管路組件可重構(gòu)裝配工裝系統(tǒng)的定位器自動(dòng)配置與性能分析
2018-05-21 01:25:23樊偉鄭聯(lián)語(yǔ)王亞輝劉新玉
航空學(xué)報(bào) 2018年5期
關(guān)鍵詞:模型
樊偉,鄭聯(lián)語(yǔ),王亞輝,劉新玉
北京航空航天大學(xué) 機(jī)械工程及自動(dòng)化學(xué)院,北京 100083
在航空航天領(lǐng)域,管路組件是飛機(jī)、發(fā)動(dòng)機(jī)和航天器的重要組成部分,起著壓力傳遞、燃油輸送、電纜保護(hù)等作用,其使用性能直接影響航空航天產(chǎn)品的質(zhì)量、可靠性和使用壽命。管路組件一般由導(dǎo)管、管接頭和一些附屬件組成,而導(dǎo)管與管接頭的連接一般采用焊接方式。對(duì)于不同型號(hào)產(chǎn)品,管路組件的走向和空間布局各異且復(fù)雜。另外,管路組件接口類(lèi)型多、整體剛度低且多以單件或小批量、定制化的生產(chǎn)形式存在,這也直接加大了管路組件的裝配難度[1]。
從現(xiàn)有研究來(lái)看,數(shù)字化集成技術(shù)[2]在航空航天類(lèi)管路組件的大部分生產(chǎn)階段均有一定體現(xiàn),但對(duì)其裝配工藝卻缺乏深入研究。一般,管路組件的傳統(tǒng)裝配工藝是在柔性組合夾具中完成的,如圖1所示,具體裝配過(guò)程可描述為:首先,在飛機(jī)或航天器艙體內(nèi)完成取樣并做成樣管;然后,按照樣管設(shè)計(jì)或組裝管路組件的裝配夾具;最后,結(jié)合激光跟蹤儀或其它高精密測(cè)量?jī)x器進(jìn)行輔助測(cè)量進(jìn)而完成管路組件的裝焊。這種傳統(tǒng)的裝配方式不僅取樣周期長(zhǎng),而且通過(guò)樣管模擬量傳遞制造數(shù)據(jù),并不能有效保證管路組件的裝配質(zhì)量,從而導(dǎo)致反復(fù)取樣,反復(fù)修改管路的裝焊夾具,導(dǎo)致整個(gè)裝配過(guò)程反復(fù)、尺寸一致性較差和工作效率較低[2-4]。

圖1 管路的傳統(tǒng)裝配夾具[2]Fig.1 Traditional assembly fixture of pipeline[2]
因此,傳統(tǒng)的管路裝配方式難以滿(mǎn)足包括飛機(jī)、發(fā)動(dòng)機(jī)和航天器等在內(nèi)的航空航天產(chǎn)品高精度、多型號(hào)、短周期的制造需求[5-6]。考慮到自動(dòng)化可重構(gòu)工裝的自動(dòng)化、可重構(gòu)和通用性等技術(shù)特點(diǎn)[7-8],使其代替?zhèn)鹘y(tǒng)的柔性組合夾具可實(shí)現(xiàn)航空航天管路組件的自動(dòng)化可重構(gòu)及高精度裝配。
對(duì)于自動(dòng)化可重構(gòu)工裝技術(shù),國(guó)內(nèi)外學(xué)者進(jìn)行了大量研究,其中比較典型的有:Molfino等[9]為解決大型薄壁件加工時(shí)自動(dòng)調(diào)整定位位置的問(wèn)題,提出了一種可重構(gòu)智能夾具,該夾具由模塊化的自定位移動(dòng)基座及并聯(lián)機(jī)構(gòu)定位器組成。通過(guò)改變夾具元件的數(shù)目和位姿,可實(shí)現(xiàn)不同工件的高精度自動(dòng)化裝夾。門(mén)延武和周凱[10]針對(duì)大型復(fù)雜薄壁飛行器曲面零件的柔性裝夾問(wèn)題,提出了一種可重構(gòu)柔性智能工裝系統(tǒng),該工裝系統(tǒng)由多個(gè)基于電動(dòng)控制和陣列式驅(qū)動(dòng)的定位器和輔助支撐組成,可實(shí)現(xiàn)多種形狀與尺寸各異的曲面零件的可重構(gòu)智能裝夾。Muller等[11]針對(duì)飛機(jī)機(jī)身大部件裝配問(wèn)題,設(shè)計(jì)了一套自動(dòng)化可重構(gòu)工裝系統(tǒng),該工裝系統(tǒng)由多個(gè)輕量化的類(lèi)機(jī)器人定位器組成,通過(guò)對(duì)定位器的不同空間布局,可實(shí)現(xiàn)飛機(jī)機(jī)身等大型部件的自動(dòng)化可重構(gòu)對(duì)接裝配。熊瑞斌等[12]針對(duì)飛機(jī)機(jī)身等大部件位姿調(diào)整、對(duì)接和裝配問(wèn)題,設(shè)計(jì)了一種自動(dòng)化可重構(gòu)的工裝系統(tǒng),該工裝系統(tǒng)的定位器能夠適應(yīng)飛機(jī)機(jī)身各零部件由于各種因素引起的空間位姿變化,能滿(mǎn)足機(jī)身對(duì)接裝配和精加工的要求。
基于此,針對(duì)航空航天管路組件的裝配問(wèn)題,本文設(shè)計(jì)了一套新型自動(dòng)化可重構(gòu)工裝系統(tǒng)(簡(jiǎn)稱(chēng)管路工裝)。為實(shí)現(xiàn)管路組件的自動(dòng)化可重構(gòu)裝配,提出了管路工裝的自動(dòng)配置方法,使得管路工裝能夠快速自動(dòng)配置出管路組件較優(yōu)的裝配方案,從而為管路組件的自動(dòng)化可重構(gòu)裝配提供工藝指導(dǎo)。通過(guò)該管路工裝及其自動(dòng)配置方法顯著提高了管路組件的裝配質(zhì)量和效率。
1 管路可重構(gòu)裝配工裝系統(tǒng)的組成
根據(jù)航空航天類(lèi)管路組件的裝配特點(diǎn),基于資源重用和配置理論,設(shè)計(jì)的管路可重構(gòu)裝配工裝系統(tǒng)的總體結(jié)構(gòu)如圖2所示,主要由配置系統(tǒng)、控制系統(tǒng)和機(jī)械系統(tǒng)3部分組成。
