基于VisVSA軟件的汽車上彎梁基準(zhǔn)定位策略制定
2018-05-31 02:52:54梁志勇韋國(guó)建張義東劉亞軍
時(shí)代汽車 2018年4期
關(guān)鍵詞:策略
梁志勇 韋國(guó)建 張義東 劉亞軍
上汽通用五菱汽車股份有限公司 廣西柳州市 545007
1 引言
進(jìn)入21世紀(jì)特別是近十年來,我國(guó)汽車工業(yè)飛速發(fā)展,汽車作為人們生活中交通的重要載具,對(duì)人們的生活影響越來越大。汽車造型外觀相對(duì)上世紀(jì)合資之初已經(jīng)經(jīng)歷了數(shù)次的更新?lián)Q代,演變得更為美觀、精致。隨著生活水平的提高,汽車的感知質(zhì)量好壞逐漸成為消費(fèi)者購(gòu)買汽車時(shí)考量的重要因素。
車輛是否美觀、整體是否協(xié)調(diào),除了跟造型設(shè)計(jì)密切相關(guān)外,跟內(nèi)外飾的做工是否精致、感知效果的好壞有很大關(guān)系,這也是一個(gè)汽車主機(jī)廠制造工藝水平的一個(gè)體現(xiàn)[1]。汽車上彎梁位于白車身前上端,如圖1所示,發(fā)動(dòng)機(jī)罩鎖、前格柵等較多總裝件都是安裝于上彎梁之上,對(duì)前臉的前格柵、前大燈、發(fā)罩等各外覆蓋件的間隙段差匹配影響較大。因此,確保安裝在白車身上的上彎梁各個(gè)特征位置正確且保持較好穩(wěn)定性是較為重要的。
本文基于VisVSA軟件,對(duì)敝司某車型的上彎梁采用自定位和工裝定位兩種定位策略進(jìn)行對(duì)比,探究自定位的定位策略的可行性。所謂自定位,就是不依靠工裝定位,通過零件自身的安裝孔和搭接面,以螺栓連接的形式,將零件固定于車身上某唯一位置的定位方式。
2 VisVSA三維偏差分析簡(jiǎn)介
由于白車身零件眾多,而且?guī)缀涡螤钍謴?fù)雜,使得制造和裝配各階段累積偏差規(guī)律十分復(fù)雜,難以建立一維尺寸鏈進(jìn)行分析,因此基于計(jì)算機(jī)輔助進(jìn)行虛擬樣車三維偏差分析對(duì)于尺寸工程工作的開展意義重大。從泛亞技術(shù)中心工程師撰寫的文章可知,三維偏差分析技術(shù)在泛亞汽車技術(shù)中心已經(jīng)應(yīng)用多年,多年尺寸工程開發(fā)經(jīng)驗(yàn)證明虛擬樣車系統(tǒng)分析結(jié)果可信度高于70%。剛性零件偏差分析結(jié)果更接近真實(shí)生產(chǎn),柔性零件置信度較低;經(jīng)驗(yàn)表明系統(tǒng)剛性越高,工廠及供應(yīng)商的生產(chǎn)能力越強(qiáng),虛擬樣車分析結(jié)果與實(shí)際生產(chǎn)數(shù)據(jù)吻合度越高[2]。
