離合器膜片彈簧制造工藝實踐總結
2018-05-31 02:28:04李思男
時代汽車 2018年2期
關鍵詞:產品
李思男
滄州巨擎汽車配件有限公司 河北省滄州市 062461
1 材料:表面狀態
冷軋或者熱軋,優質鋼帶或者鋼板。(材料硬度HRB 75~85,表面脫碳層厚度≤T×1.5%)
中碳合金彈簧鋼,60si2Mn、50CrvA(德國60SiMn6、50Crv4;法國50Crv4;而美國和英國常用75~80優質高碳鋼)
含Mn的優缺點:提高淬透性和強度、脫碳傾向小。但是過熱敏感性和回火的脆性大。
含Si的優點:顯著提高彈性極限、屈服比和疲勞強度、提高回火穩定性和抗氧化性。
含Si/Mn的優點:綜合了兩個元素的優點。
含Si量的提高帶來的問題:容易產生石墨化、增加脫碳、硅酸鹽夾雜物的產生,容易引起淬火開裂和降低疲勞壽命。
50CrvA的優點:含Cr 提高強度、硬度、淬透性和回火穩定性、減少石墨化傾向和表面脫碳傾向。含V 晶粒細化、提高沖擊韌性、強度和屈強比、特別是提高彈性極限同時降低過熱敏感性和脫碳敏感性、提高表面質量。
50CrvA和60Si2Mn 材料熱處理工藝規范的區別:50CrvA 要求低淬—高回(850C°/520C°)、60Si2Mn 要求高淬—低回(870C°/480C°)。
冷軋材料的厚度及偏差:T+/_0.025或者T+0.05。(德國+/_0.02、日本+/_0.03、 韓國+ /_0.04、中國+/_0.05)。
2 精度要求
外圓公差D_h12/h13(基軸制);內孔公差d_H12/H13(基孔制)。
以上均指材料平狀態。
成型角度偏差:α_+/_10分。
表面粗糙度:上下表面和精擠壓窗口包括外沿要求1.6Ra;其余3.2Ra。
同軸度要求:◎對于中心孔_鉚釘窗口_外圓都應該有要求。(嚴格講應當設計專用綜合檢具檢測)
內截錐高度:一般不給出特定的偏差要求,檢測僅做參考。(以曲線特性決定,但是要注意變動較大會影響到總成的安裝高度)
指端跳動量 :↑0.8~1.2 (尺寸由小到大)
硬度要求和分布:彈性工作區 HRC 48~51(T<1時
HRC 47~49(6≤T ≥1時)、HRC46~48(T≥6時)。
規律是:薄_硬 ;厚_軟 。
指端高頻硬度:HRC 52~58 。(對于小尺寸膜片彈簧,有的產品要求指端表面噴涂硬鉻、鎘或者四氟乙烯;有的整體硬度HRC48~52,指端就不再進行表面硬化處理)
硬度過渡區的硬度:HRC 24~42 。(過渡區長并且軟_膜片彈簧指端不容易斷裂,但是容易產生工作中指端變低;反之結果與上面的也相反。
3 拋丸強化處理
拋丸(也叫噴丸)強化處理的原理就是,以高速度彈丸噴射到膜片彈簧表面,使其表層產生塑形變形,從而形成一定厚度的表面強化層,強化層內形成較高的殘余應力,可以抵消一部分彈簧變形載荷作用下產生的最大拉應力,從而提高了載荷能力和疲勞強度。
關于單面或者雙面拋丸的討論。上圖示為膜片彈簧的彈性工作區的橫截剖面,試驗結果表明:單面(即凹面)拋丸在下表面產生塑性壓變形和較大的殘余應力,凹面的拉應力(凹面Ⅱ-Ⅲ為拉應力)一部分被殘余壓應力(凸面Ⅰ-Ⅳ為壓應力)所抵消,使得合成的實際拉應力減小,從而提高了膜片彈簧的疲勞強度和壽命。