其中,配置系統(tǒng)是管路工裝的核心部分,以配置軟件的形式存在。主要功能包括管路模型的數(shù)據(jù)管理、工裝資源管理、工裝性能分析、工裝自動(dòng)配置及工裝信息輸出等。通過(guò)配置系統(tǒng)可生成管路模型對(duì)應(yīng)的管路工裝的實(shí)例模型和配置信息文檔。
基于EtherCAT技術(shù)(工業(yè)以太網(wǎng)現(xiàn)場(chǎng)總線(xiàn)技術(shù)),工裝控制系統(tǒng)設(shè)計(jì)為一主(主控站,Main Control Station,MCS)多從(從控站,Slave Control Station,SCS)的控制模式,能夠滿(mǎn)足管路工裝的高實(shí)時(shí)性、靈活拓?fù)湫院透咄骄_控制的要求。主要功能是讀取和解析工裝配置信息并生成相應(yīng)的控制指令驅(qū)動(dòng)工裝機(jī)械系統(tǒng)完成管路組件的高精度自動(dòng)化裝配。
機(jī)械系統(tǒng)是管路工裝的執(zhí)行部分,主要由龍門(mén)型位移臺(tái)、管接頭定位器、管接頭末端夾持器、工裝底座平臺(tái)4部分組成,如圖3所示,其中,O0-X0Y0Z0為管路工裝的全局坐標(biāo)系(GlobalCoordinate System,GCS0),O1-X1Y1Z1為定位器的基座坐標(biāo)系。機(jī)械系統(tǒng)主要實(shí)現(xiàn)對(duì)管路組件中管接頭空間位姿的精確調(diào)整和控制,進(jìn)而實(shí)現(xiàn)管路組件的自動(dòng)化裝配。

圖2 管路工裝的總體結(jié)構(gòu)Fig.2 Overall structure of pipeline fixture system
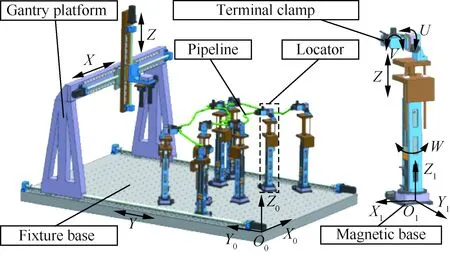
圖3 管路工裝的機(jī)械系統(tǒng)Fig.3 Mechanical system of pipeline fixture system
其中,龍門(mén)型位移臺(tái)具有3個(gè)主動(dòng)自由度(X,Y,Z),其末端裝有用于吊裝定位器的電動(dòng)夾持器,主要用于定位器吊裝、定位及空間布局;定位器具有4個(gè)主動(dòng)自由度(Z,U,V,W),其頂端設(shè)計(jì)了安裝末端夾持器的接口,底端裝有磁力表座。當(dāng)龍門(mén)型位移臺(tái)吊裝定位器到達(dá)目標(biāo)位置時(shí),將磁力表座接通電源便產(chǎn)生足夠的電磁感應(yīng)力將定位器吸附固定在工裝底座平臺(tái)上;管接頭末端夾持器主要用于管接頭的定位與夾緊。由于管接頭有多種類(lèi)型,如角通、直通、三通、四通等[2]。為滿(mǎn)足管接頭的柔性裝夾需求,設(shè)計(jì)了多種類(lèi)型末端夾持器,使之與管接頭精密配合來(lái)保證管接頭裝夾精度。
2 管路工裝的配置流程
管路工裝的配置是在配置系統(tǒng)中自動(dòng)完成的,其自動(dòng)配置流程如圖4所示,可分為以下5個(gè)主要步驟:
步驟1配置系統(tǒng)首先讀取和分析待配置的管路三維模型,并根據(jù)命名規(guī)則對(duì)管路零/組件進(jìn)行編碼標(biāo)注,然后分別從焊接變形數(shù)據(jù)庫(kù)和管路測(cè)量數(shù)據(jù)庫(kù)中選取相應(yīng)的數(shù)據(jù)并按照編碼標(biāo)注索引自動(dòng)對(duì)管路模型進(jìn)行修正,同時(shí)將修正過(guò)的管路模型零/組件信息保存至數(shù)據(jù)庫(kù)中,為管路工裝的自動(dòng)配置做預(yù)處理。其中管路零/組件信息主要包括管路零/組件材料、類(lèi)型、數(shù)目及幾何形狀和尺寸信息等。
步驟2配置系統(tǒng)對(duì)修正的管路模型進(jìn)行分析并提取各管路零/組件的空間位姿信息,并以此為目標(biāo)值基于運(yùn)動(dòng)學(xué)逆解的方法計(jì)算出管路工裝中各定位器的配置參數(shù)。同時(shí),將定位器的配置信息分別輸入到工裝性能分析模塊對(duì)其進(jìn)行定位誤差和工作空間分析,從而得到管路工裝中所有定位器裝夾管接頭產(chǎn)生的總定位誤差ΔTTJ及定位器的工作空間大小。

圖4 管路工裝的自動(dòng)配置流程Fig.4 Automatic configuration process of pipeline fixture system
步驟3以管路工裝的配置參數(shù)為基礎(chǔ),配置系統(tǒng)從工裝資源管理模塊中調(diào)取相關(guān)元組件模型,自動(dòng)生成管路工裝模型。由于管路工裝的有限工作空間及其各組件自身也具有一定的包絡(luò)體積,生成的管路工裝模型可能發(fā)生干涉現(xiàn)象。因此,基于模型靜態(tài)干涉檢查方法,并以下面兩個(gè)方面作為評(píng)判指標(biāo)[13],對(duì)管路工裝模型進(jìn)行干涉檢查及位姿優(yōu)化分析。其中,干涉檢查及位姿優(yōu)化的評(píng)判指標(biāo)為
1)定位器與定位器的干涉數(shù)NLC以及與管路工裝發(fā)生干涉的管路零件數(shù)Np最小。
2)管路模型中所有定位器裝夾管接頭產(chǎn)生的總定位誤差ΔTTJ最小。
經(jīng)干涉檢查和位姿優(yōu)化的管路工裝模型沒(méi)有干涉現(xiàn)象,將其及相關(guān)配置信息作為管路工裝的優(yōu)化配置方案,為管路組件裝配提供工藝指導(dǎo)。
步驟4在定位器工作空間分析結(jié)果的基礎(chǔ)上對(duì)管路工裝模型中的各定位器進(jìn)行運(yùn)動(dòng)路徑規(guī)劃,最后將規(guī)劃的各定位器運(yùn)動(dòng)路徑保存成XML文檔。
步驟5最后保存/輸出優(yōu)化的管路工裝模型、配置參數(shù)文檔及定位器的運(yùn)動(dòng)路徑文檔。
