430不銹鋼激光焊焊縫質量提升
2018-05-24 19:25:32石育帆
山西冶金 2018年2期
石育帆
(山西太鋼不銹鋼股份有限公司, 山西 太原 030003)
山西太鋼不銹鋼股份有限公司(全文簡稱太鋼)不銹鋼冷連軋生產線通過將前后鋼卷頭尾相連,實現連續化生產,同時對焊縫直接進行軋制,具有產品成材率高、生產節奏快的特點。連軋生產線對于焊縫的強度和塑性要求苛刻,需采用激光焊進行連接。同時,430不銹鋼進行無填絲激光焊時焊縫區域組織為馬氏體,熱影響完全淬火區的組織為馬氏體+貝氏體組織,熱影響不完全淬火區的組織為貝氏體,力學性能極差,完全滿足不了生產要求,且由于4.5 mm以上厚度尺寸效應明顯,進一步惡化了焊縫的力學性能,因而必須采用填絲焊接來改善焊縫組織,提高力學性能。
本文采用12 kW的CO2激光,針對5.0 mm厚430不銹鋼,進行不同工藝參數下的對接焊接試驗研究,觀察不同工藝參數下的焊縫成型,獲得滿足生產要求的工藝參數。
1 激光焊縫軋制過程中斷裂裂口分析
太鋼冷連軋為5機架連軋機,開裂過程基本是從邊部開始,在經過軋機Ⅱ—Ⅲ機架后邊部發生開裂,在大張力條件下焊縫裂口處發生應力集中,沿焊縫發生瞬間撕裂導致斷帶。將焊縫裂口取樣做電鏡斷面掃面,如圖1-1、1-2所示,帶鋼在軋制過程中發生加工硬化,變硬變脆,焊縫有裂口存在時易發生斷裂。
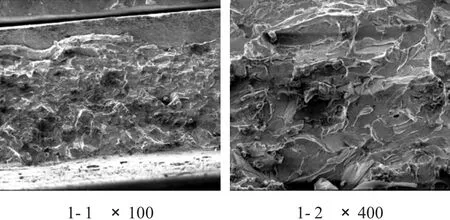
圖1 焊縫斷口掃描
從圖2所示的斷裂形態看,不是從焊縫部分斷裂,斷裂部位是延焊接接頭的熔合區及熱影響區斷裂,說明焊縫的質量還是相對可靠的,但焊接熱影響區及熔合區質量有待改善。從金相采集圖片看,撕裂裂紋開口均朝焊縫背后,說明起裂點應該是從焊接接頭的背后起裂,向焊縫正面延伸。斷裂區完全位于焊縫外側的熱影響區,說明焊縫的力學性能相對可靠,優于熱影響區,430不銹鋼經焊接后,熱影響區性能下降趨勢嚴重,影響到冷連軋機組的軋制。
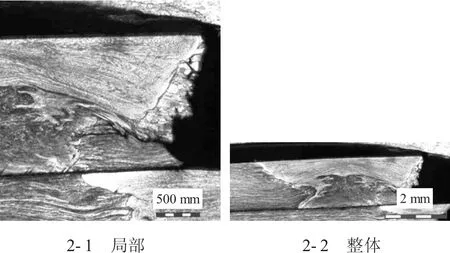
圖2 焊縫斷口橫截面金相
采用2.5 m/min的焊接速度,5.9 m/min送絲速度,0.4 mm焊縫間隙及180 A、4.2 m/min的退火工藝焊接5.0 mm430不銹鋼,焊縫中部取樣做金相如圖3所示。
