316L不銹鋼粉選擇性激光熔化成形工藝及成形后的性能
2018-05-28 03:19:12,,,,
機(jī)械工程材料 2018年5期
關(guān)鍵詞:不銹鋼
,,,,
(1.蘭州理工大學(xué)機(jī)電工程學(xué)院,蘭州 730050;2. 甘肅機(jī)電職業(yè)技術(shù)學(xué)院,天水 741001)
0 引 言
選擇性激光熔化是20世紀(jì)90年代發(fā)展起來的一種新技術(shù),該技術(shù)可實(shí)現(xiàn)金屬粉體的直接成形,具有良好的發(fā)展前景。選擇性激光熔化成形工藝的加工過程[1-2]為:使用三維軟件設(shè)計(jì)零件的三維模型,在分層軟件中對該模型進(jìn)行切片處理,將生成的信息導(dǎo)入到工作臺中;根據(jù)切片處理生成的信息,使用激光對粉體進(jìn)行選區(qū)掃描,粉體吸收激光能量而熔化,快速黏接在一起,以此逐層堆積,直至成形出零件。
316L不銹鋼粉中含有一定量的鎳(Ni)和鉻(Cr),成形后具有較好的塑性和耐磨性,且可在苛刻工況下使用;316L不銹鋼的應(yīng)用范圍廣泛,且價(jià)格合理,未來發(fā)展前景良好;但采用傳統(tǒng)工藝進(jìn)行加工成形時(shí),其工藝要求很高,若零件結(jié)構(gòu)較復(fù)雜,則加工工序繁瑣、生產(chǎn)周期長、成本高。
近年來,選擇性激光熔化(SLM)技術(shù)發(fā)展較快,國外的相關(guān)研究較多。BALC等[3]使用SLM技術(shù)對大型零件進(jìn)行修復(fù);PAUL等[4]研究了激光快速成形工藝對Inconel 625不銹鋼力學(xué)性能的影響;KEMPEN等[5]探討了SLM工藝對18Ni-300鋼力學(xué)性能的影響;YASA等[6]研究了激光重熔對SLM成形316L不銹鋼顯微組織的影響。而國內(nèi)有關(guān)SLM工藝的研究大多為基礎(chǔ)研究,研究內(nèi)容多集中在激光設(shè)備的內(nèi)部結(jié)構(gòu)組成、應(yīng)用領(lǐng)域、成形材料制備及性能研究等方面,而對成形過程中工藝參數(shù)控制的研究較少。因此,作者以316L不銹鋼粉為原料進(jìn)行SLM成形,研究了激光功率、掃描速度、掃描間距等參數(shù)對成形試樣相對密度和力學(xué)性能的影響,得到了優(yōu)化工藝參數(shù)。
1 試樣制備與試驗(yàn)方法