雙面拋丸(凸、凹兩面)雙面拋丸,凸凹兩面都產生塑性變形和較大的殘余壓應力因此,當再次工作中載荷產生的應力(凸凹面載荷受力情況和單面拋丸描述的一樣)在凹面是拉應力,可以被一部分殘余壓應力抵消,有利于彈簧的疲勞強度提高。而凸面相反,工作載荷作用的壓應力和拋丸帶來的殘余壓應力合成了更大的壓應力,這樣凸面的拋丸反而放大了載荷應力,起到破壞作用。
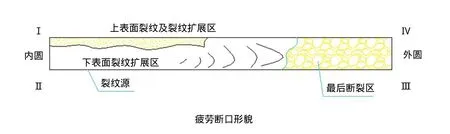
圖1
雖然Ⅱ點位是開裂的危險點,但是其是由于Ⅰ點的徑向壓應力σd1過大而誘發Ⅱ點的拉應力增加,最終導致膜片彈簧發生疲勞斷裂。所以一般取Ⅰ點的當量應力做為疲勞強度校核計算點在設計中是可行的。
采用單面或者雙面拋丸的論證焦點:從拋丸的冷作硬化可以提高表面硬度和材料強度,消除表面劃痕、去除表面脫碳層厚度和夾雜物等缺陷,和消除表面的疲勞源和方便角度調整等等因素考慮,有的廠家還是采用雙面拋丸,如德國的F&S、美國的BWA等。而日本DAIKIN 1976年又從雙面拋丸改成單面拋丸。
雙面拋丸對于角度及拋丸變形的控制、修正小量的曲線特性也比較方便。
我們的建議:凹面多拋,凸面少拋,可能做到兩者兼顧。
拋丸的強度和對于丸粒的要求:建議采用標準的“阿爾曼弧高度試片”在拋丸機內測量。鋼丸的材料建議采用彈簧鋼絲切丸(要求磨光尖角)。鋼丸的硬度要求高于膜片彈簧的整體硬度。 鋼丸的粒度,建議取0.5~0.9。(大尺寸較厚的產品取較大的鋼丸;也可以大小丸粒按照一定的比例混合使用。
拋丸的夾具:要求采用可以使膜片彈簧在被拋丸的過程中,能夠繞著自我的幾何中心,緩慢自轉的結構。
4 膜片彈簧的強化拋丸處理效果的評定
彈簧拋丸處理的技術要求主要有拋丸強度和拋丸的覆蓋率。強度前面已經建議采用標準的強度試片控制;拋丸處理的效果與丸粒的材料、硬度、產品尺寸、形狀、速度、密度、拋丸的時間、夾具的結構形式都有密切關系;在實際的工作中,要求跟蹤不同的產品、設備能力和環境情況及時調整工藝參數,不可以簡單地把拋丸工序僅僅固定為一個統一的工藝要求。
拋丸的覆蓋率可以簡單的采用單位面積與拋丸的面積的比值來估算出來。5~10倍放大鏡、目測。一般覆蓋率要求>90%。
5 膜片彈簧的強壓處理
膜片彈簧壓緊式傳動的離合器在工作中,一般要離合10萬次左右的靜載荷下,才能達到其工作性能的穩定,所以在使用安裝以前“強制性壓縮“預穩定變形工藝很重要。
離合器的膜片彈簧強壓處理的方法:一般在膜片彈簧上沿其分離方向(推試或者拉式的工作方向相反),超過徹底分離點深度繼續施加過量的位移,使其分離3~8次,以產生一定的塑性變形,從而使膜片彈簧的表面產生與使用狀態方向相反的殘余應力而達到強化的目的。
強壓夾具施加的支撐直徑、分離直徑要求和膜片彈簧在離合器上的工作位置相符。
強壓的深度一般取壓緊力曲線谷點位移以下的1~1.5mm,或者取離合器徹底分離點位移以下的0.5~1mm。強壓的深度、次數一般應當根據強壓試驗10個以上的樣本,經過負荷檢測,直到工作曲線穩定為止。
一般強壓次數6~8次左右。確定的強壓工藝要求應當標注在產品圖紙上。
強壓對于膜片彈簧疲勞壽命的提高:由于經過強迫壓制,使得壓淬后的內外表面應力分布更加均勻,錐體外表面成型后呈壓應力,內錐表面呈拉應力,一般可以提高使用壽命5~30%,平均提高15%左右。
6 膜片彈簧的疲勞試驗