以上步驟描述了管路工裝的自動(dòng)配置過(guò)程,可看出該過(guò)程的核心任務(wù)有兩項(xiàng):定位器的配置參數(shù)計(jì)算與其運(yùn)動(dòng)路徑規(guī)劃。前者針對(duì)不同的管路模型,根據(jù)D-H運(yùn)動(dòng)學(xué)正/逆解方法[14]便可自動(dòng)計(jì)算出所需定位器的配置參數(shù)(詳見(jiàn)第3節(jié))。后者則根據(jù)配置參數(shù)及工作空間分析結(jié)果自動(dòng)規(guī)劃出管路工裝中各定位器的較優(yōu)運(yùn)動(dòng)路徑(詳見(jiàn)第5節(jié))。而管路工裝自動(dòng)配置的完成需要建立在定位器性能分析的基礎(chǔ)上,其具體方法詳見(jiàn)第4節(jié)。
3 定位器的配置參數(shù)計(jì)算
管路工裝配置的實(shí)質(zhì)為定位器配置參數(shù)的求解問(wèn)題。一般,以配置系統(tǒng)解析的管接頭位姿參數(shù)為目標(biāo)值,利用運(yùn)動(dòng)學(xué)逆解方法便可求得定位器的配置參數(shù) (θ1,θ2,θ3,x,y,z),具體步驟如下:
步驟1讀取管路模型中各管接頭的位姿參數(shù),并將此作為定位器配置參數(shù)求解的目標(biāo)值。
步驟2根據(jù)各運(yùn)動(dòng)部件之間的相對(duì)運(yùn)動(dòng)關(guān)系,根據(jù)D-H法建立定位器的運(yùn)動(dòng)學(xué)模型。
步驟3根據(jù)定位器的運(yùn)動(dòng)學(xué)模型建立其運(yùn)動(dòng)學(xué)方程。
步驟4利用運(yùn)動(dòng)學(xué)逆解方法求解出管路工裝中各定位器的配置參數(shù)。
3.1 管接頭的位姿參數(shù)獲取
配置系統(tǒng)根據(jù)標(biāo)注索引信息依次讀取管路模型中各管接頭相對(duì)于管路模型裝配坐標(biāo)系(Assembly Coordinate System,ACS)Oam-XamYamZam的空間位姿信息,其位姿信息可用4×4的位姿矩陣Ptubj表示[15]:
(1)
式中:e1、e2、e3為管接頭零件坐標(biāo)系Ot-XtYtZt(三維模型生成坐標(biāo)系)相對(duì)于A(yíng)CS的姿態(tài)信息;ptubj為管接頭零件坐標(biāo)系Ot-XtYtZt相對(duì)于A(yíng)CS的位置信息,如圖5所示。

圖5 管路零件坐標(biāo)系與ACS及GCS0的關(guān)系Fig.5 Relationship between coordinate system of pipeline part and ACS and GCS0
為便于求解定位器的配置參數(shù),需將管接頭零件坐標(biāo)系Ot-XtYtZt的空間位姿轉(zhuǎn)化為全局坐標(biāo)系GCS0下的空間位姿M,即
(2)

3.2 定位器的運(yùn)動(dòng)學(xué)模型
根據(jù)各運(yùn)動(dòng)關(guān)節(jié)之間的相對(duì)關(guān)系,基于D-H方法建立定位器的運(yùn)動(dòng)學(xué)模型,如圖6所示。

圖6 定位器的運(yùn)動(dòng)學(xué)模型Fig.6 Kinematic model for locator
圖中:l1、l2、l3、lz分別為定位器運(yùn)動(dòng)學(xué)組件的長(zhǎng)度;z為定位器Z向電動(dòng)缸移動(dòng)關(guān)節(jié)的實(shí)際行程;定位器的基座坐標(biāo)系O1-X1Y1Z1建立在工裝底座平臺(tái)的目標(biāo)位置(x,y)處;坐標(biāo)系Oi-XiYiZi(i=2, 3, 4)為定位器各運(yùn)動(dòng)部件的坐標(biāo)系;坐標(biāo)系O5-X5Y5Z5為定位器末端夾持器的坐標(biāo)系,坐標(biāo)原點(diǎn)O5為管接頭的裝夾中心位置,坐標(biāo)軸X5為末端夾持器夾持末端指向的法線(xiàn)方向,坐標(biāo)軸Y5為末端夾持器夾持末端的相對(duì)方向,坐標(biāo)軸Z5的正方向?yàn)榻咏诠芙宇^的裝夾方向。
由于定位器不同運(yùn)動(dòng)部件坐標(biāo)系之間滿(mǎn)足一定的坐標(biāo)轉(zhuǎn)換關(guān)系,根據(jù)D-H方法可得到各坐標(biāo)系之間的坐標(biāo)轉(zhuǎn)換矩陣,如式(3)~式(6)。則末端夾持器坐標(biāo)系O5-X5Y5Z5相對(duì)于基座坐標(biāo)系O1-X1Y1Z1的空間位姿可用式(7)表示。
(3)
(4)
(5)
(6)
(7)
式中:t1、t2、t3為末端夾持器在基座坐標(biāo)系O1-X1Y1Z1下的姿態(tài)信息;t4為末端夾持器在基座坐標(biāo)系O1-X1Y1Z1下的位置信息。
另外,基座坐標(biāo)系O1-X1Y1Z1相對(duì)于GCS0的坐標(biāo)轉(zhuǎn)換矩陣為
(8)
式中:x、y為定位器的配置參數(shù),表示基座坐標(biāo)系O1-X1Y1Z1坐標(biāo)原點(diǎn)O1相對(duì)于GCS0的坐標(biāo)值。
因此末端夾持器坐標(biāo)系O5-X5Y5Z5相對(duì)于GCS0的空間位姿可表示為
(9)
式中:a11=cosθ1sinθ3+cosθ3sinθ1sinθ2
a12=cosθ2sinθ1
a13=cosθ1cosθ3-sinθ1sinθ2sinθ3
a14=l3(cosθ1cosθ3-sinθ1sinθ2sinθ3)+l2cosθ1
a21=sinθ1sinθ3-cosθ1cosθ3sinθ2
a22=-cosθ1cosθ2
a23=cosθ3sinθ1+cosθ1sinθ2sinθ3
a24=l3(cosθ3sinθ1+cosθ1sinθ2sinθ3)+l2sinθ1
a31=cosθ2cosθ3