1.1 試樣制備
試驗(yàn)原料為氣霧化法制備的316L不銹鋼粉,化學(xué)成分見表1,顯微組織及粒徑分布見圖1。由圖1可以看出,粉體顆粒基本呈球形,其大小不一,平均粒徑為46.37 μm。

表1 316L不銹鋼粉的化學(xué)成分(質(zhì)量分?jǐn)?shù))Tab.1 Chemical composition of 316L stainless steel powder (mass) %
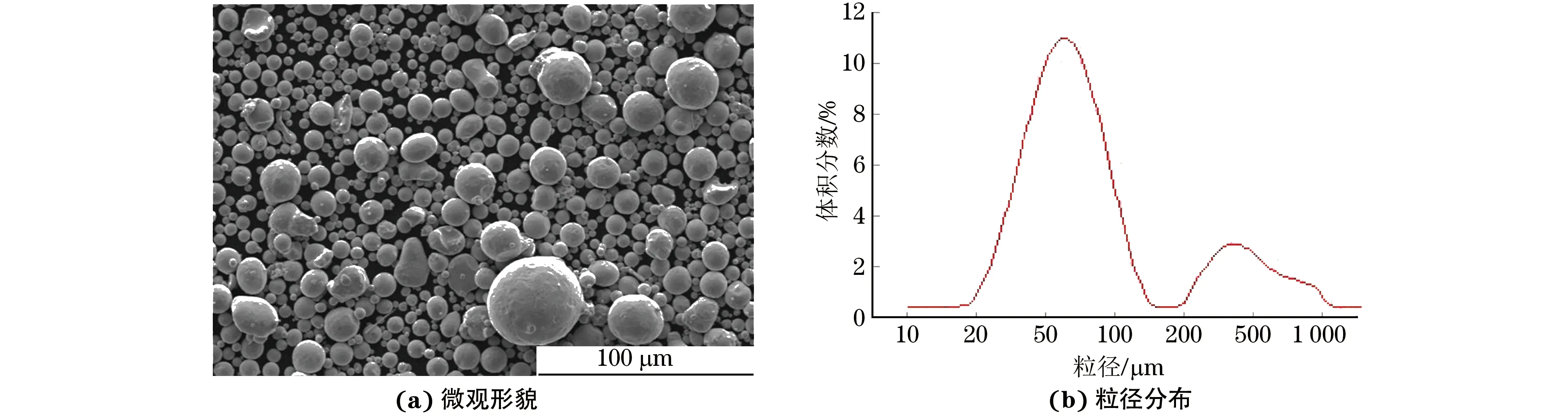
圖1 316L不銹鋼粉的微觀形貌和粒徑分布Fig.1 Micromorphology (a) and particle size distribution (b) of 316L stainless steel powder
試驗(yàn)設(shè)備為BLT S300型金屬打印機(jī),用刮刀將316L不銹鋼粉均勻地鋪在基板上,使用波長為1 064 nm光纖激光器對不銹鋼粉進(jìn)行SLM成形,通過逐層鋪粉、逐層掃描的方式直接成形出試樣,鋪粉厚度為0.04 mm,掃描方式選用ZigZag,掃描完一層后,旋轉(zhuǎn)90°掃描。SLM直接成形的拉伸試樣尺寸如圖2所示,密度測試試樣的尺寸為5 mm×5 mm×5 mm。
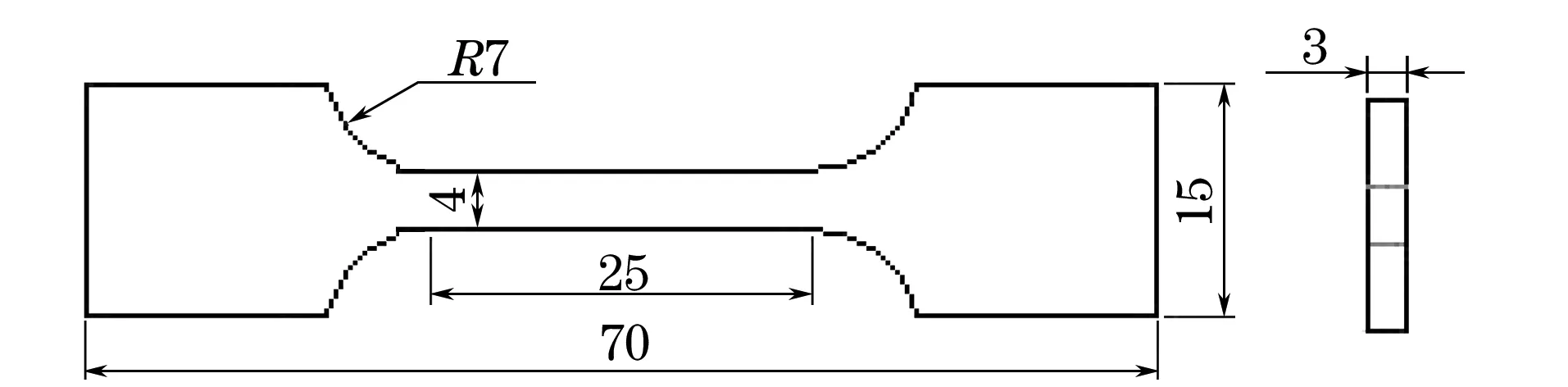
圖2 拉伸試樣的尺寸Fig.2 Size of tensile sample
SLM過程中影響成形件力學(xué)性能的參數(shù)有很多,如激光功率、掃描速度、掃描間距、鋪粉厚度、掃描方式以及旋轉(zhuǎn)角度等[7-8]。作者在單因素試驗(yàn)的基礎(chǔ)上,選擇激光功率(A)、掃描速度(B)和掃描間距(C)作為影響因素,并確定了三個(gè)水平,選用L9(34)表進(jìn)行正交試驗(yàn),因素水平如表2所示。
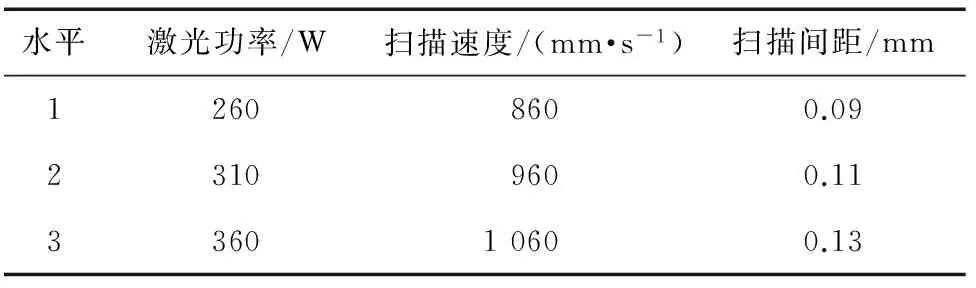
表2 正交試驗(yàn)的因素和水平Tab.2 Factors and levels for orthogonal test
1.2 試驗(yàn)方法
密度測試試樣經(jīng)超聲波清洗、酒精沖洗后,用JSM-5600LV型低真空掃描電子顯微鏡觀察微觀形貌。采用阿基米德法測試試樣的密度,測試天平的精度為0.001 g。相對密度的計(jì)算公式為
(1)