VisVSA是西門子基于蒙特卡羅模擬法開發(fā)的一款三維偏差分析軟件。蒙特卡羅模擬法是一種以概率和統(tǒng)計(jì)理論方法為基礎(chǔ)使用隨機(jī)數(shù)來解決很多計(jì)算問題的方法。將需求解的問題和相應(yīng)的概率模型聯(lián)系起來,通過電子計(jì)算機(jī)虛擬抽樣和統(tǒng)計(jì),可得到問題的近似解[3]。工程生產(chǎn)近似的概率模型為正態(tài)分布,該軟件根據(jù)輸入的零件GD&T形位公差,和相應(yīng)的概率模型,隨機(jī)產(chǎn)生不同尺寸的虛擬零件,進(jìn)行多次模擬裝配,對(duì)需求解的尺寸鏈封閉環(huán)進(jìn)行多次測(cè)量和統(tǒng)計(jì),最終可得標(biāo)準(zhǔn)偏差(δ)、工序性能(CP)、工序能力(CPK)等關(guān)鍵參數(shù)。
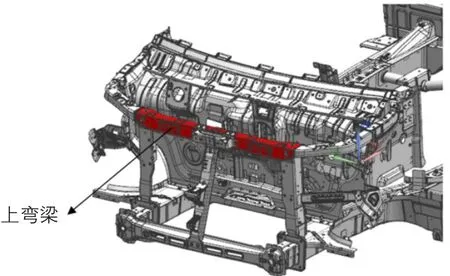
圖1 上彎梁在白車身結(jié)構(gòu)示意圖
3 VisVSA虛擬裝配分析模型搭建
3.1 上彎梁的裝配工藝介紹
依據(jù)焊接工藝文件,上彎梁在前車體分拼線6#工位裝配,如上圖3,與之同時(shí)裝配的是左右燈罩焊合組件,具體裝配過程是先將左右燈罩焊合組件裝配在定位工裝上,推進(jìn)到位與前車架和前側(cè)板焊接,焊接完成后上彎梁裝件,通過M8螺栓連接的形式,完成裝配。由于左右燈罩焊合組件與前側(cè)板是Y向搭接,兩者Y向搭接面的面輪廓度對(duì)最終上彎梁的Y向尺寸波動(dòng)會(huì)有貢獻(xiàn),因此虛擬裝配模型搭建需從前側(cè)板裝件開始,以模擬公差累積傳遞的過程。
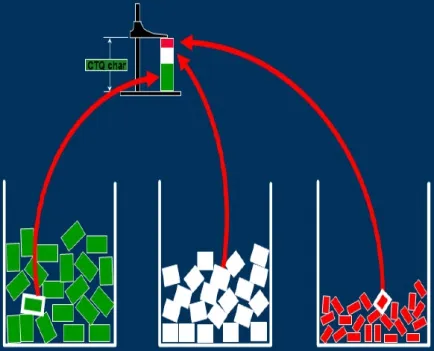
圖2 蒙特卡洛模擬原理
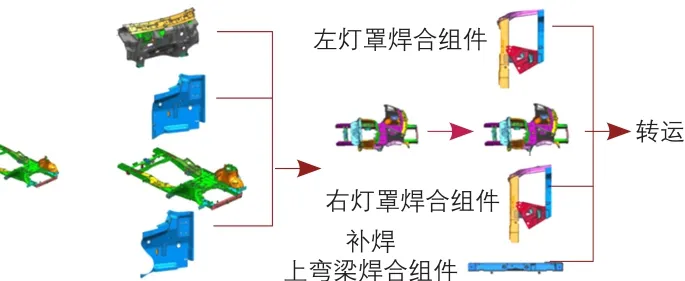
圖3 上彎梁裝配工藝
3.2 上彎梁定位策略分析
由于上彎梁是通過螺栓連接而并非焊接的形式進(jìn)行裝配的,因此可以采用工裝定位和自定位兩種定位方案。
3.2.1 使用工裝定位的定位策略
如圖4,采用工裝定位的定位策略具體如下:按照N-2-1的定位原則,A1~A4作為A基準(zhǔn)面(主定位面)限制U/D(上下)自由度,BC分別作為主定位孔和次定位孔,限制F/A(前后)和C/C(左右)自由度。四個(gè)與左右燈罩連接的安裝孔取大孔徑作為過孔,在檢具上采用一致的定位策略,以BC兩孔作為上彎梁的主、次定位孔,而兩端的四個(gè)?12過孔按照±0.75mm公差控制,M8螺栓配?12過孔,以保證安裝時(shí)不擋孔,包容零件公差。
該種定位的優(yōu)點(diǎn)是打斷了Y向尺寸鏈,Y向位置由BC兩孔確定,不受燈罩組件上對(duì)應(yīng)的安裝螺母孔位置所影響,缺點(diǎn)是需要在該工位增加一套定位工裝,由于該車型與其他量產(chǎn)車型共線,增加工裝的難度較大;此外裝配后A基準(zhǔn)面與燈罩組件相應(yīng)安裝面貼合,X方向波動(dòng)仍然受制于兩零件搭接面公差,增加工裝對(duì)此問題并無益處。