a32=-sinθ2
a33=-cosθ2sinθ3
a34=l1+z-l3cosθ2sinθ3
其中:a1、a2、a3為末端夾持器坐標(biāo)系O5-X5Y5Z5相對(duì)于GCS0的姿態(tài)信息;a4為末端夾持器坐標(biāo)系O5-X5Y5Z5相對(duì)于GCS0的位置信息。
3.3 定位器的配置參數(shù)求解
根據(jù)工件的定位原理[16],當(dāng)管接頭零件坐標(biāo)系Ot-XtYtZt與末端夾持器坐標(biāo)系O5-X5Y5Z5匹配重合時(shí),便可實(shí)現(xiàn)管接頭的精確裝夾,即
(10)
因此,由式(2)、式(9)和式(10),通過(guò)運(yùn)動(dòng)學(xué)逆解方法便可求得裝夾該管接頭的定位器的配置參數(shù)為
(11)
由于反正切函數(shù)解非唯一,導(dǎo)致定位器配置參數(shù)可能有多組解。于是,須對(duì)定位器的配置參數(shù)進(jìn)行分析以得其合理解。本文根據(jù)定位器運(yùn)動(dòng)關(guān)節(jié)“行程最短”原則來(lái)確定其合理的配置參數(shù)解,具體判斷過(guò)程如圖7所示。
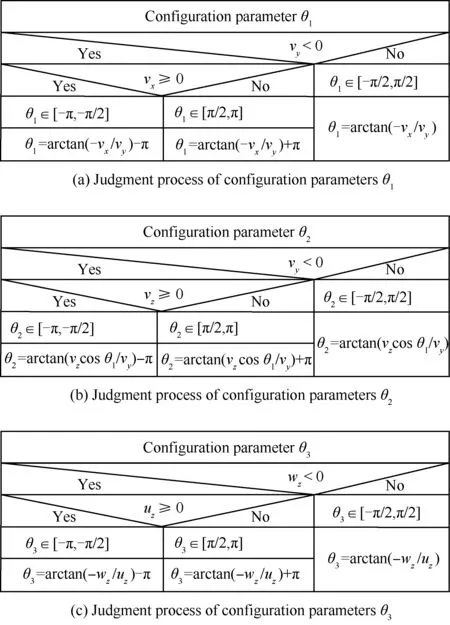
圖7 確定定位器配置參數(shù)合理解的N-S圖Fig.7 N-S diagram of reasonable solution of configuration parameters of locator
因此,當(dāng)配置參數(shù)θ1、θ2、θ3確定了,那么配置參數(shù)x、y、z也就能唯一確定。因此,通過(guò)以上過(guò)程便可確定定位器配置參數(shù)的合理解,進(jìn)而通過(guò)上述方法確定管路工裝中所有定位器的合理配置參數(shù)。在此配置參數(shù)基礎(chǔ)上,配置系統(tǒng)可自動(dòng)生成管路工裝模型,該模型可為其干涉檢查及空間位姿分析提供數(shù)據(jù)模型依據(jù)。同時(shí),管路工裝系統(tǒng)中的各定位器合理的配置參數(shù)也可保存為XML文檔傳輸給工裝控制系統(tǒng)作為控制變量,驅(qū)動(dòng)工裝機(jī)械系統(tǒng)執(zhí)行相應(yīng)動(dòng)作完成管路組件的自動(dòng)化高精度裝配。
4 定位器的性能分析
管路工裝的性能分析主要對(duì)已配置的管路工裝模型進(jìn)行性能分析,包括定位器的定位誤差分析和工作空間分析。定位誤差分析是對(duì)管路工裝中各個(gè)定位器夾持管接頭產(chǎn)生的定位誤差進(jìn)行定量分析,從而得到整個(gè)管路的裝配精度,為管路工裝模型的干涉檢查和位姿優(yōu)化分析提供評(píng)判標(biāo)準(zhǔn);定位器工作空間分析是對(duì)末端夾持器的可達(dá)空間進(jìn)行定量計(jì)算分析,為龍門(mén)型位移臺(tái)吊裝定位器的運(yùn)動(dòng)路徑規(guī)劃提供依據(jù)。
4.1 定位器的定位誤差分析
定位器是由多個(gè)運(yùn)動(dòng)部件組成,每個(gè)運(yùn)動(dòng)部件都存在一定的加工誤差、裝調(diào)誤差和測(cè)量誤差等,另外,龍門(mén)型位移臺(tái)吊裝定位器至工裝底座平臺(tái)的過(guò)程中也會(huì)產(chǎn)生一定的定位誤差。這些誤差使得定位器裝夾管路組件產(chǎn)生一定的定位誤差。若對(duì)上述誤差分別進(jìn)行分析計(jì)算,則會(huì)變得十分繁瑣。通過(guò)分析,將上述誤差可分別轉(zhuǎn)化為定位器運(yùn)動(dòng)部件坐標(biāo)系各坐標(biāo)軸上的直線(xiàn)位移誤差,然后依據(jù)定位器各運(yùn)動(dòng)部件之間的相對(duì)位置關(guān)系,建立定位器的空間誤差尺寸鏈,從而確立其定位誤差模型,如圖8所示。
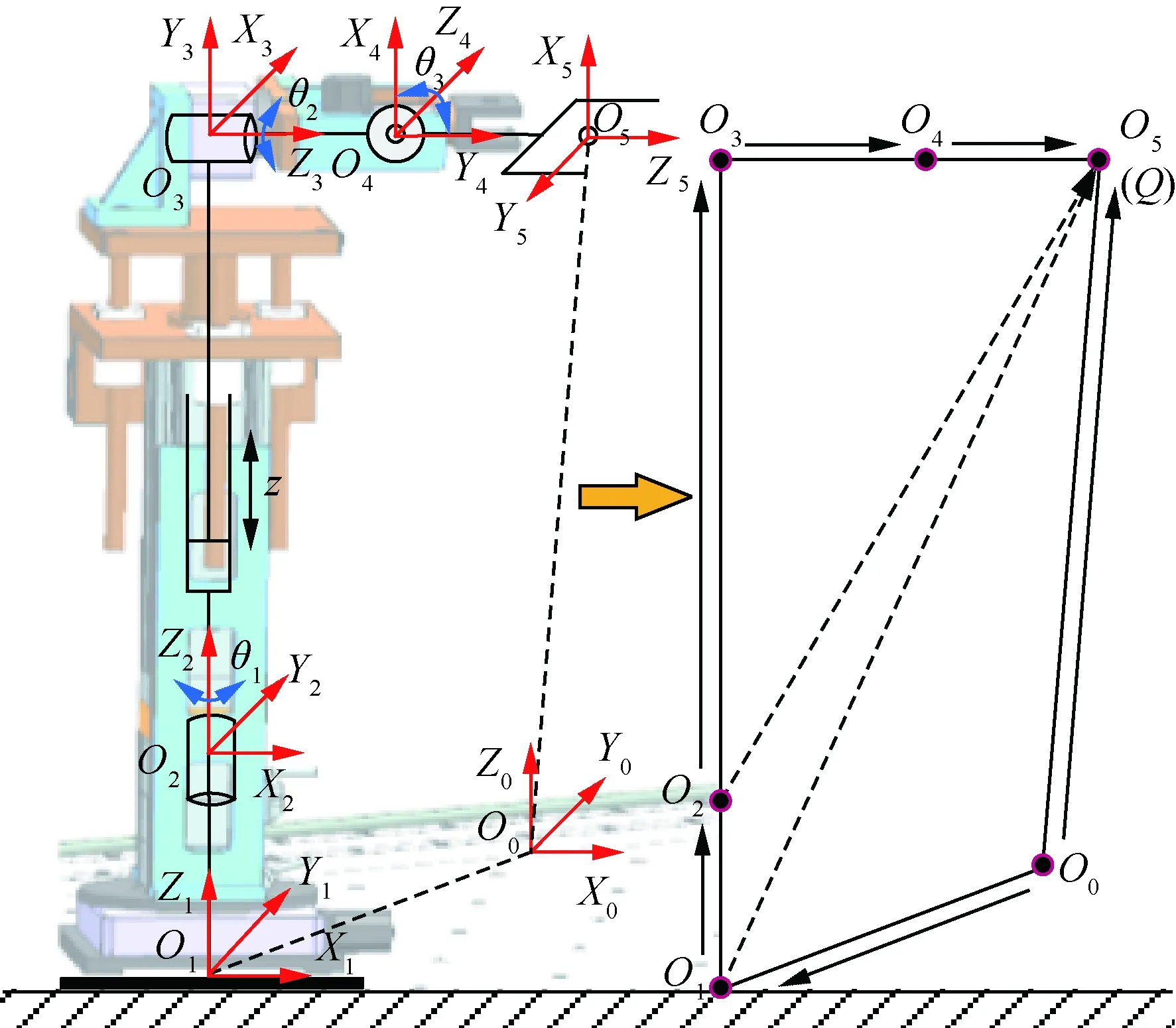
圖8 定位器的定位誤差模型Fig.8 Position error model for locator
由圖8知,末端夾持器裝夾管接頭的中心位置點(diǎn)Q在GCS0中的位置可用空間尺寸鏈表示為
O0Q=O1O2+O2O3+O3O4+O4Q
(12)
式中:O0Q為尺寸鏈封閉環(huán),OiOi+1(i=0,1,2,3)與O4Q為尺寸鏈組成環(huán)。
通過(guò)該尺寸鏈可反映定位器各定位誤差分量之間的傳遞方向和轉(zhuǎn)換關(guān)系。如組成環(huán)O0O1體現(xiàn)的是龍門(mén)型位移臺(tái)吊裝定位器至工裝底座平臺(tái)上產(chǎn)生的定位誤差。組成環(huán)O1O2~O4Q體現(xiàn)的是定位器運(yùn)動(dòng)部件內(nèi)部固有誤差(如加工誤差、裝調(diào)誤差等)使其裝夾管路組件產(chǎn)生的定位誤差,而封閉環(huán)O0Q為定位器定位誤差在GCS0中的最終體現(xiàn)。另外,尺寸鏈組成環(huán)之間的箭頭方向體現(xiàn)了定位器各定位誤差分量之間的傳遞方向。
同時(shí),式(12)還可以表示為4條簡(jiǎn)單的尺寸鏈:
OiQ=OiOi+1+Oi+1Qi=0,1,2,3
(13)
將式(13)表示為矢量矩陣的形式:
(14)

據(jù)式(12)~式(14),點(diǎn)Q在GCS0中的坐標(biāo) [x0Qy0Qz0Q]T可表示為
(15)

因此,管接頭的裝夾中心點(diǎn)Q產(chǎn)生的定位誤差 [Δx0QΔy0QΔz0Q]T可通過(guò)式(15)兩邊取微分得到,即
(16)
式(16)右邊的相關(guān)數(shù)據(jù)可通過(guò)計(jì)算或測(cè)量獲得,故定位器的綜合定位誤差可表示為
(17)