式中:ρ相為相對密度;ρ為實(shí)測密度;ρ標(biāo)為316L不銹鋼粉的理論密度,取7.93 g·cm-3。
采用WDW-1E型微機(jī)控制電子式萬能試驗(yàn)機(jī)進(jìn)行拉伸試驗(yàn),拉伸速度為1 mm·min-1,用JSM-5600LV型低真空掃描電子顯微鏡觀察拉伸斷口形貌。
2 試驗(yàn)結(jié)果與討論
2.1 工藝參數(shù)優(yōu)化
由表3可以看出:試樣的抗拉強(qiáng)度、屈服強(qiáng)度和相對密度均隨激光功率或掃描速度的增加先增后降,隨掃描間距的增加而增大,各因素對這3個(gè)指標(biāo)的影響由大到小排序均為掃描速度、激光功率、掃描間距,優(yōu)化參數(shù)組合為A2B2C3,即激光功率310 W、掃描速度960 mm·s-1、掃描間距0.13 mm;伸長率隨激光功率的增加先降后增,隨掃描速度的增加而增大,隨掃描間距的增加變化很小,其優(yōu)化參數(shù)組合為A3B3C3,即激光功率360 W、掃描速度1 060 mm·s-1、掃描間距0.13 mm。
綜合考慮各項(xiàng)指標(biāo)后,確定試驗(yàn)的最佳參數(shù)組合為激光功率310 W、掃描速度960 mm·s-1、掃描間距0.13 mm。在該工藝參數(shù)下對316L不銹鋼粉進(jìn)行SLM成形,測得其成形試樣的抗拉強(qiáng)度為613 MPa,屈服強(qiáng)度為320 MPa,伸長率為44.6%,相對密度為99.53%。與其他9組試驗(yàn)結(jié)果相比,該組參數(shù)SLM成形試樣的抗拉強(qiáng)度、屈服強(qiáng)度和相對密度最大,伸長率雖較低,但與最大值相差很小。因此,試驗(yàn)得到的最佳工藝參數(shù)合理。
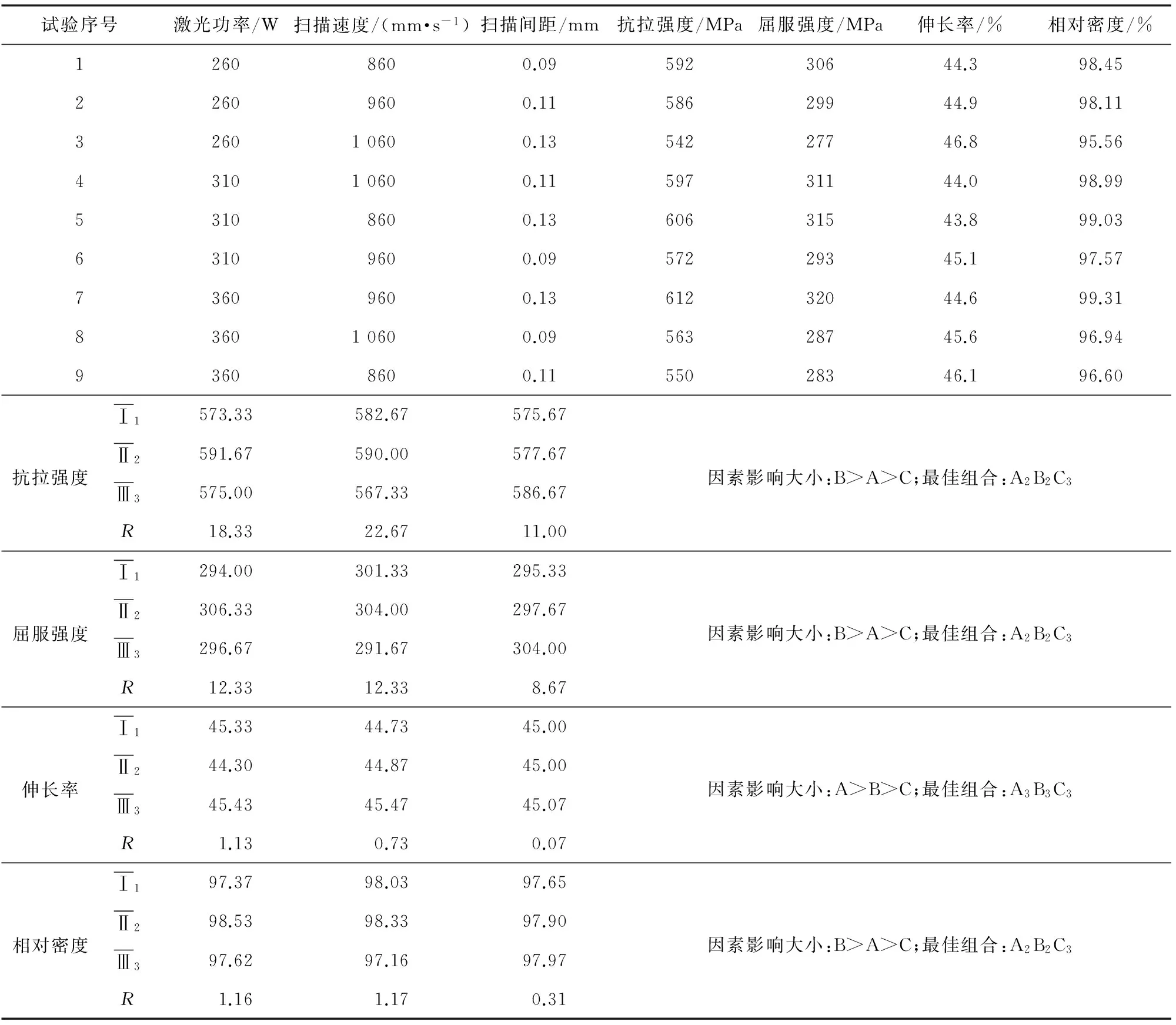
表3 正交試驗(yàn)結(jié)果Tab.3 Results of orthogonal test
2.2 微觀組織與斷口形貌
能量輸入密度φ的物理意義是單位掃描面積所得到的能量,其計(jì)算公式為
φ=P/(vs)
(2)
式中:P為激光功率;v為掃描速度;s為掃描間距。
由式(2)可見,φ為激光功率、掃描速度和掃描間距的函數(shù),可以作為綜合評估這3個(gè)因素對成形試樣性能影響的參數(shù)。