3.2.2 自定位的定位策略
自定位如上文所述,即不采用工裝進(jìn)行定位。如下圖5,A1~A4作為A基準(zhǔn)面(主定位面)限制U/D(上下)自由度,安裝螺栓為M8,因此B基準(zhǔn)孔徑取?8.5mm,限制F/A(前后)和C/C(左右)自由度,C孔為8.5*12mm槽孔,僅限制F/A (前后)自由度,以減少擋孔難以裝配的概率,其余兩個(gè)安裝過孔孔徑取?12mm。在檢具上也采用此種定位策略定位,而如下圖5所示1~7#功能孔、面以及兩個(gè)安裝過孔,按照±0.75mm的公差進(jìn)行生產(chǎn)控制。
該種定位方案優(yōu)點(diǎn)是不需定位工裝,簡(jiǎn)化了該拼臺(tái)工位的工裝設(shè)計(jì)和加工工作,該車型需與量產(chǎn)車型柔性生產(chǎn),簡(jiǎn)化工裝對(duì)柔性生產(chǎn)的實(shí)現(xiàn)十分有利;缺點(diǎn)是裝配上彎梁時(shí)容易失去理論位置,無法包容燈罩組件上B、C兩孔對(duì)應(yīng)的螺母孔帶來的公差。
3.3 虛擬模型裝配和分析
3.3.1 明確求解目標(biāo)
上彎梁焊合組件上與前格柵和發(fā)罩鎖相關(guān)的功能孔是關(guān)注的重點(diǎn)特征,如上圖5所示,1、4、7孔為前格柵安裝孔,其中4孔為格柵主定位孔,1、7孔對(duì)應(yīng)的格柵安裝孔為槽孔,只控制格柵F/A自由度,而2孔為發(fā)罩鎖安裝支架的主定位孔,因此將2、4孔作為本次計(jì)算的求解目標(biāo),在孔上端面圓心處設(shè)測(cè)量點(diǎn),如下圖6,測(cè)量該處X、Y、Z三個(gè)方向的波動(dòng)情況。
根據(jù)多年生產(chǎn)經(jīng)驗(yàn),敝司白車身各個(gè)測(cè)點(diǎn)公差設(shè)計(jì)值為±1.5mm,只要白車身功能測(cè)點(diǎn)偏差范圍在±1.5mm以內(nèi),基本上能保證最終整車的DTS符合設(shè)計(jì)值,因此測(cè)量點(diǎn)的上限和下限設(shè)置為+1.5mm和-1.5mm即可。
3.3.2 虛擬樣車裝配和結(jié)果分析
分別對(duì)上述兩種定位策略進(jìn)行建模裝配,均進(jìn)行10000次的模擬裝配,結(jié)果如表1表2所示所示。從計(jì)算結(jié)果可以看到,采用工裝定位,所有測(cè)點(diǎn)的6δ均不超過2mm,過程能力指數(shù)(CPK)均在1.5以上,可以很好地保證上彎梁的安裝精度。
而采用自定位時(shí),相比工裝定位,X和Y向的波動(dòng)幅度有較大程度增大,偏差范圍從1.6~2.5mm增加至3.5~4.0mm,但所有測(cè)點(diǎn)6δ未高于3mm,仍然可以滿足設(shè)定公差設(shè)計(jì)值,過程能力指數(shù)(CPK)也保持在在1.0以上。如圖9,從HLM報(bào)告可知,影響較大的因素是上彎梁本身測(cè)點(diǎn)的公差、燈罩上上彎梁主副定位孔以及安裝面的公差、自定位螺栓和上彎梁定位孔之間的浮動(dòng)量,后續(xù)生產(chǎn)中只要將這幾項(xiàng)嚴(yán)格控制在GD&T圖要求的公差范圍內(nèi),上彎梁上的功能測(cè)點(diǎn)超差的概率就會(huì)十分低。