通過(guò)以上步驟可計(jì)算出各定位器的定位誤差,進(jìn)而確定整個(gè)工裝系統(tǒng)或管路組件的總定位誤差ΔTTJ,從而為管路模型的干涉檢查和位姿優(yōu)化提供評(píng)判標(biāo)準(zhǔn)[13]。
(18)
另外,各定位器的定位誤差還可保存為XML文檔傳遞至控制系統(tǒng)生成相應(yīng)的控制命令驅(qū)動(dòng)龍門(mén)型位移臺(tái)和定位器的伺服機(jī)構(gòu)補(bǔ)償產(chǎn)生的定位誤差。
4.2 定位器的工作空間計(jì)算
定位器的工作空間是指末端夾持器點(diǎn)Q可達(dá)位置的集合,它是衡量定位器工作能力的一個(gè)重要運(yùn)動(dòng)學(xué)指標(biāo)。定位器的設(shè)計(jì)、控制及應(yīng)用中的約束信息也可從工作空間中得到。另外,定位器的工作空間也能為其運(yùn)動(dòng)路徑規(guī)劃提供依據(jù)。
由定位器的運(yùn)動(dòng)學(xué)的正解(式(7)),可得到夾持器點(diǎn)Q在基座坐標(biāo)系O1-X1Y1Z1的坐標(biāo)為[x1,Qy1,Qz1,Q]T,即
(19)
根據(jù)定位器的運(yùn)動(dòng)學(xué)模型和式(19),利用數(shù)值法通過(guò)MATLAB編程對(duì)定位器工作空間進(jìn)行求解,其求解步驟可簡(jiǎn)述為
步驟1根據(jù)定位器各運(yùn)動(dòng)關(guān)節(jié)的活動(dòng)范圍,將關(guān)節(jié)變量θ1、θ2、θ3按設(shè)定的步距角Δθi(i=1, 2, 3)分別離散成m1、m2、m3等份,同時(shí)將移動(dòng)關(guān)節(jié)lz按設(shè)定的步距長(zhǎng)Δl離散成m4份。
步驟2依次從關(guān)節(jié)變量θ1~θ3按步距角Δθi和移動(dòng)關(guān)節(jié)lz按步距長(zhǎng)Δl以遍歷的方式進(jìn)行遞增,從而得到多組關(guān)節(jié)變量組合。
步驟3將各組關(guān)節(jié)變量代入式(19),可求出末端夾持器點(diǎn)Q相應(yīng)的位置矢量值。
步驟4將點(diǎn)Q的位置矢量值以編程的方式顯示在圖形窗口上。
定位器工作空間的具體求解流程如圖9所示。通過(guò)以上步驟求得的定位器工作空間如圖10所示,其中D1為定位器工作空間的最大包絡(luò)直徑,D2為其工作空間最小包絡(luò)直徑。由此可知,定位器的工作空間類(lèi)似于一個(gè)圓筒狀實(shí)體空間,圓筒的可變長(zhǎng)度取決于定位器Z向移動(dòng)關(guān)節(jié)的實(shí)際行程dz。另外,將定位器工作空間的最大包絡(luò)半徑D1/2作為定位器的干涉圓半徑,規(guī)劃其從初始位置吊裝至目標(biāo)位置的運(yùn)動(dòng)路徑。

圖9 定位器工作空間的求解流程Fig.9 Solution flow of locator workspace
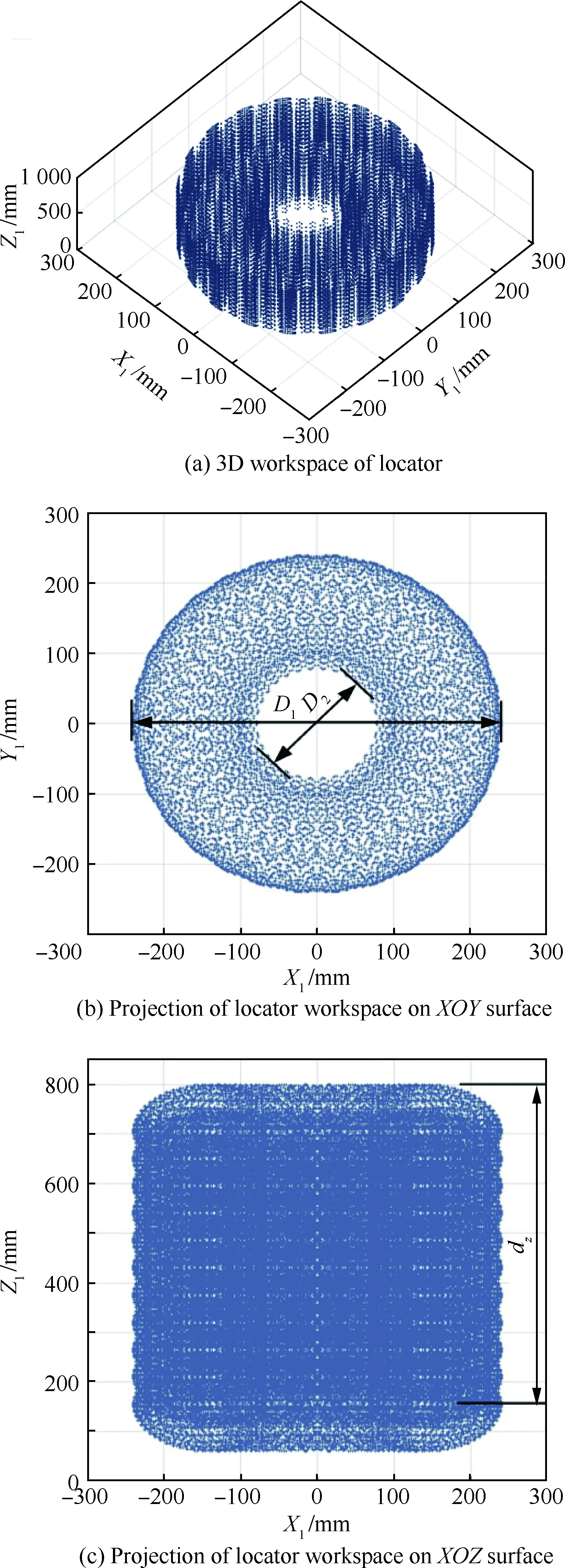
圖10 定位器的工作空間Fig.10 Workspace of locator
5 定位器的運(yùn)動(dòng)路徑規(guī)劃
定位器的運(yùn)動(dòng)路徑規(guī)劃是指定位器在吊裝過(guò)程中尋找一條合適的運(yùn)動(dòng)路徑,使其避免與已布置的定位器發(fā)生碰撞。由于定位器的工作環(huán)境已知,根據(jù)定位器的配置參數(shù)結(jié)果和工作空間分析結(jié)果,對(duì)其進(jìn)行運(yùn)動(dòng)路徑規(guī)劃,具體步驟如下:
步驟1在配置系統(tǒng)中,根據(jù)管接頭編號(hào)依次對(duì)各定位器進(jìn)行編號(hào),編號(hào)為L(zhǎng)i(i=1,2,…).
步驟2根據(jù)定位器Li的配置參數(shù),確定其目標(biāo)位置(xtg,i,ytg,i)。
步驟3根據(jù)定位器Li的目標(biāo)位置確定其初始位置(xin,i,yin,i)。由于各定位器在工裝底座平臺(tái)上初始位置的Y坐標(biāo)值相同,所以按照其目標(biāo)位置的X坐標(biāo)值從小到大依次排序便可確定其初始位置(xin,i,yin,i)。
步驟4根據(jù)定位器的目標(biāo)位置確定其吊裝順序。首先,比較各定位器目標(biāo)值的Y坐標(biāo)值,然后按照Y坐標(biāo)值從大到小依次確定定位器的吊裝順序。如果定位器的Y坐標(biāo)值相同,則按照其X坐標(biāo)值從小到大確定其吊裝順序。
步驟5確定定位器的干涉圓半徑。將定位器工作空間的最大包絡(luò)半徑D1/2作為干涉圓半徑Rp(即在半徑Rp以外定位器無(wú)干涉碰撞危險(xiǎn))。
步驟6根據(jù)生成的管路工裝模型,判斷各定位器的初始位置與目標(biāo)位置的連線(xiàn)上是否存在定位器(稱(chēng)為障礙定位器)。根據(jù)障礙定位器的存在情況,可分為以下幾種情形來(lái)規(guī)劃定位器Li的運(yùn)動(dòng)路徑。
1)若不存在障礙定位器,則定位器Li直接沿直線(xiàn)路徑到達(dá)目標(biāo)位置(xtg,i,ytg,i)處。
2)若只存在一個(gè)障礙定位器,按圖11(a)所示的方法對(duì)定位器Li進(jìn)行運(yùn)動(dòng)路徑規(guī)劃。

圖11 定位器的運(yùn)動(dòng)路徑規(guī)劃Fig.11 Trajectory planning of locator