由圖3可見:隨著能量輸入密度的增加,成形試樣的相對密度、抗拉強(qiáng)度和屈服強(qiáng)度均先增后降,伸長率則先降后增;當(dāng)能量輸入密度為2.48 J·mm-2時(shí),試樣的相對密度、抗拉強(qiáng)度和屈服強(qiáng)度均最大,但伸長率相對較低。
選擇在3組工藝參數(shù)下成形的試樣進(jìn)行對比:(1) 激光功率310 W、掃描速度960 mm·s-1和掃描間距0.13 mm,即能量輸入密度為2.48 J·mm-2;(2) 激光功率360 W、掃描速度860 mm·s-1和掃描間距0.11 mm,即能量輸入密度為3.81 J·mm-2;(3) 激光功率260 W、掃描速度1 060 mm·s-1和掃描間距0.13 mm,即能量輸入密度為1.89 J·mm-2。
由圖4和圖5可知:當(dāng)能量輸入密度為2.48 J·mm-2時(shí),成形試樣的表面光滑連續(xù),比較平整,孔隙較小,拉伸斷口上的韌窩細(xì)小均勻,且球化現(xiàn)象較少;當(dāng)能量輸入密度為3.81 J·mm-2時(shí),成形試樣表面的孔隙很多,且孔隙尺寸較大,拉伸斷口上有球化和開裂現(xiàn)象;當(dāng)能量輸入密度為1.89 J·mm-2,成形試樣表面的孔隙同樣較多,且拉伸斷口上也存在球化現(xiàn)象。
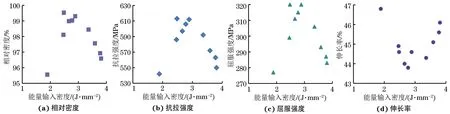
圖3 能量輸入密度對試樣相對密度和拉伸性能的影響Fig.3 Effects of energy input density on relative density and tensile properties of the sample: (a) relative density;(b) tensile strength; (c) yield strength and (d) elongation
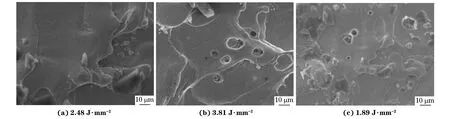
圖4 不同能量輸入密度下成形試樣的表面SEM形貌Fig.4 Surface SEM morphology of formed samples at different energy input densities
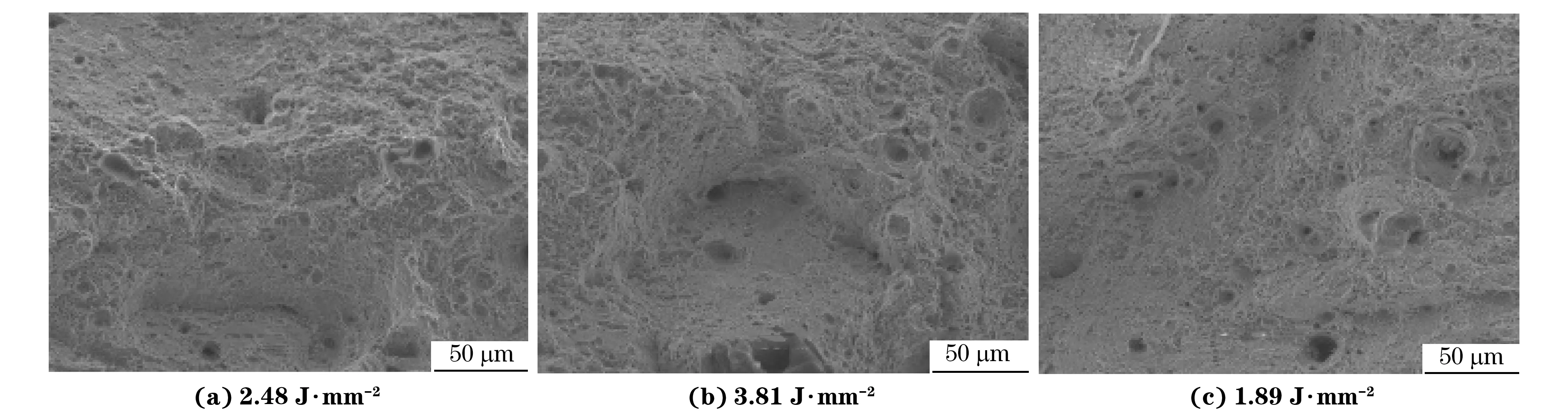
圖5 不同能量輸入密度下成形試樣的拉伸斷口形貌Fig.5 Tensile fracture morphology of formed samples at different energy input densities