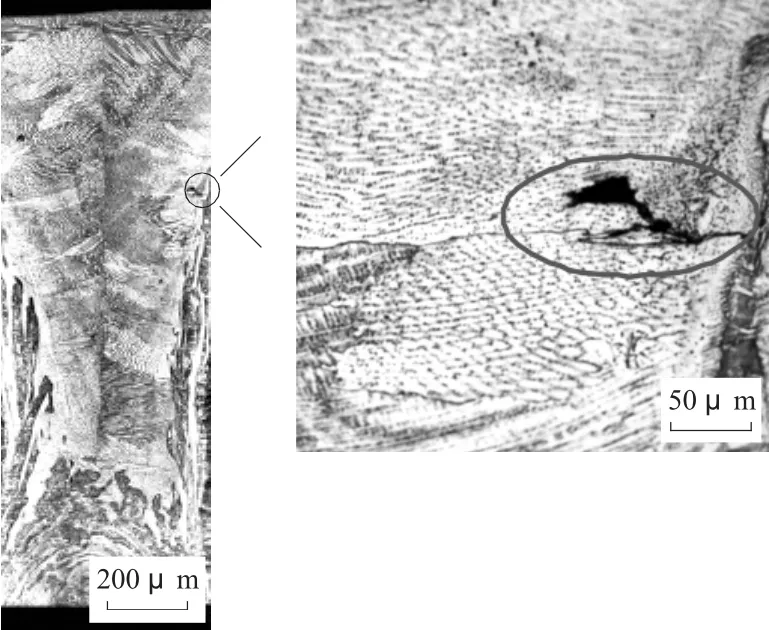
圖3 試樣焊縫截面金相
焊絲整體熔入焊縫情況較好,大部分均為奧氏體組織,但是中心部分有一條界限分明的晶界,這是由于冷卻速度過快,熔池存在的時間短暫,焊縫中心部位還來不及形核,從兩側向中間生長的柱狀晶就快速相遇并凝固,在焊縫中心留下一條自上而下貫穿的晶界。熱影響區與熔合區有明顯的分界線,在熔合區中有大量的析出物,而整齊晶界處的析出物會極大影響焊縫處的冷加工性能。在顯微硬度的試驗中,焊縫上半部分硬度基本與奧氏體一致,下半部分硬度很大,猜測應該是馬氏體組織,由圖2也可以看出,軋制后焊縫下半部分變形較小,軋制流線呈向上凸起狀。熔合區中越靠近焊縫中心的硬度值增加幅度越大,熔合區的硬度相較于焊縫中心的略低,熱影響區的硬度更低,但整體焊縫區域的硬度都比母材硬度高,且硬度峰值均出現在焊縫中心部位。
2 工藝參數及設備條件改善
2.1 提高激光光束質量并優化聚焦效果
激光焊以聚焦的激光束作為能源轟擊焊件,在被焊金屬材料焊接界面上產生小孔,從而進行焊接的一種高效精密的焊接方法。激光束在鋼板表面的聚焦情況和激光束質量至關重要。對于連軋線使用的焊機,激光諧振器的輸出鏡和光路中反射鏡、聚焦鏡是影響激光束質量的主要因素。經使用專用樹脂板在二級激光系統出口和聚焦鏡出口進行灼燒實驗,對比調試期間所做實驗記錄,發現各鏡面均有不同程度的污染。圖4為設備調試期間記錄,圖5為2016年5月底所測結果,明顯可以看出不論是激光擊穿樹脂板的深度還是上外圓的直徑都與調試期間有較大差別。
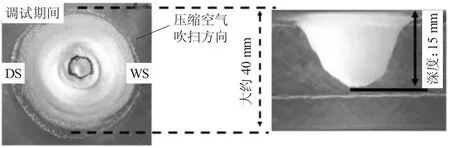
圖4 聚酯板激光實驗(設備調試期間)

圖5 聚酯板激光實驗(6個月后)
使用NaOH溶液和丙酮溶液分別清洗不同鏡面改善激光束質量,然后用“三點試驗”來矯正激光焦點X軸位置。
2.2 調整焊縫退火條件
焊接完成后焊縫內有不均勻的應力且溫度處于925℃以上區間時,鐵素體不銹鋼由于晶界沉淀富鉻碳化物,使其臨近貧鉻,產生晶間腐蝕,即在熔合線附近造成刀口腐蝕。這時若經650~815℃較短時間的保溫處理,就會恢復抵抗晶間腐蝕能力。