其中,位置Oin、Otg分別為定位器Li的初始位置和目標(biāo)位置。在OinOtg的連線(xiàn)OL處存在障礙定位器,則其可能與定位器Li發(fā)生碰撞。因此,對(duì)定位器Li的運(yùn)動(dòng)路徑需按一定規(guī)則進(jìn)行規(guī)劃,具體如下:如圖11(a),根據(jù)最短切線(xiàn)路徑規(guī)劃方法[17],以O(shè)in點(diǎn)為出發(fā)點(diǎn)沿干涉圓Oin和干涉圓OL的公切線(xiàn)A1(2)B1(2)的法線(xiàn)方向?qū)⒍ㄎ黄鱈i吊至距Oin點(diǎn)2Rp的E1、E2處。然后沿平行于公切線(xiàn)A1(2)B1(2)和C1(2)D1(2)的方向?qū)⑵涞踔廖恢肈1(2)處,再沿法線(xiàn)D1(2)Otg的方向?qū)⒍ㄎ黄鞯踔聊繕?biāo)位置Otg處。于是得到定位器的兩條運(yùn)動(dòng)路徑。即
路徑1:OinE1→E1F1→F1G1→G1H1→H1Otg路徑2:OinE2→E2F2→F2G2→G2Otg
比較兩條運(yùn)動(dòng)路徑的長(zhǎng)度,有
(20)
因此,運(yùn)動(dòng)路徑2被選為定位器的最優(yōu)運(yùn)動(dòng)路徑。
3)若存在多個(gè)障礙定位器,可分為以下兩種情況對(duì)定位器的運(yùn)動(dòng)路徑進(jìn)行規(guī)劃。
情況1如圖11(b),存在多個(gè)障礙定位器且為離散無(wú)交集的。此時(shí)可將定位器Li從其初始位置Oin到達(dá)目標(biāo)位置Otg的運(yùn)動(dòng)路徑離散成多個(gè)子路徑,并且要求每個(gè)子路徑只能避開(kāi)一個(gè)障礙定位器,此時(shí)將第2個(gè)障礙定位器的所在位置OL2可設(shè)為該子路徑的目標(biāo)位置,然后按照?qǐng)D11(a)所示的方法尋找該子路徑定位器Li的最優(yōu)運(yùn)動(dòng)路徑。以此類(lèi)推,直至目標(biāo)位置Otg,從而確定定位器Li的整體最優(yōu)運(yùn)動(dòng)路徑。
情況2如圖11(c),存在多個(gè)障礙定位器且這些障礙定位器是相交的,具有交集,此時(shí)可將相交的障礙定位器作為一個(gè)整體處理,然后按照?qǐng)D11(c)的方式畫(huà)出定位器Li與障礙定位器干涉圓的公切線(xiàn),最后按照?qǐng)D11(a)所示的方法確定定位器Li的整體最優(yōu)運(yùn)動(dòng)路徑。
6 應(yīng)用驗(yàn)證
如圖12,以某航空發(fā)動(dòng)機(jī)的一套管路模型作為驗(yàn)證對(duì)象,該管路模型由5根導(dǎo)管和6個(gè)管接頭組成。其中,管接頭有3種類(lèi)型,即1個(gè)角通管接頭、2個(gè)三通管接頭和3個(gè)直通管接頭。
根據(jù)工裝的配置流程,首先將管路模型輸入到配置系統(tǒng),然后按照命名規(guī)則對(duì)其進(jìn)行編碼標(biāo)注。例如,將導(dǎo)管命名為T(mén)B_18_02_0203, 其中,TB表示該命名的管路零件為導(dǎo)管;18表示導(dǎo)管的外徑為18 mm;02表示該導(dǎo)管的編號(hào);0203表示與該導(dǎo)管相連的管接頭編號(hào);再如將管接頭命名為T(mén)J_Z_18_01_0200, TJ表示該命名的管路零件為管接頭;Z表示管接頭的類(lèi)型—直通接頭,除此之外,L表示角通接頭,T表示三通接頭;18表示管接頭的外徑為18 mm;01表示管接頭的編號(hào);0203表示與該管接頭相連的導(dǎo)管編號(hào)。管路模型經(jīng)過(guò)編碼標(biāo)注后,然后分別從焊接變形數(shù)據(jù)庫(kù)和管路測(cè)量數(shù)據(jù)庫(kù)中選擇相應(yīng)的數(shù)據(jù)按照編碼標(biāo)注索引自動(dòng)對(duì)管路模型進(jìn)行修正。
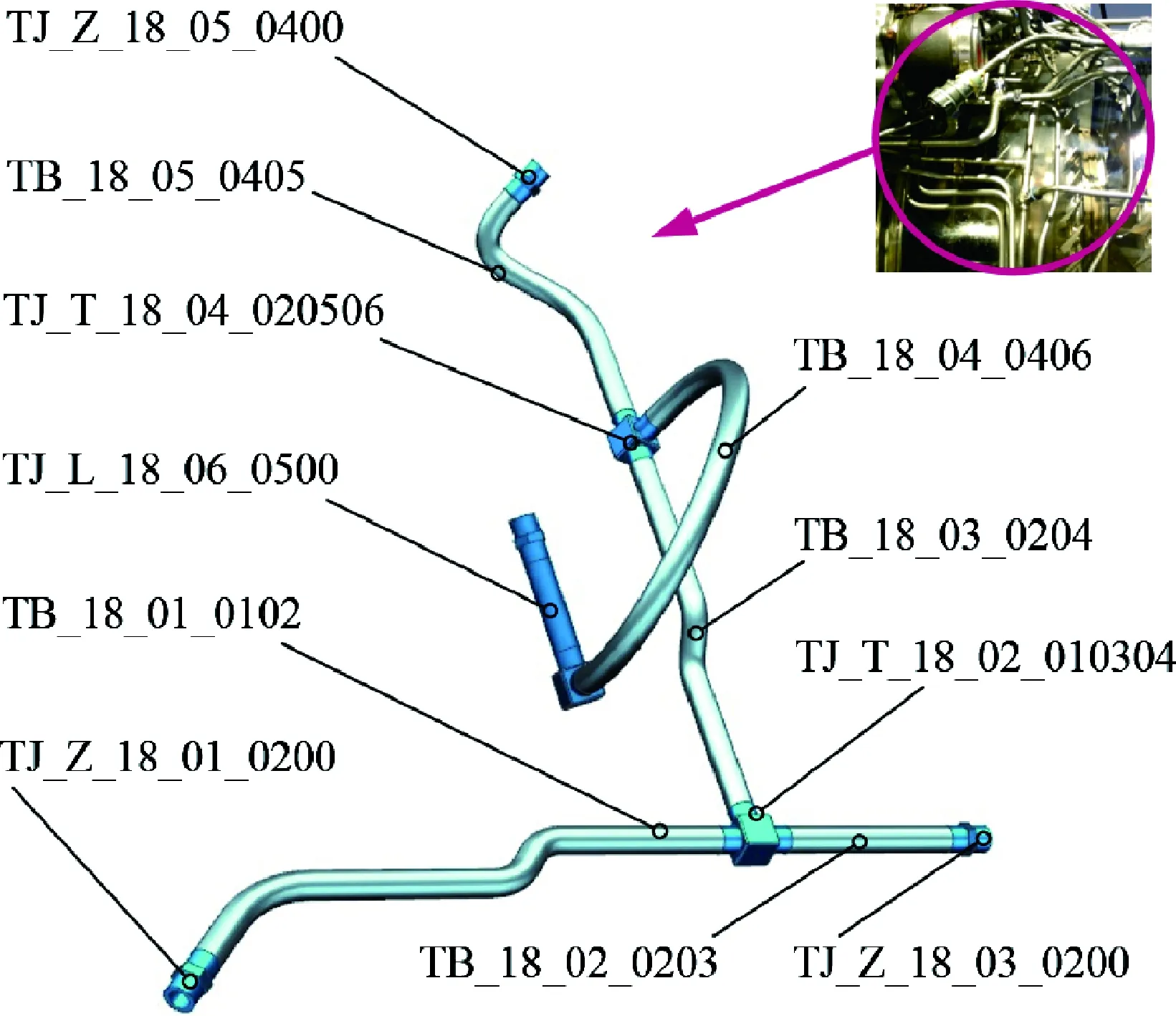
圖12 驗(yàn)證對(duì)象:管路三維模型Fig.12 Validation object: 3D model of pipeline
6.1 管路工裝的配置參數(shù)計(jì)算及模型生成
當(dāng)管路模型經(jīng)過(guò)編碼標(biāo)注和模型修正處理后,利用配置系統(tǒng)提供的位姿參數(shù)獲取功能便可獲得管路模型中各個(gè)管接頭的初始位姿參數(shù),如表1所示。以管接頭的初始位姿參數(shù)為目標(biāo)值,按照定位器逆解的方法可在配置系統(tǒng)中自動(dòng)計(jì)算出管路工裝中各定位器的初始配置參數(shù)。然后基于定位器的初始配置參數(shù),配置系統(tǒng)便自動(dòng)生成該管路模型的初始管路工裝模型。根據(jù)配置流程,同時(shí)按照干涉檢查和位姿優(yōu)化方法[13]對(duì)初始管路工裝模型進(jìn)行干涉檢查和位姿優(yōu)化分析,從而得到管路工裝的最優(yōu)配置參數(shù),如表2所示。

表1 管接頭的初始位姿參數(shù)Table 1 Initial pose parameters of tube joints
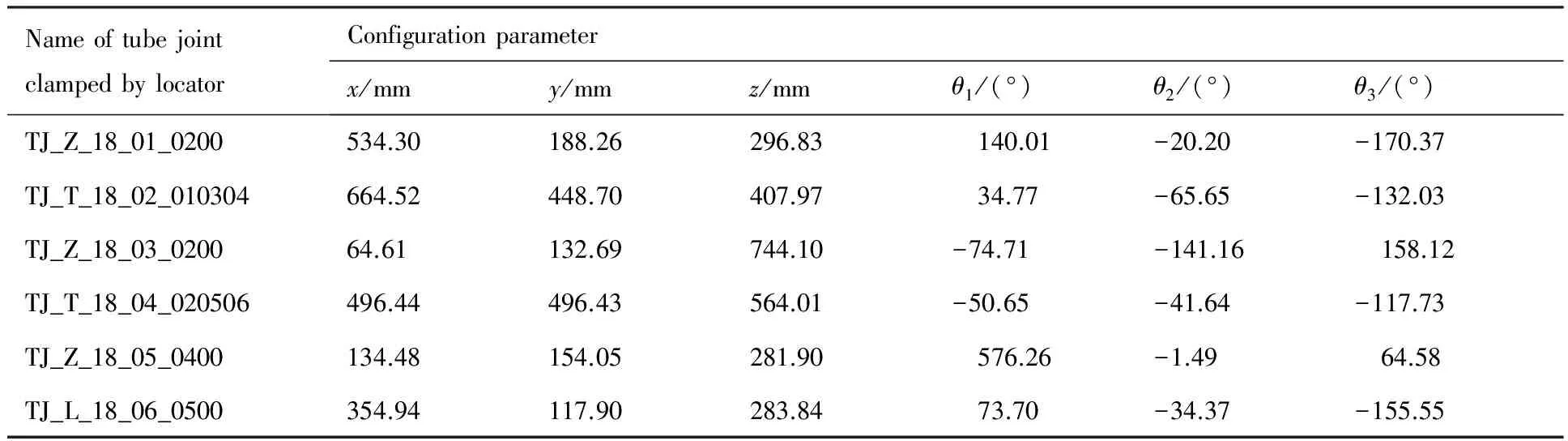
表2 管路工裝的最優(yōu)配置參數(shù)Table 2 Optimized configuration parameters of pipeline fixture system
基于管路工裝的最優(yōu)配置參數(shù),配置系統(tǒng)從工裝實(shí)例庫(kù)和工裝元組件庫(kù)中調(diào)取相應(yīng)模塊,自動(dòng)生成優(yōu)化的管路工裝模型,如圖13所示。
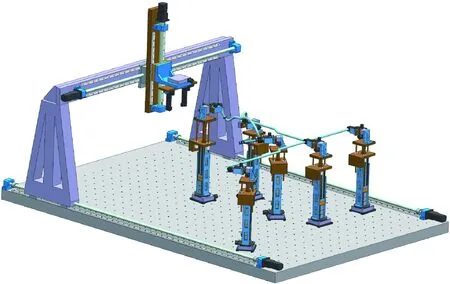
圖13 優(yōu)化配置的管路工裝模型Fig.13 Optimized configuration model for fixture system
6.2 定位器的定位誤差計(jì)算
利用配置系統(tǒng)提供的定位誤差計(jì)算功能便可自動(dòng)計(jì)算出管路工裝中各定位器的定位誤差,包括其X向、Y向和Z向3個(gè)方向的定位誤差分量及總定位誤差。