綜上所述:當(dāng)激光功率較低時(shí),液相生成不充分,導(dǎo)致粉體流動(dòng)性差而難以生成燒結(jié)表面;掃描速度較高時(shí),液相存在時(shí)間較短,同樣會(huì)導(dǎo)致流動(dòng)性差而引起燒結(jié)體分層和球化,此外粉體吸收的能量也變少,熔池冷卻速率加快,導(dǎo)致燒結(jié)表面質(zhì)量較差;當(dāng)掃描間距較大時(shí),粉體不能充分熔化,相鄰燒結(jié)軌道不能完全黏接在一起,導(dǎo)致下一層鋪粉不均勻。因此,在能量輸入密度為1.89 J·mm-2下的成形試樣的性能較差,其抗拉強(qiáng)度和屈服強(qiáng)度分別為542,277 MPa,伸長率為46.8%,相對密度為95.56%。
當(dāng)激光功率增大、掃描速度相應(yīng)減小,即能量輸入密度增大時(shí),粉床溫度升高,使大量粉體熔化形成適量的液相,并降低了熔體的黏度和表面張力,粉體流動(dòng)性增強(qiáng),熔池連續(xù)形成,從而使得試樣的相對密度和力學(xué)性能提高[8-10]。因此,當(dāng)能量輸入密度增至2.48 J·mm-2時(shí),試樣的相對密度和拉伸性能均較佳,其抗拉和屈服強(qiáng)度分別為613,320 MPa,伸長率為44.6%,相對密度為99.53%。
當(dāng)能量輸入密度過高,即激光功率較高、掃描速度和掃描間距較小時(shí),液相生成過多且液相存在時(shí)間過長,會(huì)引起球化和開裂,造成燒結(jié)體收縮變形,并且還會(huì)延長成形時(shí)間。因此,在能量輸入密度為3.81 J·mm-2時(shí),試樣的相對密度和拉伸性能較差,其抗拉和屈服強(qiáng)度分別為550,283 MPa,伸長率為46.1%,相對密度為96.60%。
適當(dāng)?shù)哪芰枯斎朊芏饶苁构桃簼櫇裥阅苓_(dá)到最優(yōu),液相中結(jié)構(gòu)顆粒適當(dāng)重排,實(shí)現(xiàn)高質(zhì)量燒結(jié);當(dāng)采用較低的掃描速度、較小的掃描間距和相對較高的激光功率進(jìn)行SLM成形時(shí),產(chǎn)生的液相較多、燒結(jié)時(shí)間較長,成形試樣的相對密度較高[11-12];能量輸入密度過大時(shí),液相存在時(shí)間過長會(huì)產(chǎn)生球化抑制燒結(jié),降低成形試樣的相對密度和力學(xué)性能。
3 結(jié) 論
