合成腔體大小對人造金剛石合成的影響
2018-05-24 08:59:50邵靜茹李方宜劉永奇胡之浩
超硬材料工程 2018年2期
邵靜茹,李方宜,劉永奇,姚 昱,胡之浩,張 坤,許 瀟
(1.鄭州華晶金剛石股份有限公司,河南 鄭州 450001;2.鄭州外國語新楓楊學校,河南 鄭州 450001)
1 引言
自從1954年美國GE公司Bundy等人利用金屬粉和石墨成功合成出第一顆人造金剛石以來[1],由于金剛石具有其它功能材料不具有的優異性能而在工業領域具有不可替代的作用,因而發展迅速。我國自1963年成功合成金剛石以來,經過50多年的發展,已經成為世界第一金剛石生產大國。特別是近些年來利用粉末觸媒、間接加熱等技術更新以及電控技術水平的提高[2-4],我國的人造金剛石品級有了很大的提高,與國際著名公司的產品質量上差距有所減小,其中一些產品已經達到了世界先進水平。
為了提高人造金剛石的單產以及品級,早在上個世紀70年代,國內就普遍認為擴大合成腔體不僅可以提高單產還可以提高人造金剛石品級,因此提高壓機噸位,擴大合成腔體就成了不可或缺的重要手段[4]。目前國內人造金剛石的主要生產設備——六面頂壓機的缸徑已經從Φ270~Φ290增長到現在的Φ650~Φ1000,合成腔體也從 Φ12、Φ14、Φ18等腔體,增加到現在的 Φ41、Φ45、Φ55、Φ60等,而且有越來越大的趨勢。那么在現有的技術條件下,是不是腔體越大越好呢?到目前為止,并沒有非常明確的研究結論。本論文將通過不同腔體大小進行人造金剛石合成實驗,并對合成結果進行分析,對這一問題進行深入的研究,為今后人造金剛石合成腔體向縱深發展提供參考。
2 實驗
2.1 合成塊及設備的選擇
本實驗所使用的壓機為華晶公司自行研發的梁缸一體化單壓鉸鏈式六面頂壓機,壓機型號分別為HJ-650、HJ-750、HJ-800,壓 力 控 制 精 確 度 為0.1MPa,加熱功率控制精確度為0.01kW,采用多階段升壓合成工藝進行合成實驗,如圖1所示,針對不同腔體,根據實驗要求再做適當調整,以達到最佳合成效果。本實驗所用的葉蠟石合成塊為葉蠟石-白云石復合結構,葉蠟石輔助材料產于北京門頭溝地區的葉蠟石礦,白云石內襯材料產于北京長溝地區的白云石礦,合成塊采用同一配方,同一批次的原輔材料及同一方式組裝而成的不同大小的合成腔體,實驗腔體大小分別為Φ41、Φ45、Φ53、Φ55、Φ60,各腔體石墨柱的技術指標如表1所示。
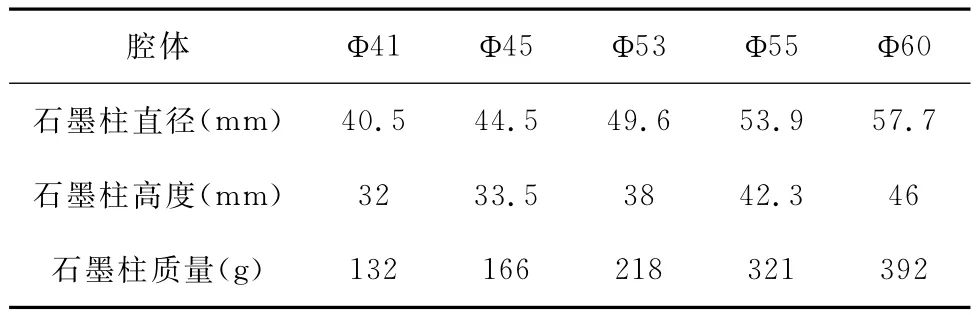
