ZG1Cr17Ni3合金小內環的精鑄工藝
2018-05-18 07:23:32符昊袁連杰董雪麗秦欣欣徐德良賈世星
新型工業化 2018年4期
符昊,袁連杰,董雪麗,秦欣欣,徐德良,賈世星
(天津鋼研廣亨特種裝備股份有限公司,天津 301721)
0 引言
隨著精密零部件的廣泛應用,精密鑄造技術得到了極大的重視。熔模鑄造生產出的零件其精度、表面質量較其他鑄造方法有著明顯優勢,但是熔模鑄造的生產工藝參數較多且相互影響,尤其是在生產復雜、薄壁的鑄件方面,產品缺陷率較高[1]。外環鑄件是航空配件,屬軍用重要用途件,采用ZG1Cr17Ni3馬氏體不銹鋼合金無余量精密鑄造的方法研制生產,外環鑄件(77J-60-01)為薄壁類鑄件,框架型結構,形狀復雜,局部尺寸較厚,壁厚不均勻,最小壁厚處2 mm,最大壁厚11.10 mm(見圖1)。在澆注過程中鑄件軸向2處圓柱體以及側面3處小凸臺處較易產生縮孔縮松缺陷,薄壁處容易澆不足,薄厚交接處易形成裂紋,且其框架型結構極易出現變形,往往會因為鑄件尺寸原因導致報廢,因此該鑄件在澆注系統設計以及生產操作中既要考慮到能夠有效補縮和充型,同時還須盡量減少鑄件變形,難度較大。

圖1 小內環結構圖Fig. 1 Small inner ring structure diagram
1 試制方法
試制生產均采用熔模無余量精密鑄造工藝,蠟模制作工序是其中重要的控制工序,經過反復試驗,研究了射蠟溫度、射蠟時間、射蠟壓力對蠟模充型性能的影響。結果表明,射蠟溫度、射蠟壓力以及射蠟時間都是影響充型性能的直接因素[2]。本工藝模具自制,采用162型中溫蠟料,在IC35型壓蠟機上進行壓注(壓注參數見表1)。蠟模工序中需嚴格控制變形,特制蠟模矯形塊,保證蠟模件從模具中取出即放置于矯形塊上嚴控尺寸,定型后再取下修件組樹。

表1 外環蠟模壓注參數表[3]Table 1 External ring wax mold injection parameter table[3]
澆注系統取決于鑄件自身的結構[4],外環鑄件薄壁結構較多,極易變形,故采用小澆口多排布的組樹方式(見圖2),不僅保證局部厚大部位的補縮,而且考慮澆口設置對于鑄件產生的應力需相互制約保持平衡,以控制形變。
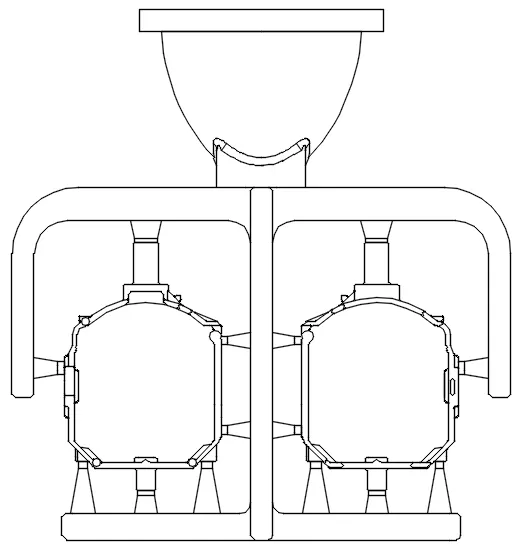
圖2 澆注系統示意圖Fig.2 Schematic diagram of the gating system
熔模精密鑄造型殼質量要求高,型殼的強度、透氣性、導熱性、熱震穩定性、熱化學穩定性和脫殼性等都會對鑄件產生重要影響。本工藝中涂料是保證鑄件外觀質量的關鍵,分為三部分,面層型殼采用硅溶膠粘結劑+325#的氧化鋯粉[5]制成,過渡層和背層型殼分別采用不同目數的硅溶膠+莫來石粉涂料制成,小內環壁薄,需快速澆注成型,保證型殼強度且考慮經濟性,涂料6~9層。