(1) 成形試樣的抗拉強(qiáng)度、屈服強(qiáng)度和相對密度均隨激光功率或掃描速度的增加先增后降,隨掃描間距的增加而增大;伸長率隨激光功率的增加先降后增,隨掃描速度的增加而增大,隨掃描間距的增加變化很小。
(2) 采用SLM成形316L不銹鋼粉時(shí)的最佳工藝參數(shù)組合為激光功率310 W、掃描速度960 mm·s-1、掃描間距0.13 mm,成形后試樣的相對密度和抗拉、屈服強(qiáng)度均最大,分別為99.53%,613 MPa和320 MPa,伸長率適中,為44.6%。
(3) 在優(yōu)化工藝參數(shù)(能量輸入密度為2.48 J·mm-2)下,成形試樣的表面光滑連續(xù),比較平整,孔隙較小,拉伸斷口上的韌窩細(xì)小均勻,且球化現(xiàn)象較少;當(dāng)掃描速度降至860 mm·s-1、掃描間距降至0.11 mm,即能量輸入密度為3.81 J·mm-2時(shí),成形試樣表面的孔隙很多,且孔隙尺寸較大,拉伸斷口上有球化和開裂現(xiàn)象;當(dāng)激光功率降至260 W、掃描速度增至1 060 mm·s-1,即能量輸入密度為1.89 J·mm-2時(shí),成形試樣表面的孔隙同樣較多,且拉伸斷口上也存在球化現(xiàn)象。
參考文獻(xiàn):
[1] 楊永強(qiáng), 劉洋, 宋長輝. 金屬零件3D打印技術(shù)現(xiàn)狀及研究進(jìn)展[J]. 機(jī)電工程技術(shù), 2013, 42(4): 1-7.
[2] 曾光, 韓志宇, 梁書錦,等. 金屬零件3D打印技術(shù)的應(yīng)用研究[J]. 中國材料進(jìn)展, 2014,33(6):376-382.
[3] BALC N O, BERCE P, PACURAR R. Comparison between SLM and SLS in producing complex metal parts[R]. Annals of DAAAM & Proceedings.[S.l.]:[s.n.], 2010: 7-9.
[4] PAUL C P, GANESH P, MISHRA S K,etal. Investigating laser rapid manufacturing for Inconel-625 components[J]. Optics & Laser Technology, 2007, 39(4):800-805.
