新型金屬陶瓷復合材料的試制
2018-05-19 02:39:14謝志勇劉小磐余仲元
中國水泥 2018年5期
關鍵詞:復合材料
謝志勇,劉小磐,許 濤,熊 暉,余仲元
(1.合肥水泥研究設計院,安徽 合肥 230051;2.湖南大學材料學院,湖南 長沙 410012)
金屬基陶瓷復合材料是由良好朔韌性的金屬相和高硬脆性的陶瓷相組成的一種典型的粒子增強復合材料。其主要采用粉末冶金、SHS、鑄造、滲鑄等制備成型工藝,使得良好朔韌性的金屬相與硬度高、耐高溫、耐腐蝕的金屬氧化物、碳化物、氮化物等進行冶金復合,牢牢粘結在一起。通過相應的熱處理工藝,復合材料具有陶瓷相的高硬度,同時具有金屬相的良好朔韌性。
目前國內外礦山、砂石、建材等行業應用比較成熟的金屬基陶瓷復合耐磨材料主要采用鑲鑄鑄造復合工藝。國內極具代表的產品有江蘇常熟電力、福建龍巖泰美、浙江長興軍毅等廠家生產的高錳鋼鑲TiC/WC鋼結硬質合金反擊破板錘、轉子破碎錘頭和圓錐破軋臼壁,江蘇南通高欣、重慶羅曼生產的陶瓷預制體增強高鉻鑄鐵立磨磨盤,鄭州鼎盛生產的ZTA陶瓷顆粒增強高錳鋼圓錐破軋臼壁和顎式破碎顎板。國外極具代表的產品有比利時Magotteaux公司生產的Xwin立磨磨輥、磨盤和DUOCAST Xwin輥壓機輥套,印度VEGA公司生產的Sinter Cast立磨磨輥和磨盤。
針對設備易損件經受較硬物料較高沖擊或擠壓粉碎工況條件,對其磨損失效規律進行分析總結,研制一種新型金屬陶瓷復合材料,大幅度提高易損件產品使用壽命。復合材料主要工作磨損部位采用高硬度金屬陶瓷預制體,非主要工作磨損部位選用具有較高硬度和良好韌性的中碳多元合金鋼,采用經濟環保的消失模鑄造工藝,將兩種材料進行冶金復合。
1 金屬陶瓷成分設計與試驗制備
在SiC+C坯體中摻入Fe粉,并用純Si進行浸滲。通過調整Fe含量,制備出完全致密的具有高硬度和較高斷裂韌性的不含殘Si的SiC/FeSix金屬陶瓷復合材料。
1.1 試驗制備
采用的原料為:工業用石油焦、工業用SiC粉、食用淀粉、分析純鐵粉、工業用Si粉。其特征參數見表1。按設定配比稱取C粉、SiC粉和鐵粉,加入適量的分散劑,以無水乙醇為液體介質球磨0.5h;然后加入聯結劑、淀粉,球磨3min。通過調整淀粉的加入量使坯體密度為恒定值。混合粉料在室溫下干燥24h,在50MPa的壓力下壓制成4×6×40mm的試條。試條在80℃干燥24h后,在N2氣保護900℃環境中排膠,通過真空排煤油法測出各種試樣的密度。試條置于涂有BN的SiC坩鍋中,以理論需要量1.3倍的Si粉掩埋,采用不同工藝制度進行燒結。試驗原料特征參數見表1,各試樣成分及燒結工藝制度見表2。