由于離合器長期在較高的使用頻率下工作,離合次數,城市路面小車平均3~5次/km、公路路面商用車2~3次/km。一般離合器蓋總成出廠”三包”使用壽命6萬公里。(這也是國外汽車配件市場采購的最低標準)設計報廢的使用壽命應當按照12萬公里。
以此為依據估算:小車離合器使用壽命次數應當在20~48萬次、商用(客車、卡車)應當在12.5~30萬次。但是值得注意的是:膜片彈簧零件在實驗室使用時的工作環境是在行程、沖次頻率、溫度、濕度等等特定的條件下進行的,而離合器安裝在整車上使用的工況、環境是相當惡劣和很難模擬的,所以膜片彈簧式離合器的考核實驗壽命,一般要求達到裝車使用壽命的2~3倍。
疲勞壽命實驗一般要求達到75萬次~100萬次。要求實驗后不得有任何零件失效、損壞,而且達到次數的產品壓緊力衰減率ψ≤8~10%。國外的配套要求有限壽命達到100萬次,無限壽命達到200萬次。
7 膜片彈簧角度厚度支撐點變化對于性能曲線的影響趨勢
膜片彈簧的載荷-變形特性(曲線)在角度(用內截錐高H表示)、材料厚度T、r/R (支撐環半徑r,壓盤支撐刃口半徑R)等因素微量的變化時會對曲線產生一定程度的影響。
產品的設計者和膜片彈簧的檢驗人員,熟練的判斷、掌握其中的變化規律,對于產品的修正和微量的調整很有必要。
H變化的影響:每增加0.2mm,壓緊力增加8%~10%。
T變化的影響:每增加0.2mm壓緊力增加18%~21%。
r/R變化的影響:當R增大或者r減小時,都會引起r/R的比值發生變化(按照簡單的杠桿比變化,即可以估算)。r和R的差值每增大1mm,壓緊力將降低5%左右。反之的結果會與降低相反。(以上的參考數據僅以10英寸的Φ255總成產品實驗室檢測的結果為依據)。
8 膜片彈簧起拱前后的尺寸和角度的變化
膜片彈簧的起拱工藝分為冷成型和熱成型,冷成型的產品,在壓型的模具里冷壓以后角度的回彈較大,一般可以變小20%左右,角度變小的實際值,會受到材料性能、厚度、內外直徑、截錐與材料厚度的比值等等因素的影響,很復雜,要由試驗來確定,所以在模具設計時要給予回彈角度的預留量;而熱成型或者熱壓淬成型的角度變化一般很小,但是熱成型會帶來內外直徑的較大變化,同樣要給予注意。
冷成型的模具錐角=產品要求的初始錐角+回彈角度。(注意:產品的初始錐角角度一般會比產品進入裝配要求的產品圖紙參考角度要大一些,因為要考慮到經過拋丸進行強壓處理以后,成品的角度還會變小)一般膜片彈簧的外徑D<300mm,厚度T=1.5~4mm的產品其回彈角α≈2°30分~5°30分。(同樣材料厚度的產品,外徑越大,回彈角越小,反之,結果也相反)
膜片彈簧成型以后對于內外直徑尺寸的影響
冷成型一般不會對于內外徑尺寸產生影響(當然起拱狀態的內徑會變大,但是工作中壓平狀態時,與落料內徑尺寸一般沒有大的變化)
熱成型和熱壓-淬火成型,產品的內外圓將發生很大的變化。回火以后,外圓會向外脹大,內孔會向內縮小。這些都要求設計和生產中給予考慮的。
例如外圓D≈240mm的產品,一般會脹大1.6~2.4mm。而內孔d縮小≈0.8~1.2mm。(僅僅是一般的經驗數據,還沒有考慮到膜片彈簧的結構、形狀、材料性能、材料厚度等等產品特定因素的影響效果在內)每一個產品具體的變化和修正量還要通過實踐和經驗去確定。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