連軋生產線采用焊后感應退火的方式來進行短時間的保溫并消除焊接內應力。但是在生產過程中發現完全冷卻的焊縫其力學性能與剛剛焊接完成后差異極大,這可能是由于焊縫焊接完成后退火不完全,內應力沒能得到釋放造成。為充分釋放焊縫內應力,課題組將退火電流調整到173 A,退火速度調整到3.5 m/min,控制上表面溫度在600℃左右(下表面及內部溫度會大于600℃),并稍微延長退火時間來改善退火質量,經檢測冷卻前后焊縫質量差異大幅減小,如下頁圖6所示,未調整退火參數前杯突實驗中幾乎每次都有沿焊縫處開裂傾向,調整后已有較大改善。
2.3 調整送絲機構
激光填絲焊接在焊接過程中,激光光束焦點不是直接照射到工件表面,而是完全或者一部分照射到焊絲表面,焊絲金屬受熱熔化后進入連接區域,需要向激光束與焊絲及帶鋼作用部位吹送保護氣體和輔助氣體,保護熔池和控制光致等離子體,該工藝的關鍵技術是解決焊絲的送進方式和送絲機構。
激光填絲焊的焊接過程的穩定性和最終焊縫成型質量的好壞,很大程度上取決于焊絲送進的穩定性和位置準確度。焊接過程要求熔化的焊絲不斷流動,在焊絲和熔池之間形成焊絲液滴的連橋過渡,完成整個填充過程。
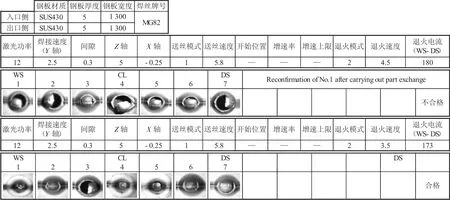
圖6 焊縫杯突實驗結果
對于430不銹鋼的焊接,焊絲與母材的熔合情況很大程度直接決定了焊縫的質量,而焊絲的送絲速度、高度、伸出焊咀長度、X軸偏差和矯直情況會直接影響焊接時填絲的好壞。
我們采用的是直徑0.9 mm,牌號為YNiCr-3的鎳基焊絲,成分如表1所示。
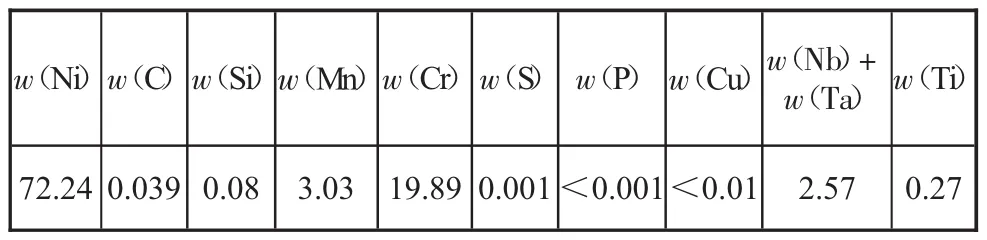
表1 YNiCr-3鎳基焊絲化學成分 %
由于諧振器產生的激光功率較高(12 kW),故采用焊絲完全遮擋激光束的方式進行焊接。按照圖7所示標準調整送絲機構精度,通過調節3個千分旋鈕來精準調節焊絲位置。

圖7 激光頭機械位置設定情況
經過以上調整,再做激光打點(Laser Spot)實驗可以確認將焊絲已調整至激光焦點中央。
2.4 調整焊縫間隙大小及形狀