表1 不同合成腔體石墨柱尺寸表Table 1 Graphite column sizes for different synthetic cavities
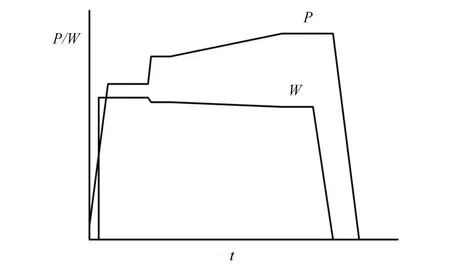
圖1 多階段升壓合成工藝曲線圖Fig.1 Curve diagram of multi-stage boost synthesis process
2.2 試驗方案
試驗分兩組進行,第一組,調整各腔體的合成工藝,以使各腔體合成的金剛石質量接近(鏡檢得分3.5左右),然后對比轉化率;第二組,調整合成工藝,以使各腔體的轉化率都控制在800左右(轉化率α=單產/石墨柱重量),然后對比產品質量。合成塊試樣選取原則是:每個腔體選取5臺設備,然后從隨機抽取的2塊合成棒組成該腔體的試樣。試樣提純后首先稱量得到單產,通過單產計算出轉化率,然后在顯微鏡下,觀察金剛石的顏色、晶型、透度、純凈度、粒度集中度這5個指標,對合成結果進行評判打分,去掉最高分和最低分求平均值,得到一個評判腔體合成金剛石質量的數值,最后對試樣進行篩分選型,得出試樣的粒度集中度和優晶比,通過對比分析這些實驗數據,從而得出合成腔體的大小對人造金剛石的影響。
3 實驗結果與分析
3.1 轉化率α隨腔體的變化
通過調整不同腔體的合成工藝參數,將各腔體合成金剛石的鏡檢得分均控制在3.5左右,此時各腔體的轉化率如表2所示:

表2 不同腔體的轉化率Table 2 Conversion rates of different cavities
從表2中我們可以發現隨著合成腔體的不斷增大,金剛石合成質量接近的條件下,其轉化率α是不斷下降的,且隨著合成腔體的進一步擴大,其轉化率α下降的趨勢愈發明顯,如圖2所示,原因是隨著合成腔體的增大,合成塊也增大,而外圍葉蠟石尺寸增大,高溫高壓過程中,葉蠟石發生相變,不僅壓力、溫度損失會增大,石墨柱中溫度場和壓力場梯度也會增大,不利于金剛石生長,轉化率就會相對降低。
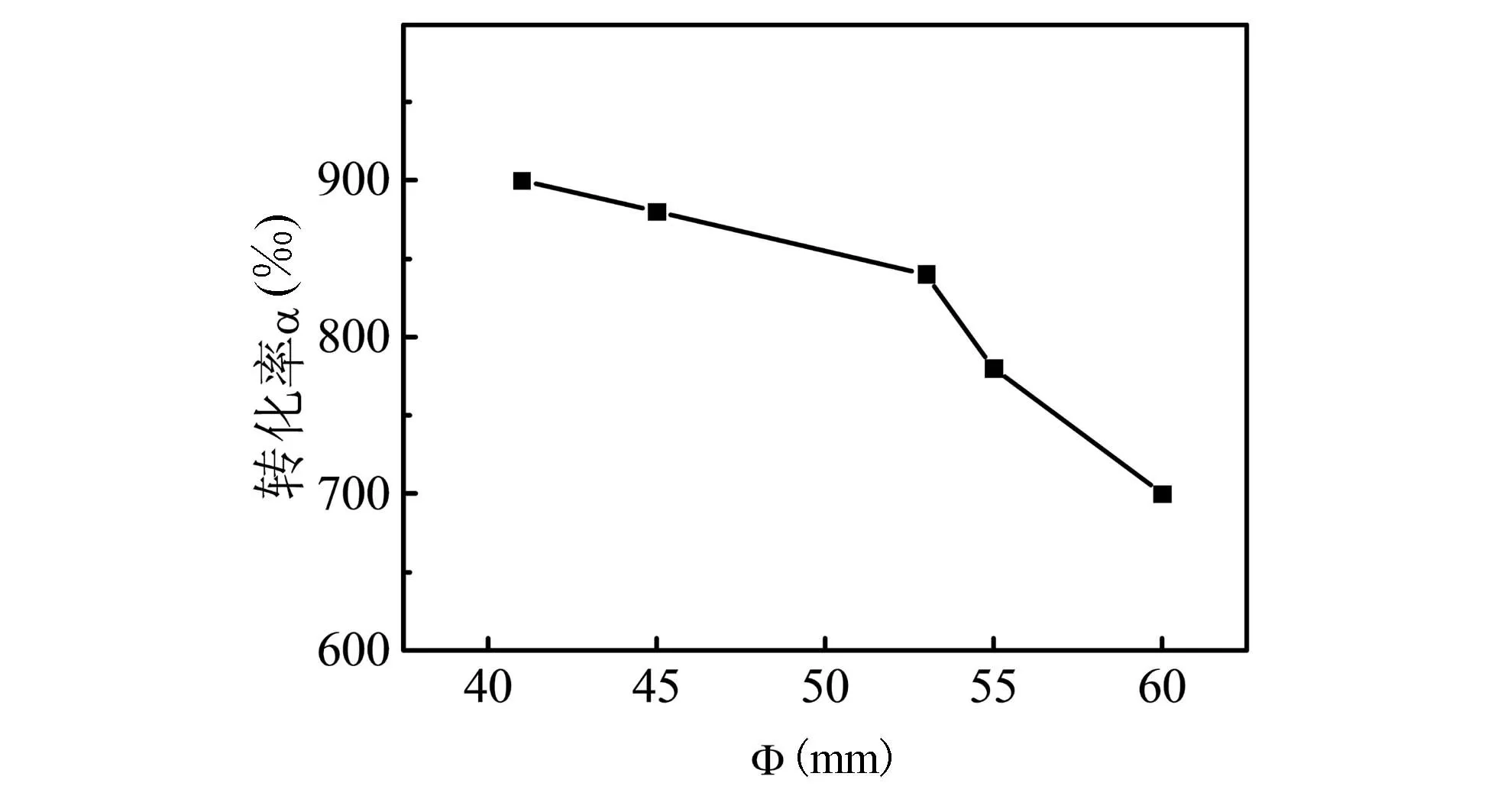
圖2 不同腔體轉化率變化譜圖Fig.2 Spectrum of conversion rate of different cavity
3.2 產品質量隨腔體變化
通過調整合成工藝參數,將各腔體的轉化率α都控制在800左右時,此時不同腔體合成的金剛石的鏡檢得分、粒度集中度和優晶比如表3所示:
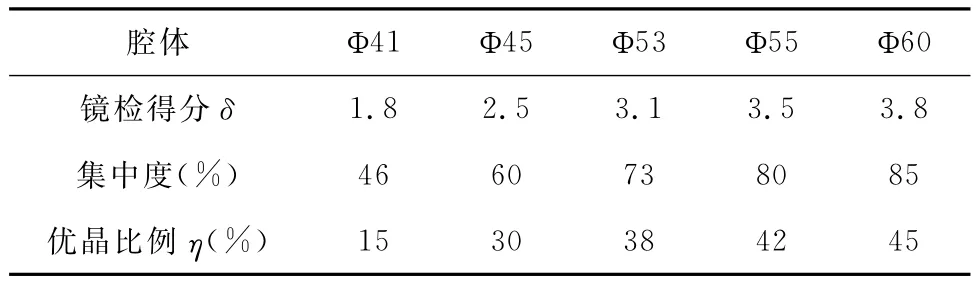
表3 不同腔體的產品質量表Table 3 Product quality comparasion for different cavities