采用STA-449C熱分析儀測定排膠后坯體在加熱過程中的變化。不同工藝制度得到的塊體試樣物相組成,用X射線衍射儀(XRD,Model D/MAX-RB,RIGAKU Corporation,Japan,測試條件:40kv/30Ma,CuKa,DS/SS:10,RS:0.15mm,石墨單色器)確定。通過Neophot-21型金相顯微鏡觀察試樣的物相分布,采用掃描電鏡(SEM,Model JSM-5610LV,JEOL Ltd.,Japan)觀察試樣斷口形貌。在美國MTS力學實驗機上測定試樣三點彎曲強度,試樣尺寸3×4×38mm。

表1 試驗原料的特征參數
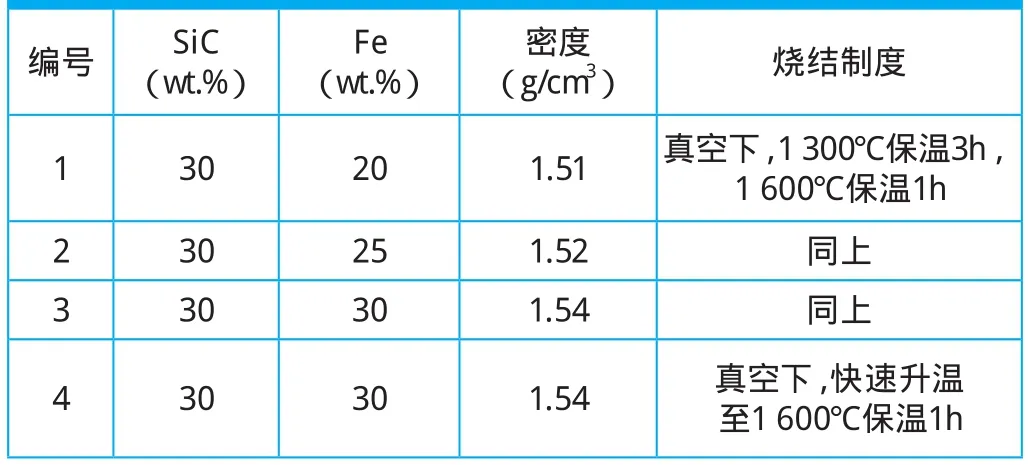
表2 不同試樣成分、燒結工藝制度和坯體的密度
1.2 Fe含量對燒結體相組成的影響
坯體密度一定時,Fe含量的降低對應著燒結體中SiC含量的升高,第二相的體積分數減小,第二相反而向富鐵相轉變。圖1為不同Fe含量燒結體的XRD圖譜,燒結體的實際相組成與理論相組成見表3。實驗結果表明,當Fe含量較高時實際相組成與理論推算一致。當Fe含量較低時,燒結體中出現了Fe5Si3。圖2(a)、(b)分別為試樣1和3的金相照片。圖中灰色區域為SiC,1試樣的白色亮點為Fe-Si化合物,3試樣的白色亮點為殘余Si和Fe-Si化合物。圖2表明,隨著Fe含量的降低,第二相由網絡結構變為孤島結構。當第二現相為網絡結構時,坯體中的局部Fe含量波動可以通過擴散消除。而當第二相為孤島結構時,因為反應燒結過程中,SiC的生成很快,局部的不平衡Fe含量來不及通過擴散消除就被SiC包圍,使第二相與理論計算產生不一致。另外圖2顯示y2與y3的函數圖象極為靠近,因此在實驗成分點在y1,y2之間時易于生成FeSi。同時Fe含量升高,SiC被溶解析出的現象明顯。這主要是在滲Si開始階段,Fe粉周圍的Si液是富Fe的,當Si含量低于23.1%時,Fe奪去周圍SiC中的Si,溶解C,隨著保溫時間延長,由于擴散作用Fe含量趨于平衡。合金熔液中Si含量高于23.1%時,C又以SiC的形式從合金液中析出。Fe含量越高,不平衡區域越多,SiC的溶解析出越顯著。表3中實際密度與理論密度略有差異,這是燒結體中存在少量殘碳、氣孔和不平衡相FeSi。