針對不同厚度規格和不同的焊縫間隙,需要調整焊接速度和送絲速度之間的相互關系。在激光功率、帶鋼厚度及焊縫間隙一定時,如果送絲速度過快,會導致間隙不足以使全部焊絲熔化而使焊絲堆積在工件表面,無法形成過渡平滑良好的焊縫;但如果送絲速度過慢會導致無法滿足對焊縫合金元素調整的需求。因此利用合適的焊縫間隙與送絲速度之間的匹配關系,才能夠獲得令人滿意的焊縫。
在實際生產過程中發現焊縫傳動側與操作側的型貌有所區別,用塞尺測量焊縫實際間隙發現兩側間隙相對于中間要小將近0.2 mm,使得兩側焊絲堆積在焊縫表面,在軋制過程中邊部極易發生開裂。圖8為傳感器測量的焊縫實際間隙大小,設定值為1 mm,可以看出邊部最小為0.78 mm,而最大部位已經達到了1.05 mm,差值可達0.27 mm,已經遠遠超出了設備精度要求的最大公差0.15 mm,導致間隙的工藝參數無法進行調整。
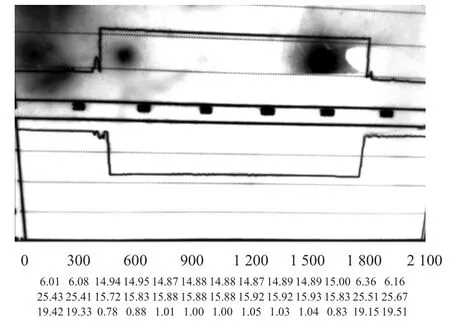
圖8 間隙情況檢測結果
焊接5.0 mm厚度430鋼板時,間隙設定為0.25 mm,手工測量實際間隙,邊部大約為0.17 mm左右,中間為0.38 mm左右,分別取邊部及中間部位試樣進行金相實驗,發現邊部焊絲與母材熔合情況較差,如圖9所示。
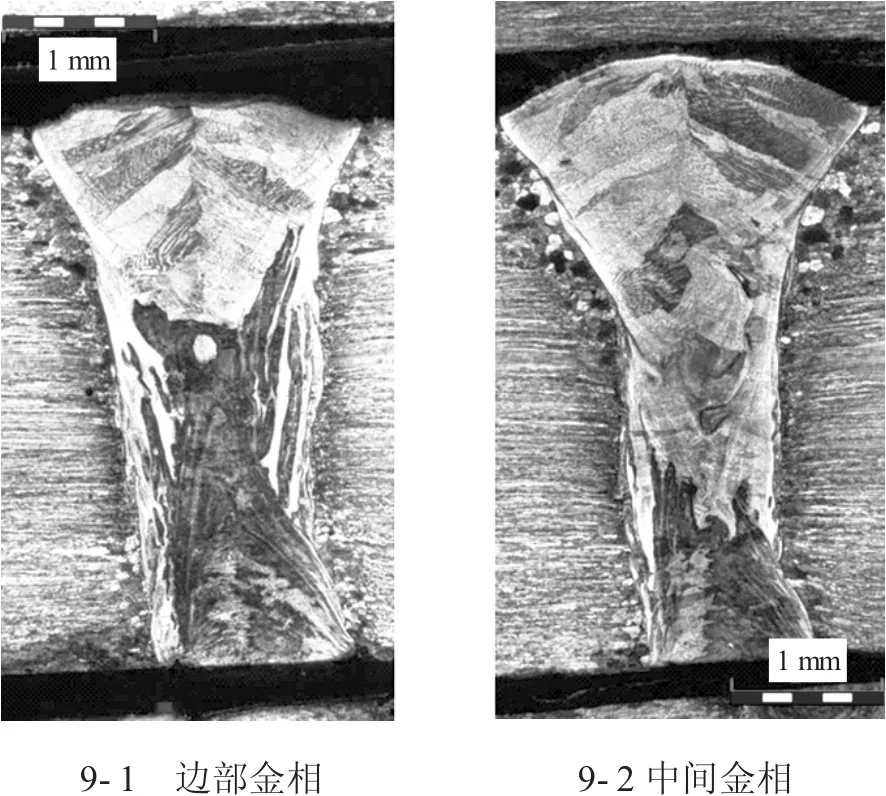
圖9 焊絲、母材熔合情況對比
檢查設備發現加緊平臺的夾鉗墊板與支撐輥磨損都較為嚴重,已經出現了一定的變形,更換后重新測量間隙情況,發現間隙公差已經大幅改善,兩邊相對較小,均在0.15 mm的最大公差范圍內,基本符合實際焊接要求。
最終將5.0 mm的430焊接工藝參數設置為:功率12 kW、送絲速度5.8 m/min、焊縫間隙0.31 mm、退火電流173 A、退火速度3.5 m/min。
3 結論
1)利用功率為12 kW激光可實現5.0 mm厚430不銹鋼對拼焊接,焊縫成形質量好,最佳工藝參數為:功率為12 kW,焊接速度為2.5 m/min,送絲速度為5.8 m/min、焊縫間隙為0.31 mm、退火電流為173 A、退火速度為3.5 m/min。
2)在較大間隙條件下,焊縫中的金屬基本可以全部轉變為奧氏體,大大提高了焊縫的綜合力學性能。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