根據(jù)定位誤差計(jì)算步驟,首先將定位器各個(gè)運(yùn)動(dòng)部件的加工誤差、裝調(diào)誤差和測(cè)量誤差等轉(zhuǎn)化為定位器各運(yùn)動(dòng)部件坐標(biāo)系Xi、Yi和Zi(i=1~4)3個(gè)坐標(biāo)軸方向上的直線(xiàn)位移誤差(如圖8),然后根據(jù)定位誤差模型計(jì)算出各定位器夾持管接頭產(chǎn)生的定位誤差,并將其在配置系統(tǒng)的相關(guān)界面進(jìn)行可視化顯示,如圖14所示。
通過(guò)圖14發(fā)現(xiàn)各定位器在GCS0的X、Y和Z這3個(gè)坐標(biāo)軸方向的定位誤差分量及其總定位誤差均小于0.05 mm,滿(mǎn)足定位器的設(shè)計(jì)要求和管路組件的裝配精度要求。
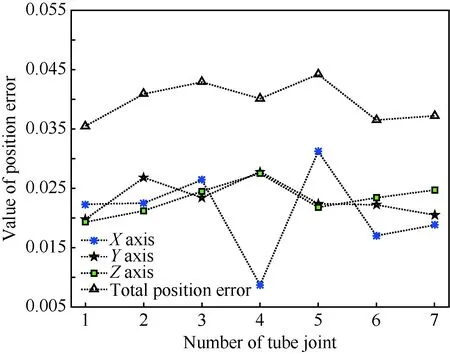
圖14 定位器的定位器誤差Fig.14 Position error of locators
6.3 定位器的運(yùn)動(dòng)路徑規(guī)劃
根據(jù)定位器運(yùn)動(dòng)路徑規(guī)劃方法,對(duì)圖13中各定位器的運(yùn)動(dòng)路徑進(jìn)行規(guī)劃,具體步驟如下:
步驟1根據(jù)管路模型中各管接頭的標(biāo)注編號(hào)依次對(duì)各定位器進(jìn)行編號(hào),即Li(i=1~6)。
步驟2根據(jù)表2所示的定位器配置參數(shù),確定各定位器在工裝底座平臺(tái)上的目標(biāo)位置Otg,i=(xtg,i,ytg,i)(i=1~6),如表3所示。
步驟3根據(jù)定位器目標(biāo)位置xtg值,以從小到大順序確定其初始位置Oin,i= (xin,i,yin,i)(i=1~6),如表3所示。
步驟4根據(jù)吊裝順序確定原則,確定各定位器的吊裝順序?yàn)椋篖4→L2→L1→L5→L3→L6。
步驟5根據(jù)定位器的初始位置、目標(biāo)位置及吊裝順序,發(fā)現(xiàn)優(yōu)化配置的管路工裝各定位器的初始位置及目標(biāo)位置的連線(xiàn)上沒(méi)有障礙定位器,故各定位器均沿直線(xiàn)路徑到達(dá)目標(biāo)位置。如圖15所示,各定位器的運(yùn)動(dòng)路徑確定為
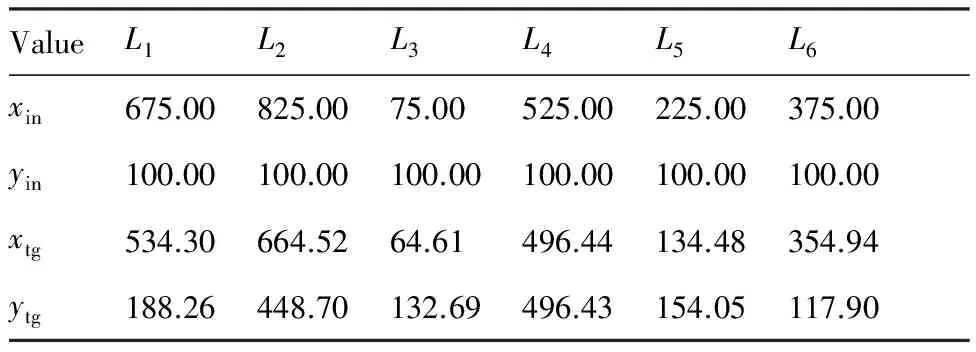
表3 定位器的初始位置及目標(biāo)位置Table 3 Initial position and target position of locators
Oin,0→Oin,4→Otg,4→Oin,2→Otg,2→Oin,1→Otg,1→Oin,5→Otg,5→Oin,3→Otg,3→Oin,6→Otg,6
其中:路徑Oin,0→Oin,4→Otg,4為定位器L4的運(yùn)動(dòng)路徑,以此類(lèi)推,路徑Otg,3→Oin,6→Otg,6為定位器L6的吊裝路徑。
最后,該運(yùn)動(dòng)路徑指導(dǎo)龍門(mén)型位移臺(tái)完成所有定位器的吊裝及在工裝底座平臺(tái)上的布局,以上運(yùn)動(dòng)路徑規(guī)劃的過(guò)程皆是在配置系統(tǒng)中自動(dòng)完成的。據(jù)統(tǒng)計(jì),管路模型自輸入到配置系統(tǒng)開(kāi)始進(jìn)行管路工裝的自動(dòng)化配置至工裝控制系統(tǒng)發(fā)送控制指令驅(qū)動(dòng)工裝機(jī)械系統(tǒng)完成所有定位器的定位布局,這一過(guò)程大約用時(shí)460 s,比傳統(tǒng)以手工方式裝調(diào)管路裝配夾具的用時(shí)[18]大大縮短,顯著提高了管路組件的裝配效率。

圖15 定位器的運(yùn)動(dòng)路徑Fig.15 Path planning of locator
7 結(jié) 論
1) 根據(jù)D-H模型法,建立了管路可重構(gòu)工裝的定位器運(yùn)動(dòng)學(xué)模型,進(jìn)而確定了定位器的運(yùn)動(dòng)學(xué)方程,給出了定位器配置參數(shù)的計(jì)算方法,為配置系統(tǒng)自動(dòng)生成管路工裝模型及控制系統(tǒng)自動(dòng)生成控制指令提供了理論基礎(chǔ)。
2) 基于坐標(biāo)變換理論和空間尺寸鏈的方法,建立了定位器的定位誤差模型,為定位器的性能分析和管路模型的干涉檢查和空間位姿優(yōu)化提供了評(píng)判標(biāo)準(zhǔn)。
3) 在定位器運(yùn)動(dòng)學(xué)正解的基礎(chǔ)上,提出了基于數(shù)值法定位器的工作空間分析方法,為定位器的設(shè)計(jì)、自動(dòng)配置、控制和運(yùn)動(dòng)路徑規(guī)劃提供了依據(jù)。
4) 根據(jù)管路工裝系統(tǒng)的配置規(guī)劃和定位器的工作環(huán)境,提出了一種定位器的運(yùn)動(dòng)路徑規(guī)劃方法,能夠在定位器的配置結(jié)果和性能分析結(jié)果的基礎(chǔ)上實(shí)現(xiàn)多個(gè)定位器在工裝平臺(tái)上的無(wú)碰撞自動(dòng)吊裝和布置。
5) 以某航空發(fā)動(dòng)機(jī)中的一套管路組件的自動(dòng)配置和性能分析過(guò)程為例進(jìn)行了應(yīng)用驗(yàn)證,通過(guò)分析表明提出的定位器自動(dòng)配置和性能分析方法具有正確性和有效性,能夠顯著提高管路組件的裝配效率。
參 考 文 獻(xiàn)
[1] 李光俊, 蘭勇, 孫林, 等. 柔性組合夾具在飛機(jī)導(dǎo)管數(shù)字化快速制造中的應(yīng)用[J]. 航空制造技術(shù), 2012, 405(9): 58-61.