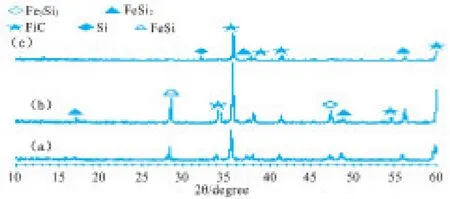
圖1 不同原始配比得到燒結體的XRD圖譜,(a)No.1,(b)No.2,(c)No.3
1.3 熱處理制度對坯體反應燒結的影響
以上No.1、2和3試樣都未觀察到開裂、變形等宏觀缺陷。No. 4試樣僅在表面形成一層厚約1mm的反應燒結SiC層。圖3為900℃排膠后的試樣4坯體的熱重-差熱圖。該圖表明,試樣在1 100℃以上有氣體放出,氣體主要來自于兩方面:一方面摻入的Fe粉在制樣過程中會在表面形成一層Fe2O3,在600℃ Fe2O3轉變為FeO,1 100℃時FeO與SiC按式(1)反應。

另一方面所引用的SiC粉,在空氣中常溫下會在表面形成SiO2薄膜,在Fe存在的條件下,1 200℃以上發生見式(2)反應。

試樣4在1 100℃~1650℃時,升溫速度較快,在1 420℃,熔Si開始浸滲坯體,表面會很快形成致密SiC層,但坯體心部還有未反應完全的FeO、SiO2,它們產生的氣體阻止了Si的進一步浸滲。相同配方的試樣3,在1 300℃保溫3h后,FeO、SiC反應完全,因此要制得致密的SiC/FeSix復合材料在1 300℃長時間保溫必不可少。
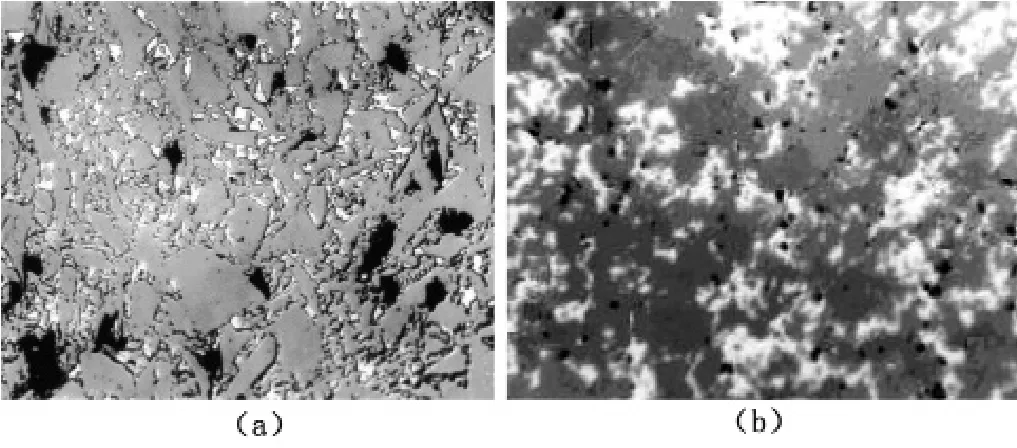
圖2 燒結體顯微組織(×500)(a)No.1(b)No.3

表3 不同試樣的相組成和密度
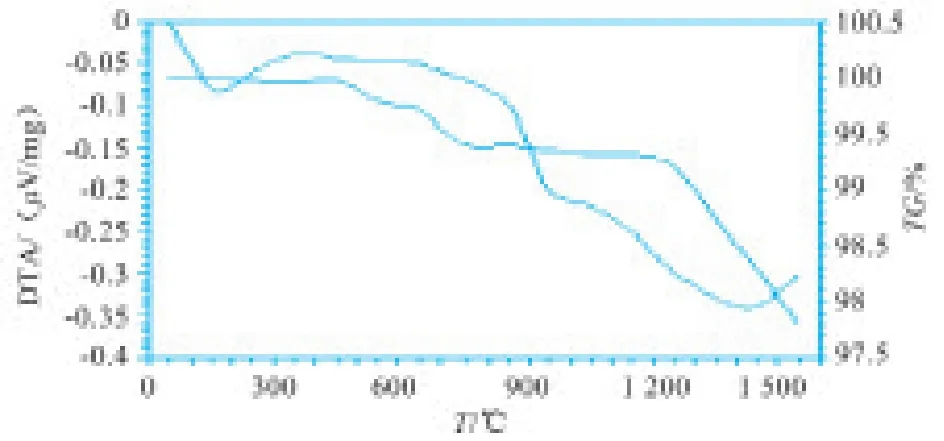
圖3 試樣4坯體的熱重圖(20℃/min)
1.4 力學性能
試樣2的室溫三點抗彎強度測試結果為220±10MPa。圖4為試樣2的斷裂面SEM圖片。由圖可知,材料的部分斷裂表面呈典型的鏡面反射區。這是由受張力表面的斷裂區對應的直的斷裂線組成。試樣中存在的殘留C孔和受到機械損傷的表面,降低了材料的強度。材料的失效模式為脆性斷裂,裂紋擴展以穿晶斷裂為主。同時試樣2的TEM照片顯示由于材料的各相熱膨脹系數不一(αFeSi2=11.6×10-6K-1,αSiC=5.4×10-6K-1)冷卻過程中產生的熱應力將導致晶體內部產生裂紋,使強度下降。
