關(guān)于鋼活塞鍛造定位及檢測方式的研究
2018-05-18 01:30:51
鍛造與沖壓 2018年9期
背景介紹
隨著近些年國內(nèi)卡車市場的進(jìn)一步擴(kuò)大,卡車市場銷售份額逐年增加,柴油發(fā)動機(jī)強(qiáng)度增加,發(fā)動機(jī)行業(yè)面臨著前所未有的挑戰(zhàn),對活塞及其他核心零部件提出了更高的要求。鋼活塞多用于大功率發(fā)動機(jī),被廣泛應(yīng)用到工業(yè)、農(nóng)業(yè)、交通運(yùn)輸和國防建設(shè)事業(yè)上,需求量在日益增加。
為了進(jìn)一步提高活塞強(qiáng)度,發(fā)動機(jī)爆發(fā)壓力增加后燃油可以實(shí)現(xiàn)充分燃燒,鋼活塞逐漸代替?zhèn)鹘y(tǒng)鋁合金活塞,滿足國家對國五、國六排放標(biāo)準(zhǔn)的要求。本文主要針對活塞產(chǎn)品的結(jié)構(gòu)、工藝定位方式及檢測方式等方面經(jīng)行了研究。
鋼活塞鍛件結(jié)構(gòu)分析
目前根據(jù)活塞燃燒室形狀可將活塞分為兩種結(jié)構(gòu)。
⑴燃燒室定位凸臺結(jié)構(gòu)(圖1):采用裙朝上的模具結(jié)構(gòu)進(jìn)行生產(chǎn),底部燃燒室采用定位凸臺。
⑵燃燒室減余量結(jié)構(gòu)(圖2):采用裙部朝下的模具結(jié)構(gòu)進(jìn)行生產(chǎn),頂部燃燒室減余量。
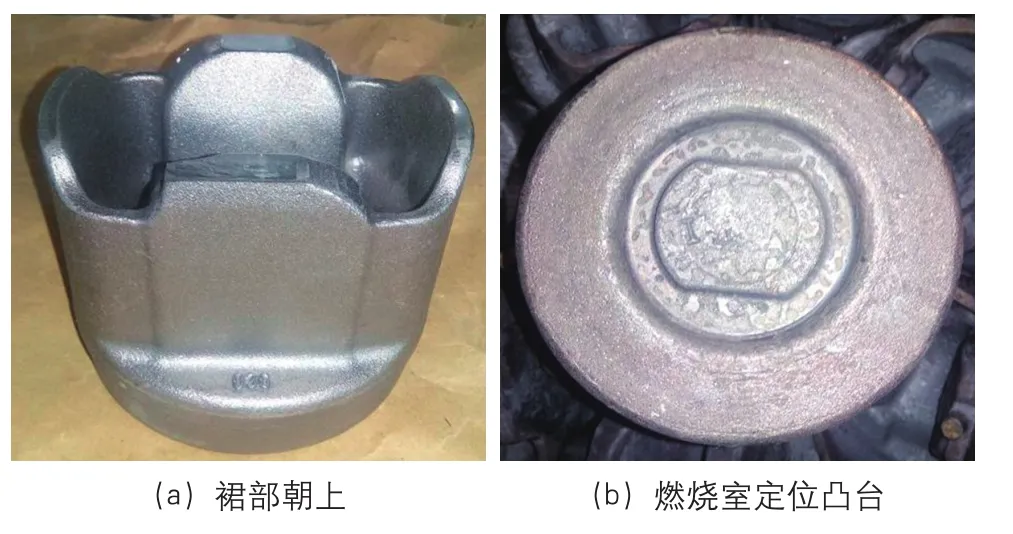
圖1 燃燒室定位凸臺結(jié)構(gòu)

圖2 燃燒室減余量結(jié)構(gòu)
鋼活塞模具結(jié)構(gòu)分析
裙部朝上結(jié)構(gòu)
模具裙部朝上時(shí)結(jié)構(gòu)圖如圖3所示。
此種模具結(jié)構(gòu)具有的優(yōu)、缺點(diǎn)如下。
優(yōu)點(diǎn):模具型槽較深一側(cè)在上模,氧化皮等雜質(zhì)易排出;鍛件表面無氧化坑、疲勞紋等缺陷,表面質(zhì)量較好。
缺點(diǎn):此種模具結(jié)構(gòu)鍛件燃燒室存在定位凸臺結(jié)構(gòu),燃燒室加工余量比較大,加工工時(shí)長,刀具費(fèi)用較高。