從表3中我們明顯地可以發現,隨著合成腔體的不斷增大,在相同的轉化率α的條件下,隨著合成腔體的增大,合成金剛石的鏡檢得分δ、粒度集中度D、優晶比例η等評判合成金剛石質量的指標都呈上升趨勢,如圖3、圖4所示:

圖3 不同合成腔體合成金剛石的鏡檢得分Fig.3 Microscopic examination of synthetic diamond of different synthetic diamond cavities

圖4 不同合成腔體合成金剛石質量圖Fig.4 Synthetic diamond mass diagram with different synthetic cavities a:粒度集中度D;b:優晶比例η。
經分析,之所以出現這種情況,是因為在高溫高壓合成中,大合成腔體油壓傳遞效率比小合成腔體高,這是因為在高溫高壓合成腔體內,石墨柱內部金屬觸媒處于熔融狀態,壓力傳遞無損失,而石墨柱外部的葉蠟石、白云石等材料在高溫高壓下有壓力損失,合成腔體增大,石墨柱增大幅度大,總體壓力損失減小,有利于降低和穩定壓力,穩定腔體內壓力場的壓力均勻化,有利于金剛石的合成效果和質量提高。
4 結 論
相對而言,合成腔體大,金剛石轉化率低,質量好;合成腔體小,轉化率高,質量差。而為了提高人造金剛石單產,合成腔體必須增大,但當腔體大到一定程度時才會對合成金剛石的轉化率和質量影響有較佳平衡,通過實驗分析在現有技術條件下合成腔體不宜過大,以不超過Φ55為宜。隨著合成腔體的增大,合成腔體內部壓力與溫度不匹配區域面積占比也不斷增大,造成了金剛石合成質量也不斷下降,因此,在保證金剛石合成質量的前提下,合成腔體不能無限地擴大,應保持在一定范圍之內。
參考文獻:
[1〗 F.P Bundy,H.T Hall,H.M Strong,R.H Wentrof.Man-Made Diamond[J].nature,1955,176:51.
[2〗 李彥濤,王改民,賈曉鵬,等.粉末觸媒合成高品級金剛石的工藝研究[J].金剛石與磨料磨具工程,2011,31(4):23-28.
[3〗 方嘯虎,溫簡杰,楊燁,等.中國六面頂壓機大型化的快速發展及相關問題(上)[J].超硬材料工程,2011,23(1):43-45.
[4〗 王秦生.超硬材料及制品[M].鄭州:鄭州大學出版社,2000.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
汽車觀察(2016年3期)2016-02-28 13:16:26