圖4 上彎梁采用工裝定位定位策略
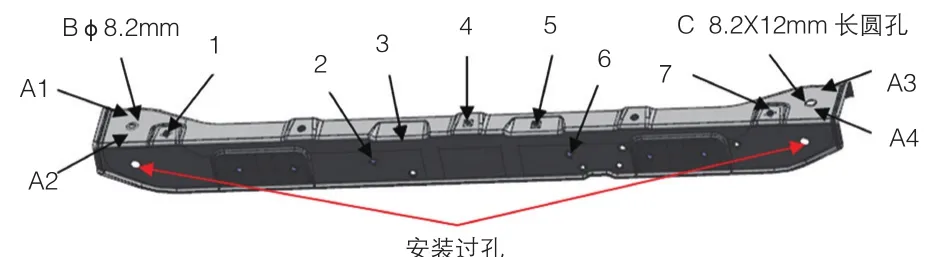
圖5 上彎梁采用自定位定位策略

圖6 測(cè)點(diǎn)信息和虛擬樣車裝配模型搭建
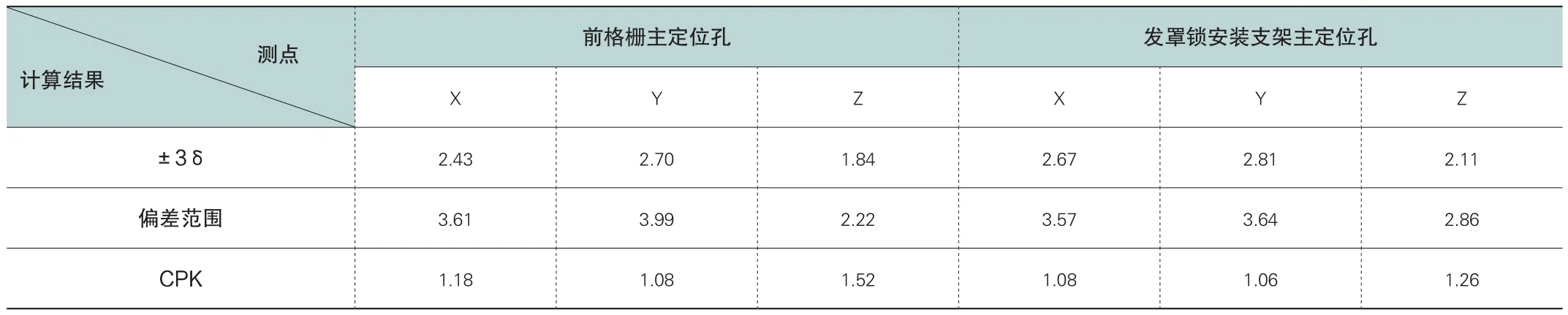
表1 上彎梁采用自定位計(jì)算結(jié)果

表2 上彎梁采用工裝定位計(jì)算結(jié)果
從兩種定位策略對(duì)比分析計(jì)算來看,工裝定位帶來的精度相比之下更高,縮短尺寸鏈打斷公差累積的作用明顯;而自定位實(shí)現(xiàn)方式簡(jiǎn)單,有助于不同項(xiàng)目柔性生產(chǎn)的實(shí)現(xiàn),就該項(xiàng)目的要求而言,精度也可滿足,因此最終采用了自定位的定位策略。
4 結(jié)語
隨著計(jì)算機(jī)技術(shù)的發(fā)展,將尺寸工程工作中以往只能定性分析的問題進(jìn)行量化分析的可能性越來越大。本文對(duì)VSA軟件的應(yīng)用仍不夠嚴(yán)謹(jǐn),若將賦予材料屬性的FEA文件導(dǎo)入分析,得到的計(jì)算結(jié)果更為可信,對(duì)實(shí)際生產(chǎn)的指導(dǎo)意義更大。

圖7 上彎梁采用自定位計(jì)算結(jié)果
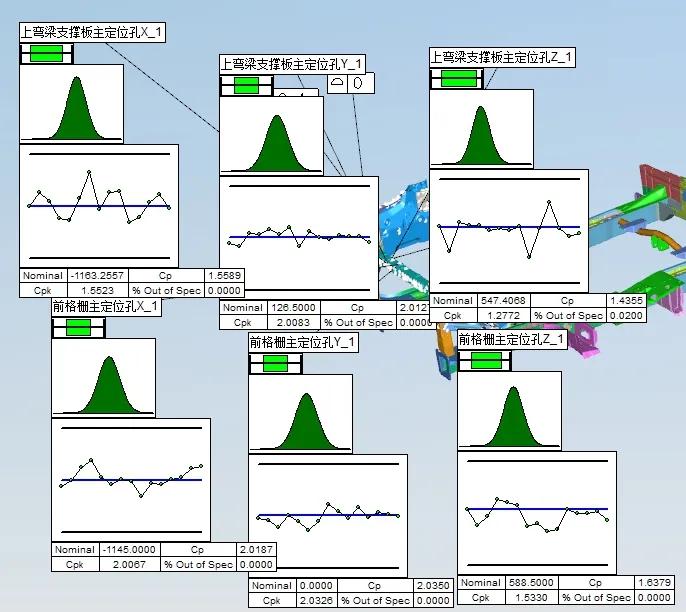
圖8 上彎梁采用工裝定位
猜你喜歡
教學(xué)考試(高考化學(xué))(2021年2期)2021-05-30 06:15:52
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:42
中學(xué)生數(shù)理化·高一版(2020年3期)2020-04-21 08:03:20
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學(xué)生作文(低年級(jí)適用)(2019年9期)2019-10-08 08:37:10
小學(xué)生作文(低年級(jí)適用)(2018年9期)2018-10-08 02:29:48
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2018年6期)2018-06-26 08:36:10
數(shù)學(xué)大世界(2018年1期)2018-04-12 05:39:14
幸福(2017年18期)2018-01-03 06:34:53
中國(guó)衛(wèi)生(2016年8期)2016-11-12 13:26:50