斷裂韌性是評價材料抵抗斷裂的能力。對陶瓷金屬材料的斷裂韌性雖然進行了許多研究,目前有多種測試方法,通常大多沿用傳統金屬材料的實驗方法。其常見的測試方法有SENB法、DT法、CN法、IM法等。本實驗采用最簡單的壓痕裂紋法及用半月狀系統方程計算出各試樣的室溫斷裂韌性值見圖5、圖6。
圖4 試樣2 SEM斷口照片(×2000)
圖5 試樣2 TEM照片(×10000)

其中:P是壓頭載荷;C為壓痕裂紋半長;H是硬度值取隨機5點的平均值;E是彈性模量,采用復合近似計算E值:

Vi(I=1、2、3)為復合材料各相百分比,FeSi2的彈性模量取410GPa,SiC取420GPa,用方程計算出各試樣的室溫斷裂韌性值見表4。
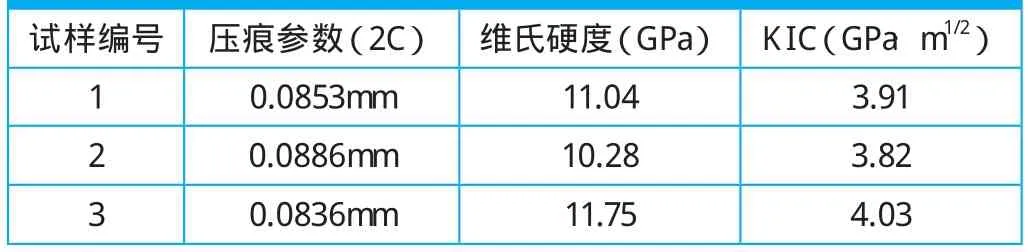
表4 FeSi2/SiC復合材料的斷裂韌性
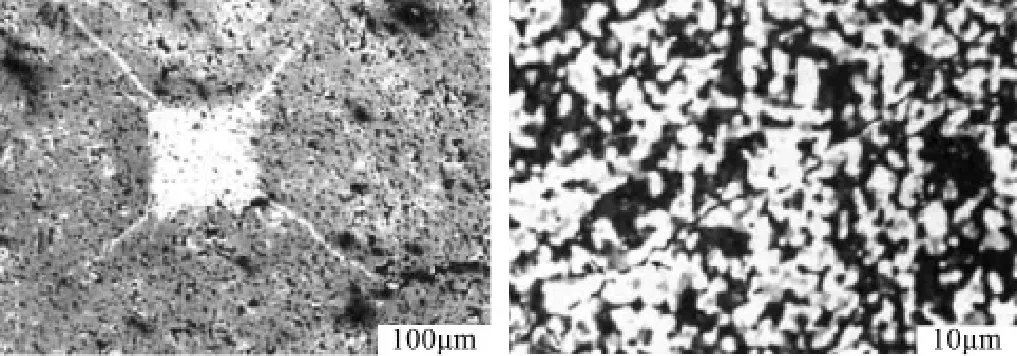
圖6 試樣2的維氏壓痕及裂紋
2 中碳多元合金鋼成分設計(見表5)
2.1 碳含量
碳是鋼中的主要元素之一,對材料機械性能的影響十分明顯。鋼中碳含量增加,碳化物數量增多,屈服點和抗拉強度升高,但塑性和韌性降低。為獲得較高的硬度并保證足夠的韌性,碳含量設計為0.3%~0.5%。
2.2 鉻含量
鉻是鋼中重要的合金元素,鉻固溶在奧氏體中增加淬透性和熱強性,提高鋼的硬度和強度。隨著鉻含量的增加,殘余奧氏體量增加,硬度下降。同時碳化物類型發生變化,碳化物類型由MC3向M7C3、M23C6過渡,其中M7C3型碳化物顯微硬度可達到HV1300~1800。綜合考慮,鉻含量設計為3%~5%。
2.3 鉬含量
鉬是鋼中主要合金化元素之一,強烈阻抑奧氏體向珠光體轉變,大大提高鋼的淬透性。
鉬能降低或抑制其它合金元素導致的回火脆性,并在較高回火溫度下形成彌散分布的特殊碳化物,產生二次硬化。考慮到鉬鐵價格較貴,鉬含量控制在0.3%~0.5%。
2.4 鎳含量
鎳是固溶強化基體元素,全部溶入奧氏體,穩定奧氏體,提高淬透性和韌性。加入量大時,殘余奧氏體量增加,基體組織硬度降低。考慮到鎳板價格較貴,鎳含量控制在0.3%~0.5%。
2.5 硅含量
硅是鋼中常存元素之一,顯著提高鋼的彈性極限、屈服極限和屈強比。固溶強化鐵素體,提高鋼的強度,降低鋼的塑性和韌性,為此我們確定硅含量為0.3%~0.8%。
