基于Deform-3D的銅水表殼體的多向模鍛成形工藝研究
2018-06-06 02:15:26周凌華吳佳森許濤湖州機(jī)床廠有限公司
鍛造與沖壓 2018年11期
關(guān)鍵詞:工藝
文/周凌華,吳佳森,許濤·湖州機(jī)床廠有限公司
通常國內(nèi)的水表殼體以鑄鐵為主,極少部分會采用鋁合金或不銹鋼材質(zhì)。鑄鐵水表殼體由于耐腐蝕性差,經(jīng)常會在水中出現(xiàn)鐵銹現(xiàn)象。而在日本,則普遍采用無鉛銅作為水表殼體的材質(zhì),銅具有良好的耐腐蝕性能,且含有銅離子的水溶液具有殺菌作用,可以有效確保水的清潔。
本次工藝研究旨在探索一種鍛造工序少、加工余量少、產(chǎn)品質(zhì)量好及產(chǎn)量高的新工藝方式。本次工藝研究以13mm銅水表殼體為基形,分別通過數(shù)值模擬和工藝試驗(yàn)來進(jìn)行探索。試驗(yàn)的銅水表殼體鍛件尺寸圖如圖1所示。
數(shù)值模擬
模型的建立
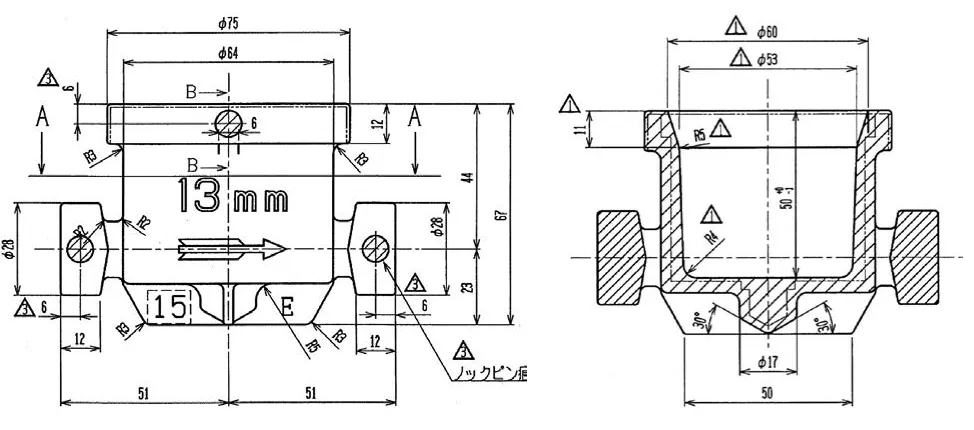
圖1 銅水表殼體鍛件圖
由于零件形狀較為復(fù)雜,因此在建立模型時(shí)選擇對整個模型進(jìn)行模擬。根據(jù)鍛件的體積,并考慮網(wǎng)格劃分時(shí)的體積損失以及成形時(shí)的材料損耗,在此基礎(chǔ)上增加5%的材料補(bǔ)償,計(jì)算出用于模鍛成形的坯料尺寸。用三維軟件建立數(shù)值模擬所需的上、下模及各擠壓沖頭,并導(dǎo)入Deform進(jìn)行網(wǎng)格化。
擠壓參數(shù)選取
選取材料為CuZn28,其抗拉強(qiáng)度σb=295MPa,伸長率為δ10=30%,彈性模量E=100GPa,泊松比為0.3。設(shè)定鍛造坯料的初始溫度為730℃,模具預(yù)熱溫度200℃,模具與材料間摩擦系數(shù)為0.3,熱傳導(dǎo)率為11W/(m·K)。設(shè)定工藝方式為上下合模,左右封模,后側(cè)主擠壓。主擠壓頭擠壓速度為30mm/s,且保持定速擠壓。
模擬過程
數(shù)值模擬成形過程中引入了左右凸頭端面的沖孔工藝,在左右凸頭端面成形的同時(shí)擠出一定量的盲孔,在實(shí)際生產(chǎn)中可減少材料的浪費(fèi),提高材料利用率。
在數(shù)值模擬中可觀察到坯料在成形的同時(shí)伴隨有正擠壓與反擠壓的狀態(tài),由于沖頭擠入坯料內(nèi)部,坯料整體拔高,且制品兩側(cè)凸臺與其底部肋筋同時(shí)開始成形,在坯料拔高到接觸沖頭臺肩時(shí),口部被沖頭臺肩壓下,口部正擠壓增厚,而制品兩側(cè)凸臺則在其底部肋筋完全成形后,最后成形,數(shù)值模擬成形過程如圖2所示。
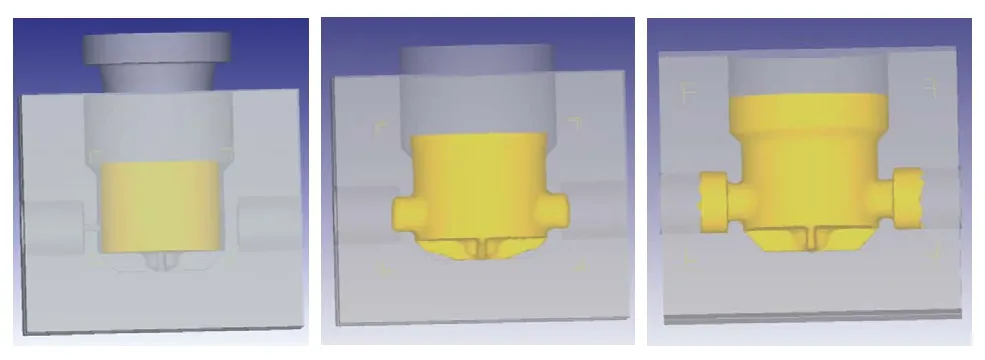
圖2 數(shù)值模擬成形過程