冶煉是保證鑄件冶金質量的關鍵工序,要求流暢充型,順序凝固,及時補縮,造型工藝為填砂造型(見圖3),合金材料為ZG1Cr17Ni3,該材料母合金采用真空感應爐熔煉[6],鑄件采用真空感應熔煉爐澆注,模溫950~1000 ℃,澆溫1570~1600 ℃。鑄件經切割打磨、熱處理后,采用熒光X光檢驗無損手段檢測是否存在疏松、夾渣、氣孔、裂紋等缺陷。
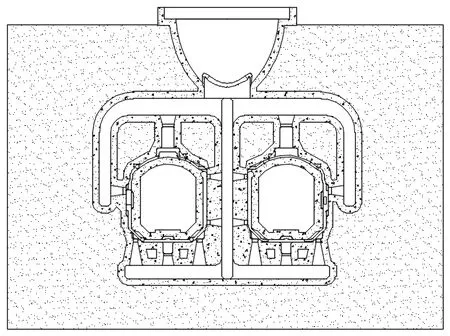
圖3 小內環造型圖Fig. 3 The Small inner ring modeling
2 工藝討論
2.1 試制結果討論
完成一輪試制生產后,鑄件存在以下問題:
(1)鑄件變形問題
熔模鑄造由于其工藝所決定工序多,生產周期長,影響變形的因素很多,容易造成精鑄件變形。精鑄件變形不僅給清理和精整工序增加了很大工作量,若控制和處理不當會造成較多廢品。所謂變形是指經澆注、清理后的鑄件形狀和尺寸與圖樣不符[7]。如圖4所示,本實驗結果中精鑄件呈現出橫向尺寸超下差,且橫向尺寸由下而上逐漸變小;縱向尺寸超上差。分析原因:① 鑄件圓拱形的結構對橫向外壁有內生拉應力;② 組樹過程中工人拿件的方式不正確,直接拿捏了橫向外壁;③ 縱向澆道的設置數目較多,拉力較大。

圖4 鑄件變形情況分析Fig. 4 The analysis of the deformation of the castings
(2)局部角落出現鋼豆問題
小內環形狀復雜,多凹角部位,涂料過程中,料漿難涂掛,易產生氣泡或料漿堆積,導致鑄件在相應位置產生鋼豆(見圖5),打磨困難,耗費工時。分析原因:① 蠟模角落除油不徹底,料漿與蠟模件的涂掛性不好,導致在型殼內部尖角處產生空腔所致;② 鑄件凹角結構較多,批量時難以逐個檢查。
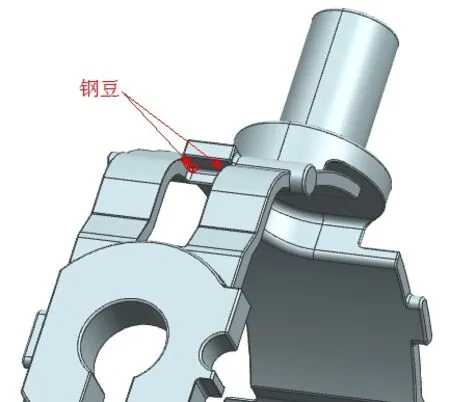
圖5 部分凹角部位Fig. 5 Concave angle
(3)局部疏松和裂紋問題
澆注結果顯示合格率僅為17%,報廢主要原因為裂紋和疏松缺陷(見圖6)。分析原因有以下幾點:① 澆道厚度較薄,導致鑄件厚大部位補縮不及時,出現疏松缺陷;② 內澆口截面積較小,高度方向較長,補縮效果差;③ 底注式的澆口,補縮效果較差[8]; ④ 應鑄件結構要求,薄厚相接處缺乏合理過渡,產生微裂紋。
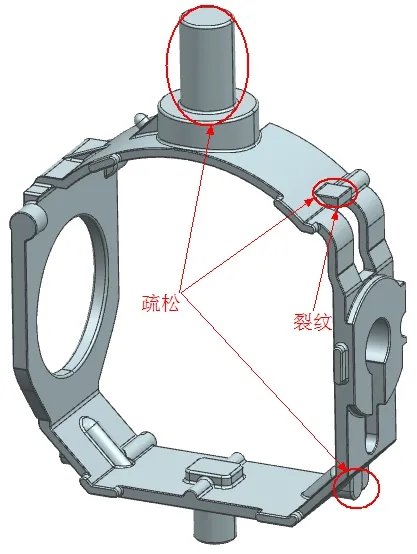
圖6 無損檢驗出的冶金缺陷Fig.6 Metallurgical defects in nondestructive testing
2.2 工藝優化
針對澆注結果顯示的問題,采取措施如下:
(1)蠟模工段改進措施
① 蠟模件從模具中取下后置于矯形塊上控制尺寸,定型后取下修件;② 修件過程中不得拿捏鑄件外輪廓;③增加疏松部位內澆口的尺寸,易于補縮;④ 鑄件組合完每組抽檢一件輪廓尺寸,不合格的該組不得繼續下一工序。
