鉆斜孔夾具的設計
2018-06-01 06:55:31張文全
機械管理開發 2018年5期
關鍵詞:設計
張文全
(中國重汽大同齒輪公司, 山西 大同 037000)
引言
普通鉆模已不能實現加工斜孔,為了解決這一難題,根據產品結構共同點,中國重汽大同齒輪公司推出帶有斜孔的新產品,設計出了一種可以實現加工符合圖紙要求的鉆孔夾具,結構簡單、操作方便。
1 任務要求
為新產品輸入軸設計鉆斜孔鉆模,加工出符合圖紙要求的油孔角度和位置度,操作方便,具體工件如圖1所示,油孔角度為17°,所在外圓為Φ66mm。
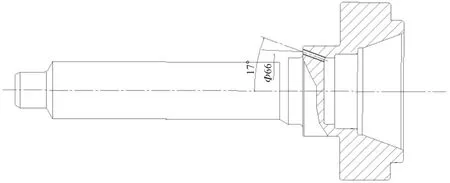
圖1 需要加工的產品外形圖(mm)
2 夾具設計原理
工裝安裝在機床的工作臺上,如圖2所示,將工件裝夾到斜面上,斜面與工作臺面成17°角,斜面的外圓與工件外圓間隙配合,并固定好工件,鉆頭通過鉆套,鉆到工件表面,鉆套可以保證加工出的孔的位置,并且可以保證鉆頭不發生彎曲,從而提高鉆頭壽命。
3 夾具體底座的設計
1)根據機床連接尺寸設計夾具底座連接尺寸,根據工件外圓設計底座內孔,保證工件外圓和夾具內孔間隙配合,固定住工件,根據所加工工件外圓精度嚴格要求。
2)根據工件圖紙要求角度,設計底座角度。
4 支撐桿的設計
1)根據底座連接尺寸設計支撐桿連接尺寸。
收稿日期:2017-12-07
作者簡介:張文全(1987—),男,本科,畢業于太原科技大學,工程師,主要研究方向為變速箱輸入軸工藝及其夾具設計。
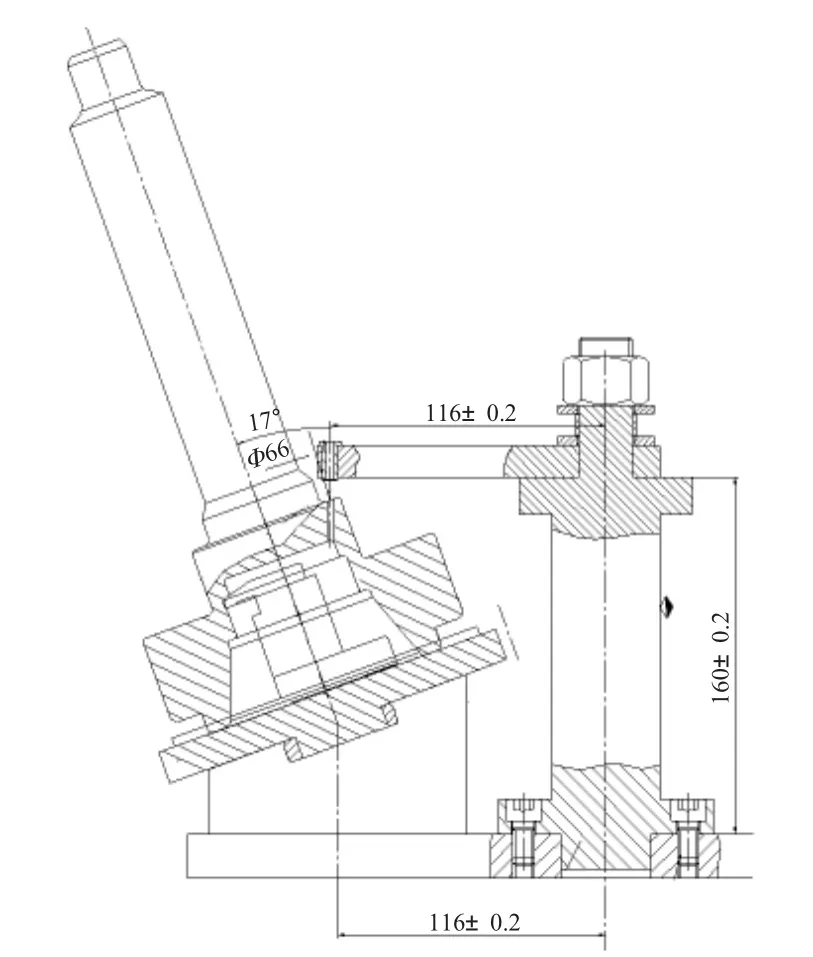
圖2 夾具的結構(mm)
2)根據工件放置在夾具底座高度,設計支撐桿的高度和長度,符合加工鉆孔要求。
5 鉆套的設計
1)鉆套是夾具的核心部件,彈簧套材料要求硬度高,比如 T10A[1]。
2)鉆套與支撐桿上孔要求過硬配合,鉆套的孔根據孔徑查詢公差配合[2]。
6 結論
經使用證明,該夾具能保證工件鉆孔精度,穩定性好,能實現新品加工要求。
[1] 陶濟賢,謝明才.機床夾具設計[M].北京:機械工業出版社,1996.
[2] 朱耀祥,浦林祥.現代夾具設計手冊[M].北京:機械工業出版社,2009.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04