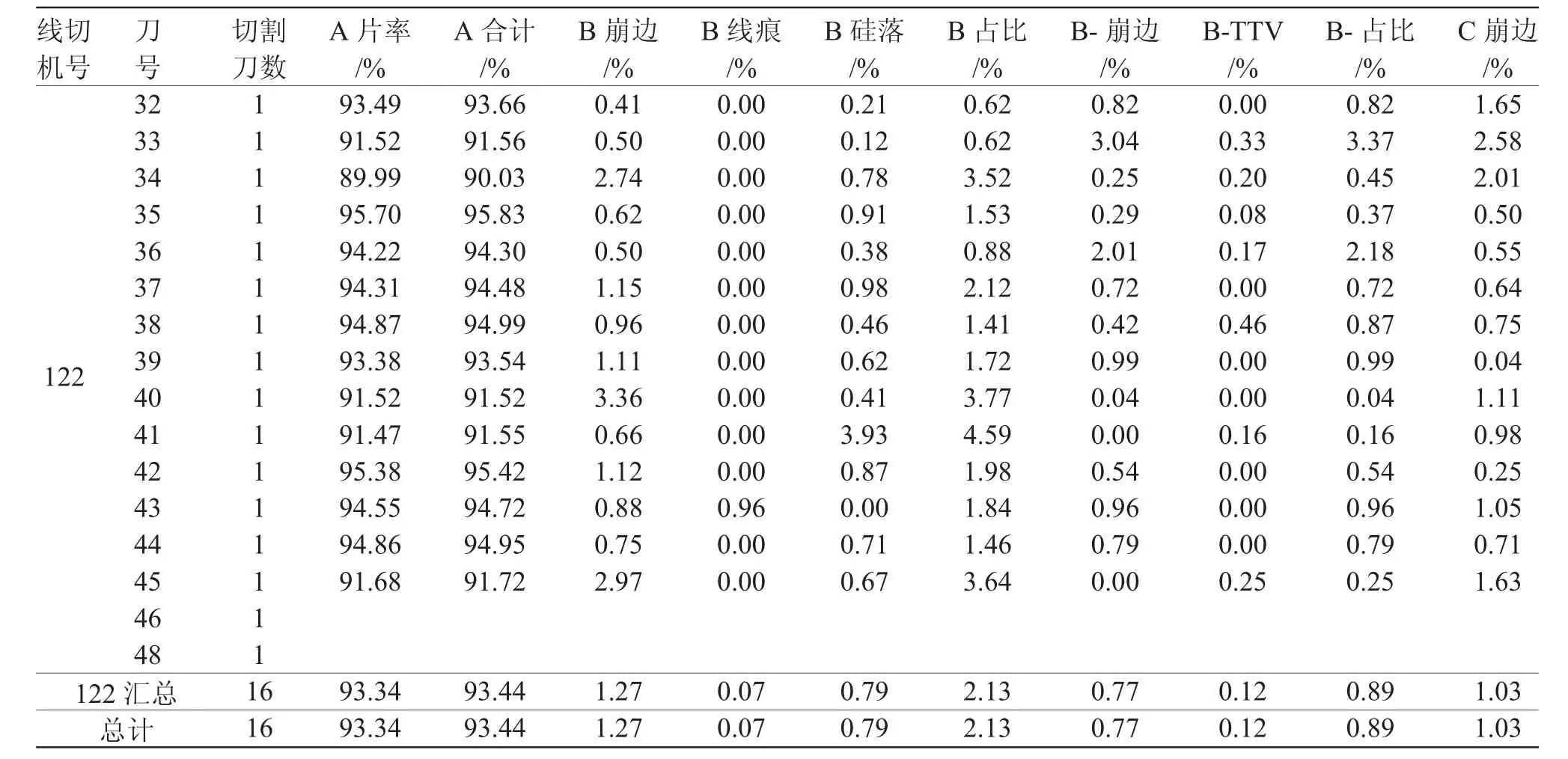
表2 多晶硅切片一組數據報告表
4 金剛線細線化技術發展趨勢
4.1 金剛線細線化發展的根本原因
隨著切割工藝的發展,硅片價格的進一步降低,成本價格競爭日趨白熱化。最近,單晶硅片龍頭廠隆基再度宣布大幅降價,180 μm厚度價格從原先每片國內4.8元、海外0.67美元降至國內4.55元、海外0.63美元。金剛線細線化發展,切割時間的縮短,出片率的提高,損耗率的降低成了商家競爭的法寶。
4.2 關聯金剛線線徑變化路線
與金剛線線徑變化關聯趨勢如圖15所示。金剛線母線從最初的120 μm降低到目前的70 μm,槽距下降60 μm,每公斤出片增加7.5片,增加近20%,大大降低了成本。目前,多晶硅以70 μm電鍍線主,65 μm 電鍍線為輔,65 μm 樹脂線、60 μm 電鍍線小批量實驗;單晶硅以65 μm、60 μm電鍍線和65 μm樹脂線為主。通過鋼線端的預測,2018年下半年50 μm電鍍金剛線批量上市。
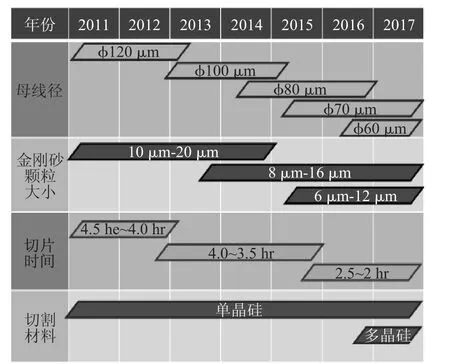
圖15 關聯金剛線線徑變化路線圖
4.3 金剛線線徑發展趨勢
如圖16所示,隨著細線化的進程,終端用戶 也會對切片機提出新的要求。
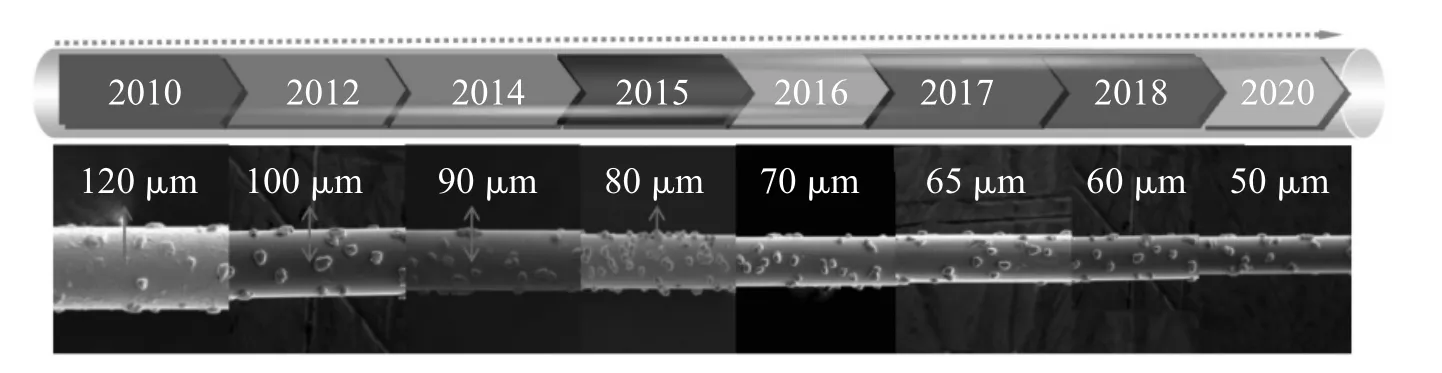
圖16 金剛線線徑發展趨勢
5 結束語