溫度場分析
制品在成形過程中及成形后的溫度場分布如圖3所示,因底部肋筋厚度較薄,散熱較快,而制品口部由于在最初的反擠壓階段中坯料未發(fā)生內(nèi)部流動,因此,此兩處的溫度最低,低于600℃。而制品的內(nèi)外側(cè)壁由于始終與模具接觸,且模具溫度遠(yuǎn)低于坯料溫度,但由于存在坯料的內(nèi)部流動以及坯料與模具的摩擦作用,對于坯料有一定量的溫度補(bǔ)償,最終溫度處于600~650℃之間。而制品兩側(cè)凸臺則在成形過程中僅在最終成形時(shí)與模具接觸,且材料始終處于流動狀態(tài)中,因此,此處溫度最高,超過700℃。
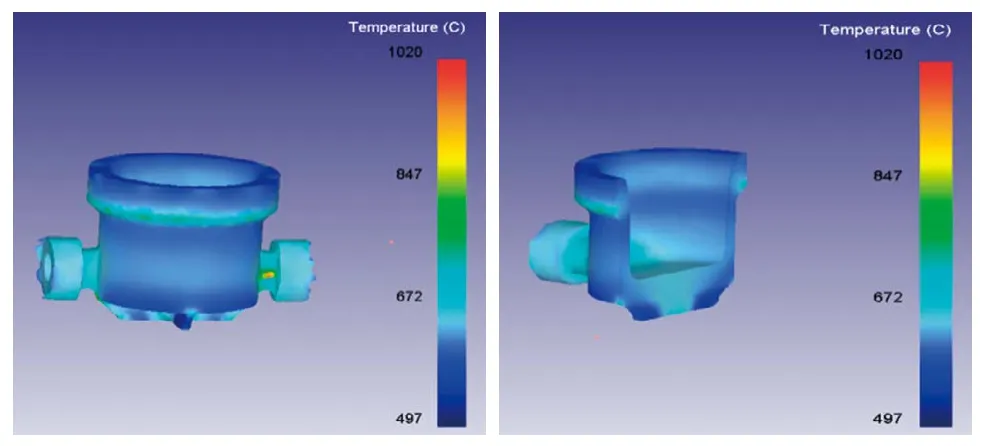
圖3 銅水表殼體模擬成形后溫度場分布
成形飽滿度及成形力曲線分析
鑒于銅在高溫狀態(tài)下良好的流動性,在數(shù)值模擬的最終階段,材料充滿整個模腔,并出現(xiàn)了少量毛刺,且成形力在整個過程中基本處于線性上升趨勢,僅在最終充滿整個模腔時(shí)出現(xiàn)曲線斜率飛升,出現(xiàn)此現(xiàn)象主要跟網(wǎng)格的劃分和模擬精度有關(guān)。根據(jù)模擬狀態(tài),可判斷成形此銅水表殼體的擠壓力在2000kN以下。銅水表殼體成形飽滿度如圖4所示,成形力曲線如圖5所示。
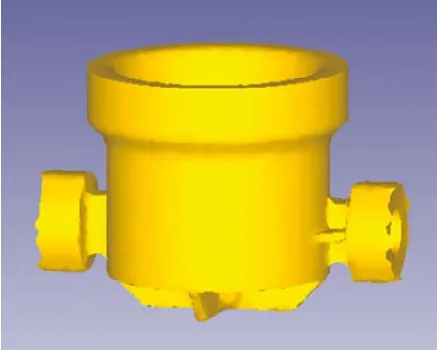
圖4 銅水表殼體成形飽滿度
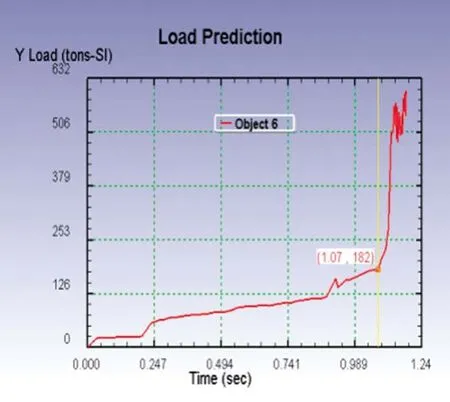
圖5 銅水表殼體成形力曲線
缺陷分析
在數(shù)值模擬中,為驗(yàn)證是否可通過增大沖頭直徑減少內(nèi)孔加工余量,故設(shè)置沖頭直徑為φ55 mm,如圖6所示通過剖面觀察到口部在成形過程中,由于壁厚過薄而出現(xiàn)折疊缺陷,因此重新修正沖頭直徑為φ53mm后,折疊現(xiàn)象消失。
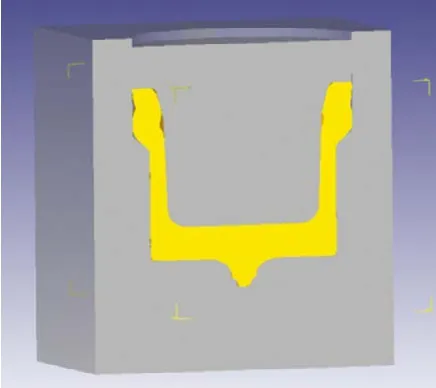
圖6 銅水表殼體口部成形缺陷
工藝試驗(yàn)及試生產(chǎn)
設(shè)備選取
工藝的確定以數(shù)值模擬的結(jié)果作為主要參考依據(jù),選取設(shè)備規(guī)格為一臺HJ049-315/250/63×2的多向模鍛液壓機(jī),設(shè)備的上下合模力為3150kN,左右封模力為630kN,后側(cè)主擠壓力為2500kN,主擠壓速度為30mm/s。
前期試制結(jié)果分析及改進(jìn)
在前期制品試制中出現(xiàn)實(shí)際所需的壓力遠(yuǎn)大于計(jì)算值,且制品的底部肋筋及口部無法飽滿、底部厚度遠(yuǎn)大于設(shè)計(jì)值,實(shí)物如圖7所示。

圖7 前期試制銅水表殼體實(shí)物