2.6 錳含量
錳是鋼中常存元素之一,顯著固溶強化奧氏體,提高鋼的淬透性和強度。錳含量較高時,殘余奧氏體量增加,降低材料硬度,同時增加鋼的回火脆性,為此我們確定錳含量為0.5%~1.0%。
2.7 硫磷含量
硫磷在鋼中易形成低熔點硫化物夾雜和脆性磷共晶物,是有害元素,在生產中一般控制在0.05%以下。
2.8 復合變質孕育劑
復合變質孕育劑的加入可以凈化晶界,減少夾雜,并降低成分偏析;同時其中微量的合金元素釩、鈦與鋼液中的碳形成高熔點高硬度碳化物,作為異質結晶核彌散分布,細化晶粒,提高鋼的硬度和韌性,為此我們確定復合變質劑加入量為0.2%~0.3%。

表5 中碳多元合金鋼化學成分(%)
3 消失模鑲鑄鑄造工藝
3.1 模具制作與填埋造型
選用EPS泡沫或STMMA、PMMA共聚物作為制作材料,采用人工或機器分別制作產品模具和澆注系統模具。金屬陶瓷預制體表面焊接鋼釘,防止澆注時被鋼水沖刷移位,依次間隙排列鑲入模具,鋼釘裸露在模具外面。預制體與模具表面平齊或凸出2~5mm,用消失模專用膠密封銜接處,避免后期涂料流入覆蓋預制體表面,影響與鋼水冶金結合效果。模具進行三次浸入涂料三次烘干晾曬,確保涂料均勻致密覆蓋,同時完全去除模具和涂料里的水分。模具三次浸入涂料時,涂料粘度分別按稠、正常、稀進行配制。
選用底注式澆注系統,確保模具按順序氣液化,鋼水平穩充型。將烘干晾曬好的模具放入專用砂箱,用20~50目干石英或寶珠砂進行填埋,采用雨淋式加砂,邊加砂邊振動,確保模具填緊實。填埋過程中,一旦發現模具表面涂料出現破損,應立用膠布粘貼修補并補刷涂料,然后用電吹風吹干。
3.2 熔煉與澆注
采用1 000kg中頻電爐熔煉生產,熔煉前加入石灰石+碎玻璃復合造渣劑,待大部分爐料熔化后扒渣,然后加入錳鐵、硅鐵脫氧調整成分,插入鋁絲進行終脫氧后出爐澆注。出爐溫度控制在550~1 600℃,鋼水鎮靜若干分鐘后澆注,澆注溫度控在1 500℃~1 550℃。
將澆包預熱至600℃~800℃,澆注前在澆包內加入一定量的Re-A1-Bi-Mg復合變質劑和V-Ti-Zn復合孕育劑。鋼水倒入澆包后立即鋪撒聚渣劑,使殘余熔渣迅速聚集,進一步凈化鋼水,同時形成一層保溫覆蓋膜。鋼水澆注時,砂箱抽真空形成一定負壓,模具迅速氣化,鋼水慢慢占據模具位置,將金屬陶瓷預制體緊緊包裹。在高溫鋼水的熱作用下,預制體表面金屬與鋼水發生冶金反應。鋼水凝固冷卻后,與預制體冶金復合成型。