綜上所述,金剛線切片是一種高效率的硅片生產方法,其優點是切割成本低、效率高、出片率高、有利環保,而且高速細線化發展代表今后幾年金剛線硅片生產的主流切片技術方向。光伏發電的平價上網是光伏行業進化成為能源行業的目標和關鍵,高效低成本是永恒的課題,我們每一個與此相關的從業者都在為此不懈努力,而金剛石線切片正在助推這一進程。近年來,隨著電池硅片表面干法/濕法黑硅制絨技術的逐步成熟穩定,新型添加劑的突破,金剛線切片的量產呈井噴發展勢頭,市場份額快速擴大,預計到2020年金剛線切片將全面代替傳統的砂漿切割工藝,完成革命性的進步。
[1] 任丙彥,王平,李艷玲,等.Si片多線切割技術與設備的發展現狀與趨勢[J].半導體技術,2010,35(04):301-304+387.
[2] 許重建.基于摩擦學原理的磨床砂輪的選用[J].科學之友,2012,(16):14+17.
[3] 范維.光伏硅片金剛石線多線切割機切割參數優化研究[D].武漢:武漢理工大學,2013.
[4] 趙炯,陳恩厚,陳鋒,等.金剛石因素對砂輪切割性能的影響研究[J].金剛石與磨料磨具工程,2016,36(1):57-60+65.
[5] 章愷.太陽能多晶硅片電解磨削多線切割加工試驗研究[D].南京:南京航空航天大學,2016.
[6] 余闖,潘林有,劉松玉,等.熱交換樁的作用機制及其應用[J].巖土力學,2009,30(4):933-937+948.
[7] 付純鶴,周慶亞,陳學森,等.碳化硅多線切割技術研究[J].電子工業專用設備,2016,45(08):24-26.
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28