⑴通過增加材料重量,解決了口部不飽滿的狀況,因此可以判斷所需擠壓力過大的原因主要為制品底部的變形抗力過大。
⑵制品底部變形抗力過大主要由于制品底部厚度減小或底部溫度過低,導(dǎo)致材料流動阻力增大,因此考慮采取措施,降低此厚度下底部材料的流動阻力,提高材料的可塑性、流動性。
⑶通過多次試驗(yàn)及測量,發(fā)現(xiàn)制品底部在成形中溫降速率遠(yuǎn)大于數(shù)值模擬,成形結(jié)束后的溫度不到400℃,此溫度下的材料流動阻力遠(yuǎn)大于數(shù)值模擬,因此首先考慮提高模具預(yù)熱溫度,達(dá)到減小制品底部溫降、提高材料流動性的目的,但實(shí)際驗(yàn)證效果并不明顯。
⑷提高材料流動性的另一措施為提高材料的流動速率,需提高主擠壓速度,通過對液壓機(jī)動力系統(tǒng)進(jìn)行改造,將主擠壓速度由30mm/s提高至70mm/s。
后期試制及試生產(chǎn)
在將設(shè)備動力系統(tǒng)進(jìn)行改造,對主擠壓速度進(jìn)行提速后,試制的產(chǎn)品已能完全達(dá)到設(shè)計(jì)標(biāo)準(zhǔn),在此基礎(chǔ)上,進(jìn)行了小批量的試生產(chǎn),制品均檢驗(yàn)合格,制品實(shí)物如圖8所示。

圖8 后期試制水表殼體實(shí)物
在試制時(shí),由于模具溫度低,設(shè)備的主擠壓力約為2000kN,而隨著試生產(chǎn)的進(jìn)行,模具溫度逐漸提高并穩(wěn)定,主擠壓力逐漸降低并穩(wěn)定在1600kN左右,略小于數(shù)值模擬的結(jié)果。
結(jié)論
⑴數(shù)值模擬對于制品的成形能提供有效的參考,數(shù)值模擬的邊界條件設(shè)定主要是為了模擬實(shí)際生產(chǎn)工況,但實(shí)際工況的變化依舊無法完全用數(shù)值模擬來呈現(xiàn),因此在試制中仍然與數(shù)值模擬出現(xiàn)了一定的偏差。
⑵對比數(shù)值模擬與試制的結(jié)果,進(jìn)行理論及實(shí)測結(jié)果的對比,可較快地找到解決問題的思路;原設(shè)計(jì)思路中此閉式模鍛的方式不應(yīng)出現(xiàn)毛刺及飛邊,但試制及試生產(chǎn)合格的產(chǎn)品在進(jìn)行拋丸前有局部的飛邊和毛刺出現(xiàn),經(jīng)分析認(rèn)為是銅在高溫下極好的延展性,并且隨著模具經(jīng)過多次的高溫及冷卻,各個合模面均有一定程度的磨損,導(dǎo)致合模間隙過大,從而出現(xiàn)毛刺及飛邊。
本次工藝研究成功探索出了一種針對此類水表殼體的工藝思路,并且此種工藝同樣可廣泛推廣到類似產(chǎn)品如閥體類的多向模鍛上。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52