裙部朝下結(jié)構(gòu)
模具裙部朝下時(shí)結(jié)構(gòu)圖如圖4所示。
此種模具結(jié)構(gòu)具有的優(yōu)、缺點(diǎn)如下。
優(yōu)點(diǎn):鍛件燃燒室余量減少,節(jié)約加工工時(shí)及刀具費(fèi)用。
缺點(diǎn):型槽較深一側(cè)在下模,生產(chǎn)過程中容易堆積氧化皮等雜質(zhì),因鍛件表面質(zhì)量不合格造成的廢品率較高。
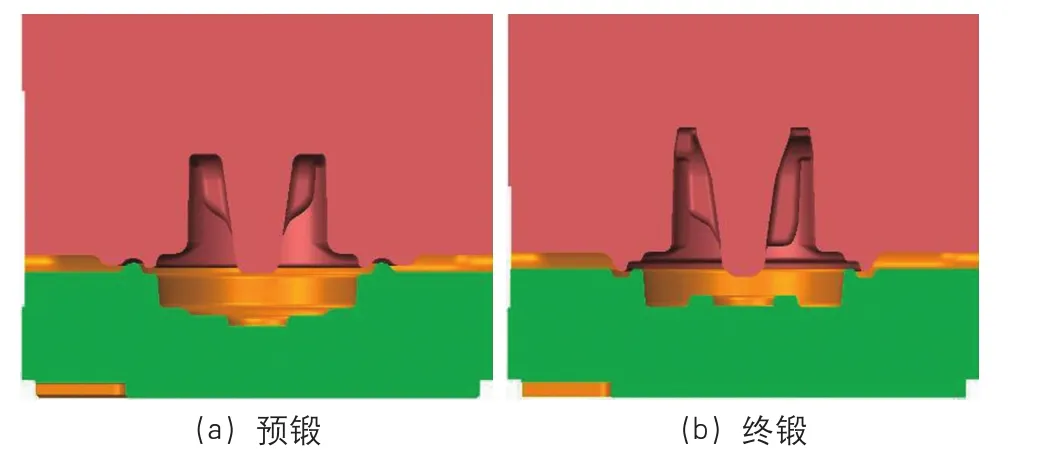
圖3 模具裙部朝上時(shí)結(jié)構(gòu)圖
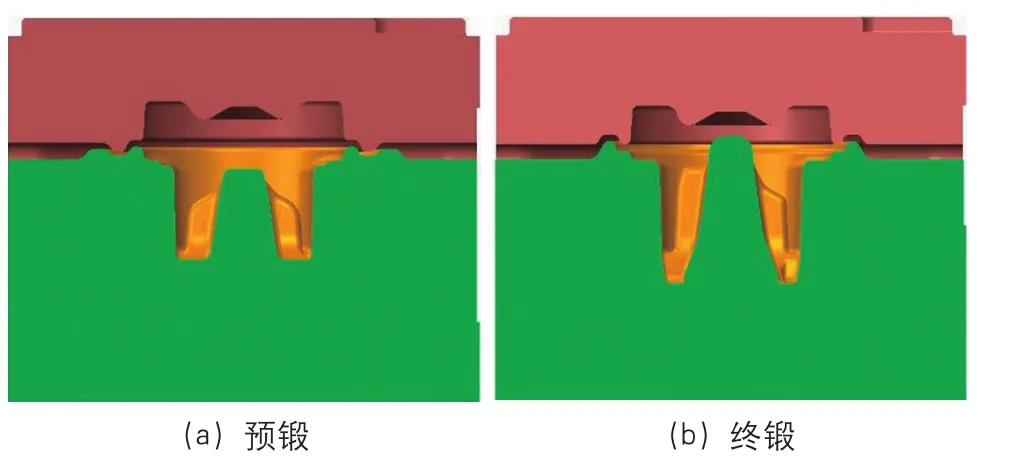
圖4 模具裙部朝下時(shí)結(jié)構(gòu)圖
鋼活塞模擬對比分析
裙部朝上結(jié)構(gòu)
圖5為模具裙部朝上時(shí)鋼活塞模擬分析圖。
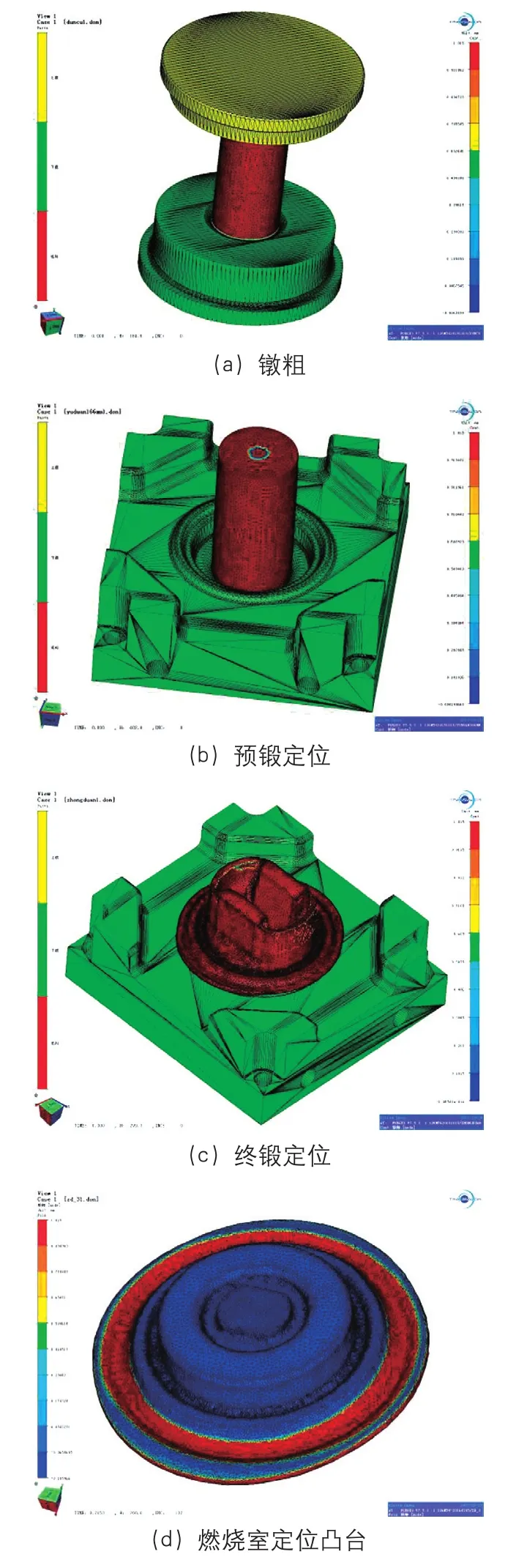
圖5 模具裙部朝上時(shí)鋼活塞模擬分析圖
通過模擬分析:因?yàn)橛卸ㄎ煌古_結(jié)構(gòu),采用此種模具生產(chǎn)時(shí)坯料在各工位間便于定位,同時(shí)便于操作者生產(chǎn)操作,班產(chǎn)效率較高。由于鍛件表面質(zhì)量造成的廢品率較低,此種模具結(jié)構(gòu)應(yīng)用比較廣泛。

圖6 模具裙部朝下時(shí)鋼活塞模擬分析圖
裙部朝下結(jié)構(gòu)
圖6為模具裙部朝下時(shí)鋼活塞模擬分析圖。
此種模具結(jié)構(gòu)采用預(yù)鍛內(nèi)芯(坯料到預(yù)鍛工位)及終鍛內(nèi)芯(預(yù)鍛到終鍛工位)定位。通過模擬可以確保穩(wěn)定定位,可實(shí)現(xiàn)活塞燃燒室余量減少,降低機(jī)加工成本。但是模具深型槽為下模,生產(chǎn)過程中氧化皮不易排出,表面質(zhì)量不好,造成廢品率較高。
鋼活塞減余量鍛件結(jié)構(gòu)對比分析