(2)涂料工段改進措施
① 面層掛料漿之前,采用專用試劑浸潤鑄件組[9],增強料漿貼附性;② 調節或降低涂料面層料漿的粘度,使蠟摸易于涂掛,減少氣泡。
(3)冶煉工段改進措施
① 提高模溫,避免鑄件冷卻太快,來不及補縮;② 快速澆注,提高鑄件質量。
(4)工藝優化措施
研制過程中通過以上對各工序的嚴格控制,保證了鑄造工藝分析中可能出現的裂紋、鋼豆、變形以及大部分疏松等問題,但仍存在局部疏松嚴重的情況(見圖7),分析原因有以下幾點:① 鑄件該部位均位于整個澆注系統的外側,距離中心補縮通道較遠,壓頭不足;② 內澆口截面積較小,高度方向較長,補縮效果差;③ 底注式的澆口,補縮效果較差。

圖7 局部疏松缺陷Fig. 7 Shrinkage and shrinkage defect
根據上面的分析以及反復試驗的結果,針對疏松缺陷,優化工藝,增厚主要澆道尺寸,并提出三種優化方案:① 底面小澆口的截面積改大;② 在疏松部位的上部側面添加兩個小澆口用以補縮;③ 去除底部澆口,在該疏松部位側面添加一個的小澆口;各方案的結果見圖8:

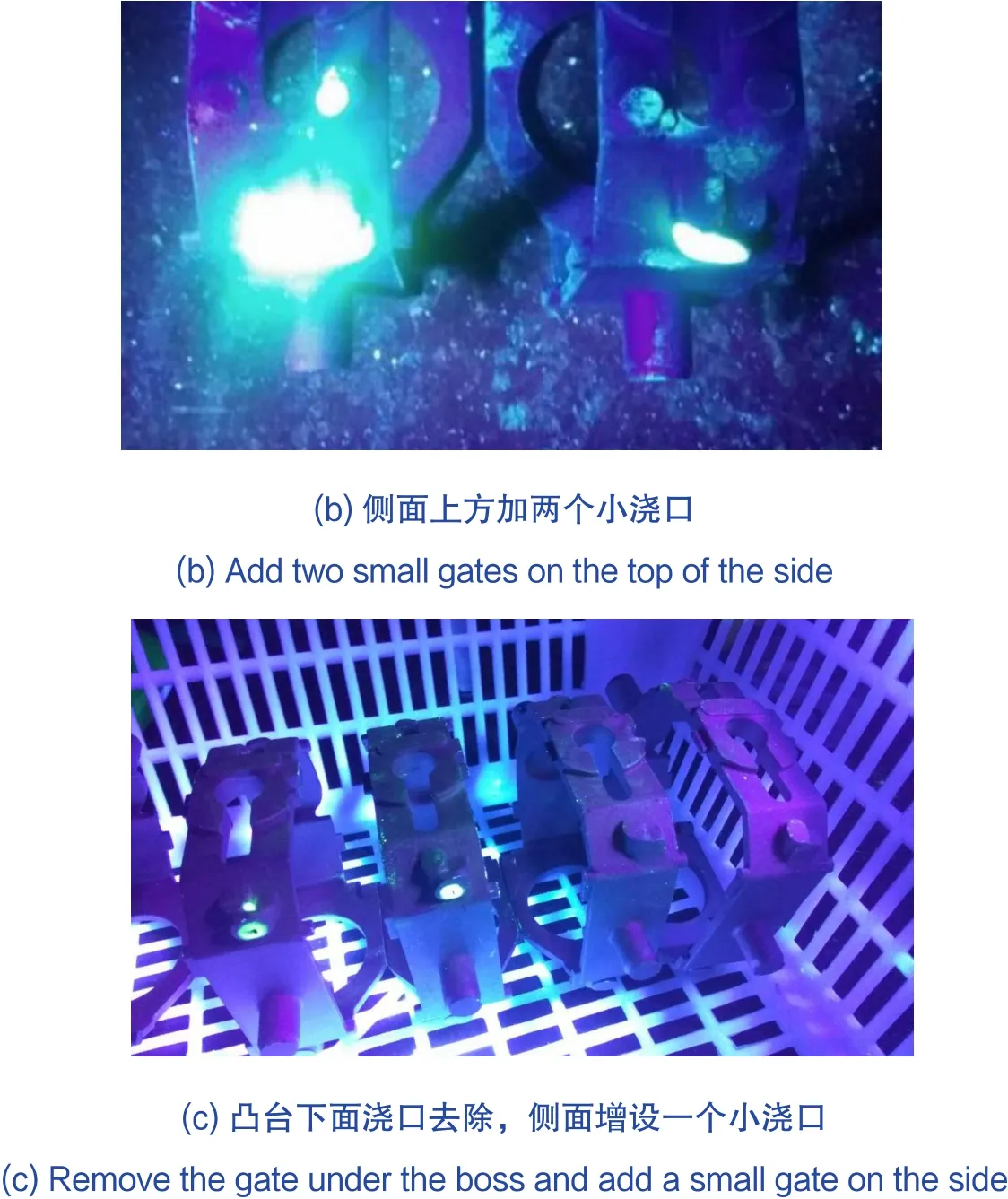
圖8 優化方案及其效果圖Fig. 8 Optimization scheme and its effect diagram
如圖8所示,三種優化方案及其結果:① 加大澆口無法改善疏松問題,反而增大鑄件熱節,導致薄厚不均,引發裂紋問題;② 側面增設2個小澆口補縮,由于所在部位為薄壁處,未能有效補縮下方凸臺,反而在薄壁處引發疏松問題,補焊后難以打磨成型而報廢;③ 去除下側澆口,改側面一個澆口,能夠改善鑄件該部位80%左右的收縮問題,其余需輕微補焊保證質量,考慮成本經濟性,協商放過,通過挖補修復。通過以上工藝的分析以及澆注結果,方案③可使鑄件獲得較好的冶金質量和綜合力學性能,鑄件成品率較高。綜合考慮工時成本,選用此方案批量生產。澆注系統圖如圖9所示:
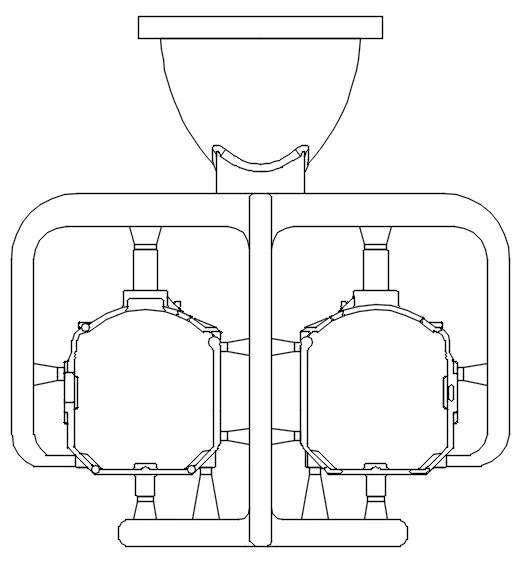
圖9 最終澆注系統示意圖Fig. 9 Schematic diagram of the final gating system
(5)變形問題改進措施
綜合工藝優化和工段控制后,鑄件仍存在變形問題(見圖10),圖中橫向垂直距離尺寸(2)>(1)>(4)>(3),因澆道設置及鑄件結構所致,考慮交貨期限及材料工時成本要求[10],采用冷矯形的方式后期矯正尺寸,矯形在鑄件熱處理狀態下進行,特制矯形塊,避免震擊擠壓易形成微裂紋部位,矯形后去應力,重復熒光X光檢驗,百分之百檢驗鑄件輪廓尺寸。
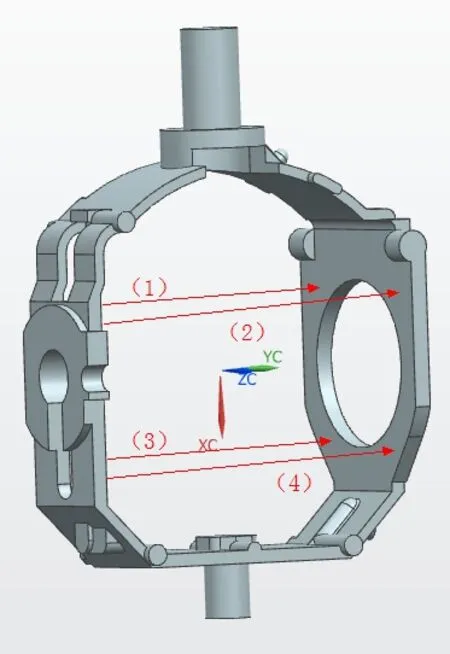