[5] KEMPEN K, YASA E, THIJS L,etal. Microstructure and mechanical properties of Selective Laser Melted 18Ni-300 steel[J]. Physics Procedia, 2011, 12(1):255-263.
[6] YASA E, KRUTH J P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting[J].Procedia Engineering,2011,19(1):389-395.
[7] 楊啟云, 吳玉道, 沙菲. 選區(qū)激光熔化成形Inconel 625合金的顯微組織及力學(xué)性能[J]. 機(jī)械工程材料, 2016, 40(6):83-87.
[8] SIMCHI A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features[J]. Materials Science and Engineering,2006, 428(2):148-158.
[9] 張升. 醫(yī)用合金粉末激光選區(qū)熔化成形工藝與性能研究[D]. 武漢:華中科技大學(xué), 2014.
[10] OLAKANMI E O, COCHRANE R F, DALGARNO K W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties[J].Progress in Materials Science,2015,74:401-477.
[11] SHAHZAD K, DECKERS J, KRUTH J P,etal. Additive manufacturing of alumina parts by indirect selective laser sintering and post processing[J]. Journal of Materials Processing Technology, 2013, 213(9): 1484-1494.
[12] 李生志,付立銘,單愛黨. 擴(kuò)散退火對Inconel 783合金顯微組織及力學(xué)性能的影響[J]. 機(jī)械工程材料,2016,40(8):7-11.
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16