活塞燃燒室減余量結(jié)構(gòu)截面如圖7所示,如采用裙部朝上結(jié)構(gòu)方式生產(chǎn),鍛件結(jié)構(gòu)為紅色+綠色合并部分;如采用裙部朝下結(jié)構(gòu)方式生產(chǎn),鍛件結(jié)構(gòu)僅為紅色部分。客戶最初要求我們提供的鍛件結(jié)構(gòu)為紅色+綠色合并部分,在模具設(shè)計(jì)時(shí)需要考慮定位凸臺,以便保證在鐓粗、預(yù)鍛、終鍛三工序過程中能夠平穩(wěn)定位并且能夠順利脫模,但是機(jī)加工余量較大,刀具成本較高。經(jīng)過與客戶充分溝通,優(yōu)化了產(chǎn)品燃燒室結(jié)構(gòu)(將綠色部分去除),采用內(nèi)腔定位。經(jīng)過工藝不斷優(yōu)化,通過多輪模擬驗(yàn)證順利提交樣件,經(jīng)過五個月裝機(jī)試驗(yàn)后,樣件通過,得到了客戶充分認(rèn)可。
圖7 活塞燃燒室減余量結(jié)構(gòu)截面
兩種結(jié)構(gòu)都需要定位,只是定位的方式不同。但是鍛件采用燃燒室減余量結(jié)構(gòu)(僅紅色部分),機(jī)加工余量可大大減少,局部可減少8~10mm余量。
模擬結(jié)果對比分析
針對兩種不同的模具結(jié)構(gòu),采用相同的模擬條件,即坯料下料規(guī)格φ85mm×180mm,模具閉合高度在262mm時(shí)充滿情況如圖8、圖9所示。
由模擬結(jié)果可以看出采用裙部朝上模具結(jié)構(gòu),模具封閉高度在262mm時(shí),鍛件裙部及頂桿凸臺位置均未充滿,導(dǎo)致材料利用率偏低。
從模擬結(jié)果可以看出采用裙部朝下的模具結(jié)構(gòu),模具封閉高度同樣是在262mm時(shí),鍛件裙部及頂桿凸臺位置均完全充滿,充滿效果要好于裙部朝上模具結(jié)構(gòu),材料利用率較前一種模具結(jié)構(gòu)提高2%~4%。
鍛件檢測
隨著客戶對鍛件產(chǎn)品的一致性要求提高,普通的三坐標(biāo)檢測已經(jīng)遠(yuǎn)遠(yuǎn)不能滿足客戶的要求。鍛件尺寸檢測方式可分為:手工劃線、三坐標(biāo)、掃描。
圖8 裙部朝上時(shí)模擬結(jié)果

圖9 裙部朝下時(shí)模擬結(jié)果