圖10 輪廓尺寸檢測部位Fig.10 Contours size detection site
3 結論
采用本文優化工藝控制生產的ZG1Cr17Ni3不銹鋼小內環鑄件,經過熒光檢驗、X光探傷、尺寸檢驗、硬度檢驗,鑄件達到了技術條件的要求,具體結論如下:
1)采用復合澆注系統,小澆口多排布,蠟模控制變形,涂料調整或降低料漿粘度提高面層質量消除氣泡,避免出現鋼豆,冶煉快澆等手段保證鑄件質量。
2)采用鑄件熱處理狀態下冷矯形的方式保證最終的鑄件尺寸,部分矯形后出現裂紋問題,有待改善。
3)通過改進鑄造工藝,選擇合適的模殼溫度和澆注溫度,消除了大部分疏松和熱裂缺陷,得到質量合格、性能優良的鑄件。
參考文獻
[1] 衣春雷. 熔模鑄造薄壁鑄件工藝優化的實驗及數值模擬研究 [D]. 青島: 青島理工大學, 2012.YI Chun-lei. Casting experiment and numerical simulation of Thin-walled Casting Process Optimization of [D]. Qingdao:Qingdao Technological University, 2012.
[2] 周李明, 王峰, 王東, 等. 工藝參數對蠟模成形性能的影響 [J]. 特種鑄造及有色合金,2017, 37(2): 173-175.ZHOU Li-ming, WANG Feng, WANG Dong, et al. The influence of process parameters on the formability of wax mold [J].Special casting and nonferrous alloys, 2017, 37 (2): 173-175.
[3] 梁艷峰, 董晟全, 丁宏, 等. 復雜薄壁件熔模鑄造制模工藝的研究 [J]. 鑄造, 2010, 59(8): 800-802.LIANG Yan-feng, DONG Sheng-quan, DING Hong, et al. Research on investment casting process for complex thin-walled parts [J]. Casting, 2010, 59(8): 800-802.
[4] 陳超, 吳曉. 非晶合金微塑性振動輔助成形研究現狀 [J]. 新型工業化, 2018, 8(1): 49-56.CHEN Chao, Wu Xiao. Research status of amorphous alloys in micro plastic vibration assisted forming [J]. The Journal of New Industrialization, 2018, 8(1): 49-56.