LI G J, LAN Y, SUN L, et al. Application of flexible combine-clamping digital rapid production for aircraft tube[J]. Aeronautical Manufacturing Technology, 2012, 405(9): 58-61 (in Chinese).
[2] 張佳朋, 高立國(guó), 張斌, 等. 面向航天器管路焊裝過(guò)程的集成制造技術(shù)[J]. 計(jì)算機(jī)集成制造系統(tǒng), 2014, 20(11): 2743-2757.
ZHANG J P, GAO L G, ZHANG B, et al. Integrated manufacturing technology of pipe welding assembly process in spacecraft[J]. Computer Integrated Manufacturing Systems, 2014, 20(11): 2743-2757 (in Chinese).
[3] 韓志仁, 呂彥盈, 劉寶明, 等. 飛機(jī)焊接導(dǎo)管數(shù)字化制造技術(shù)研究[J]. 航空制造技術(shù), 2017, 527(8): 95-98.
HANG Z R, LV Y Y, LIU B M, et al. Research on the digital manufacturing technology of aircraft welding tube[J]. Aeronautical Manufacturing Technology, 2017, 527(8): 95-98 (in Chinese).
[4] 羅敏, 周京平. 柔性工裝在導(dǎo)管數(shù)字化制造中的應(yīng)用[J]. 航空制造技術(shù), 2014(S1): 158-161.
LUO M, ZHOU J P. Application of flexible fixture in digital production for aeroengine pipe[J]. Aeronautical Manufacturing Technology, 2014(S1): 158-161 (in Chinese).
[5] YU F W, THORNTON A C. Tube production and assembly systems: The impact of compliance and variability on yield[C]∥ASME Design Automation Conference, 2000.
[6] 趙長(zhǎng)喜, 姜坤, 張佳朋, 等. 航天器管路數(shù)字化制造技術(shù)與實(shí)踐[J]. 航天器環(huán)境工程, 2013, 30(6): 659-662.
ZHAO C X, JIANG K, ZHANG J P, et al. Digital manufacturing technology and practice for spacecraft pipelines[J]. Spacecraft Environment Engineering, 2013, 30(6): 659-662 (in Chinese).
[7] OLABANJI O, MPOFU K, BATTAIA O. Design, simulation and experimental investigation of a novel reconfigurable assembly fixture for press brakes[J]. International Journal of Advanced Manufacturing Technology, 2016, 82(1-4): 663-679.
[8] JONSSON M, OSSBAHR G. Aspects of reconfigurable and flexible fixtures[J]. Production Engineering, 2010, 4(4): 333-339.
[9] MOLFINO R, ZOPPI M, ZLATANOV D. Reconfigurable swarm fixtures[C]∥2009 ASME/IFToMM International Conference on Reconfigurable Mechanisms and Robots, 2009: 730-735.
[10] 門(mén)延武, 周凱. 飛行器智能柔性工裝無(wú)線(xiàn)控制系統(tǒng)[J]. 航空學(xué)報(bào), 2010, 31(2): 377-387.
MEN Y W, ZHOU K. Wireless control system of aircraft intelligent flexible process-equipment[J]. Acta Aeronautica et Astronautica Sinica, 2010, 31(2): 377-387 (in Chinese).
[11] MULLER R, ESSER M, VETTE M. Reconfigurable handling systems as an enabler for large components in mass customized production[J]. Journal of Intelligent Manufacturing, 2013, 24(5): 977-990.
[12] 熊瑞斌, 黃浦縉, 柯映林. 一種適用于飛機(jī)裝配的新型隨動(dòng)定位器[J]. 航空學(xué)報(bào), 2009, 30(12): 2469-2475.
XIONG R B, HUANG P J, KE Y L. A new posture following and keeping fixture for aircraft assembly[J]. Acta Aeronautica et Astronautica Sinica, 2009, 30(12): 2469-2475 (in Chinese).
[13] 樊偉, 鄭聯(lián)語(yǔ), 王亞輝. 面向管路組件裝配的自動(dòng)化可重構(gòu)柔性工裝系統(tǒng)[J/OL]. 計(jì)算機(jī)集成制造系統(tǒng). (2017-09-24)[2017-10-10]. http:∥kns.cnki.net/kcms/detail/11.5946.TP.20170924.1515.034.html
FAN W, ZHENG L Y, WANG Y H. An automatic recenfigurable and flexible fixture system for pipeline components in assembly process[J/OL]. Computer Integrated Manufacturing Systems. (2017-09-24) [2017-10-10]. http:∥kns.cnki.net/kcms/detail/11.5946. TP.20170924.1515.034.html (in Chinese).
[14] DENAVIT J, HARTENBERG R S. A kinematic notation for lower-pair mechanisms based on matrices[J]. Journal of Applied Mechanics-Transactions of the ASME, 1955, 22: 215-221.
[15] 雷沛, 鄭聯(lián)語(yǔ). 面向飛機(jī)大部件調(diào)姿的PPPS機(jī)構(gòu)球鉸點(diǎn)中心位置閉環(huán)標(biāo)定方法[J]. 航空學(xué)報(bào), 2016, 37(10): 3186-3196.
LEI P, ZHENG L Y. Closed-loop calibration method for PPPS mechanism ball joint center position for posture adjustment of large aircraft components[J]. Acta Aeronautica et Astronautica Sinica, 2016, 37(10): 3186-3196 (in Chinese).
[16] 鄭聯(lián)語(yǔ), 谷強(qiáng), 汪叔淳. 裝夾規(guī)劃中確定工件定位基準(zhǔn)的神經(jīng)網(wǎng)絡(luò)決策機(jī)制[J]. 航空學(xué)報(bào), 2001, 22(2): 130-134.
ZHENG L Y, GU Q, WANG S CH. Decision mechanism for workpiece locating datum based on neural network in setup planning[J]. Acta Aeronautica et Astronautica Sinica, 2001, 22(2): 130-134 (in Chinese).
[17] 宿魯艷, 梁志偉. RoboCup3D仿真平臺(tái)中足球機(jī)器人的避障規(guī)劃[C]∥32nd Chinese Control Conference, 2013.
SU L Y, LIANG Z W. Collision-avoidance planning of soccer robot in RoboCuP 3D simulation environment[C]∥32nd Chinese Control Conference, 2013 (in Chinese).
[18] 朱光辰, 魏鵬威, 侯向陽(yáng), 等. 提高航天器管路總裝效率的技術(shù)途徑研究[J]. 航天器工程, 2009, 18(4): 78-83.
ZHU G C, WEI P W, HOU X Y, et al. Study on improving integration efficiency of spacecraft pipeline[J]. Spacecraft Engineering, 2009, 18(4): 78-83 (in Chinese).
猜你喜歡
童話(huà)王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19