⑴鍛件結(jié)構(gòu)形狀簡單、復(fù)雜系數(shù)低(S1~S2)的產(chǎn)品,如齒輪、二代輪轂、連桿、轉(zhuǎn)向臂、殼類、凸緣類產(chǎn)品可以采用人工劃線或者三坐標(biāo)進(jìn)行檢測。此時(shí)主要對關(guān)鍵尺寸進(jìn)行測量,例如裝配尺寸、特殊特性尺寸等。
⑵鍛件結(jié)構(gòu)形狀復(fù)雜,復(fù)雜系數(shù)高(S3~S4)的產(chǎn)品,如曲軸、活塞、轉(zhuǎn)向節(jié)、脫鉤、法蘭軸等產(chǎn)品,根據(jù)客戶要求,需要提供掃描檢測報(bào)告。
以鍛造鋼活塞產(chǎn)品為例,闡述鍛件掃描過程(圖10)。
1)將活塞鍛件產(chǎn)品拋丸,去除氧化皮;
2)采用3D掃描儀對鍛件進(jìn)行掃描,保存為.stl格式;
3)將掃描后的結(jié)果與建模過程中的理想鍛件數(shù)模對比;
4)經(jīng)過軟件自動擬合后形成對比掃描報(bào)告。
鍛件通過掃描的方式進(jìn)行檢測,效率及檢測數(shù)據(jù)的可靠性大幅提高,形狀、結(jié)構(gòu)相對比較復(fù)雜的鍛件在10~15min便可完成檢測,可快速指導(dǎo)車間進(jìn)行生產(chǎn)。
圖10 鍛件掃描過程
結(jié)束語
經(jīng)過模具結(jié)構(gòu)及鍛造工藝的不斷優(yōu)化、改進(jìn),兩種結(jié)構(gòu)的鋼活塞產(chǎn)品都實(shí)現(xiàn)了大批量生產(chǎn)。通過對此項(xiàng)目攻關(guān),提高了公司技術(shù)研發(fā)能力及質(zhì)量保證能力,增強(qiáng)了為客戶提供高端、核心鍛件產(chǎn)品的信心。同時(shí)對檢測方法及設(shè)備的升級,大幅提升了檢測效率。第一時(shí)間出具檢測結(jié)果用于指導(dǎo)生產(chǎn),生產(chǎn)效率同步提升,給公司帶來良好經(jīng)濟(jì)效益。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2019年7期)2019-11-25 01:43:04
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