[5] 陳冰. 精密鑄造常用粘結劑(三) 第三章 硅溶膠粘結劑 [J]. 現代鑄造, 1982(4): 47-53, 67.CHEN Bing. Precision casting commonly used binder (three) third chapter silica sol binder [J]. Modern casting, 1982 (4): 47-53, 67.
[6] 孫殿君. 真空冶金裝置(四)—真空感應爐 [J].真空科學與技術, 1985(1): 69-80, 36.SUN Dian-jun. Vacuum metallurgy plant (four)—vacuum induction furnace [J]. Vacuum Science and technology, 1985 (1):69-80, 36.
[7] 尹志廣. 熔模精鑄件變形的預防及矯正 [J]. 金屬加工(熱加工), 2014(15): 33-34.YIN Zhi-guang. Prevention and correction of deformation of investment casting [J]. Metal processing (hot working),2014(15): 33-34.
[8] 王峰, 班云峰, 徐林清. 澆注系統的設計 [J]. 現代鑄鐵, 2017, 37(2): 60-65, 79.WANG Feng, BAN Yun-feng, XU Lin-qing. Design of gating system [J]. Modern cast iron, 2017, 37 (2): 60-65, 79.
[9] 鐘潔, 李軍. 微小面積電火花加工鈦合金TC4的表面裂紋研究 [J]. 新型工業化, 2016, 6(3): 18-22.ZHONG Jie, LI Jun. Research on surface crack of micro area EDM titanium alloy TC4 [J]. The Journal of New Industrialization,2016, 6(3): 18-22.
[10] 王峰, 秦維順, 張春波, 等. 熔模鑄造熔煉車間防止金屬浪費的三點措施 [J]. 鑄造設備研究, 2007(1): 49-50.WANG Feng, QIN Wei-shun, ZHANG Chun-bo, et al. Three measures to prevent metal waste in investment casting smelter[J].Casting equipment research, 2007(1): 49-50.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03