4 熱處理工藝的確定
在淬火升溫過程中,中碳多元合金鋼中的合金元素在奧氏體中的溶解度隨溫度的升高而增大。淬火溫度較低時,碳、鉻在奧氏體中的溶解度較低,淬火馬氏體中的含碳量及合金元素含量較低,基體組織硬度較低。隨著淬火溫度的提高,奧氏體中的含碳量及合金含量增加,轉變后形成的馬氏體中的含碳量及合金元素含量增加,基體組織硬度增加。如淬火溫度過高時,奧氏體中的含碳量及合金含量過高,奧氏體穩定性大大提高,淬火后殘留奧氏體含量增加,馬氏體含量減少,基體組織硬度降低。

圖7 金屬陶瓷復合錘頭示意圖(mm)
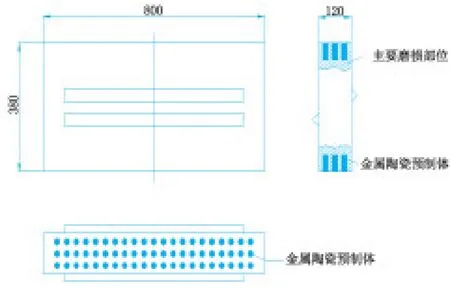
圖8 金屬陶瓷復合板錘示意圖(mm)
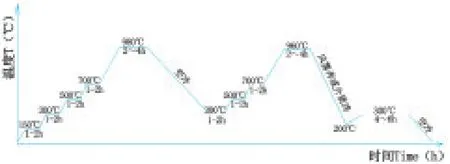
圖9 熱處理工藝圖
鑒于設備易損件現場服役工況十分惡劣,經過前期大量試驗摸索與研究,我們設計了980℃正火+960℃淬火+300℃回火熱處理工藝。復合材料熱處理后,非主要工作磨損部位中碳多元合金鋼組織為馬氏體+少量彌散碳化物M7C3+少量殘余奧氏體,硬度40~50HRC,沖擊韌性20~50J/cm2(10×l0×55mm無缺口試樣);主要工作磨損部位金屬陶瓷預制體硬度 HRC≥65,斷裂韌性≥10MPa m1/2,具有較高的綜合耐磨性能見圖7、圖8、圖9。

5 結 語
(1)復合材料主要工作磨損部位采用高硬度金屬陶瓷預制體,非主要工作磨損部位選用具有較高硬度和良好韌性的中碳多元合金鋼,采用經濟環保的消失模鑄造工藝,將兩種材料進行冶金復合。
(2)在SiC+C坯體中摻入Fe粉,并用純Si進行浸滲。通過調整Fe含量,制備出完全致密的具有高硬度和較高斷裂韌性的不含殘Si的SiC/FeSix金屬陶瓷復合材料。
(3)復合材料熱處理后,非主要工作磨損部位中碳多元合金鋼組織為馬氏體+少量彌散碳化物M7C3+少量殘余奧氏體,硬度40~50HRC,沖擊韌性20~50J/cm2(10×l0×55mm無缺口試樣);主要工作磨損部位金屬陶瓷維氏硬度≥10Gpa,斷裂韌性≥4GPa·m1/2。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
