汽車油泥模型數控加工技術分析
2018-05-14 14:49:47寧曉東張霓
工業設計 2018年5期
寧曉東 張霓
摘要:隨著人們生活水平的提高,汽車已經成為人們的主要代步工具,在此形勢下,汽車造型設計成為汽車設計中的重要部分,油泥模型不僅能夠體現出汽車車身設計思想和設計方案的具體細節,還便于汽車造型設計方案的修改和評選,在汽車設計中已經得到廣泛的應用。本文將對數控加工技術對汽車三維數學模型的要求以及刀具軌跡的生成,探究分析出數控加工技術在汽車油泥模型中的具體應用策略。
關鍵詞:油泥模型;數控加工技術
中圖分類號:TB472 文獻標識碼:A
文章編碼:1672-7053(2018)05-0135-02
在當前的設計領域中,計算機技術已經得到廣泛的應用,由于汽車設計中,傳統的車身設計方法存在著諸多不便,逐漸提出將數控技工技術應用于汽車油泥模型設計過程中,以期數控加工技術的引入能夠有效提高造型設計質量和效率,實現產品的高效開發。
1 數控加工技術對三維數學模型的要求
汽車外表面主要由三維自由曲面組成,多數為修剪曲面,所以在汽車油泥模型建立中,對其技術要求較高。在數控加工造型展示模型中,三維表面數學模型為油泥模型的基礎,設計人員在利用計算機輔助造型技術和逆向工程技術建立汽車數字模型過程中,需要滿足一定的條件要求。以下我們將以德國MORA公司中運用的三軸數控銑床為例,在其數控加工和三坐標測量的功能基礎上,分析數控加工技術對三維數學模型的要求。
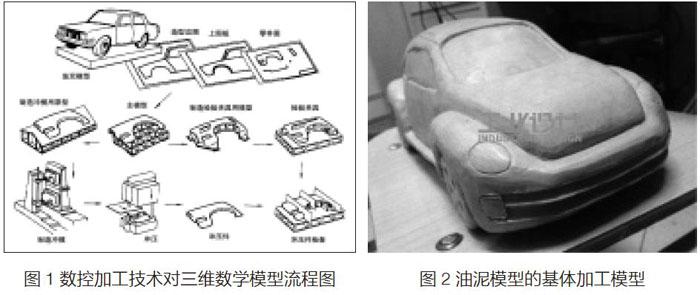
首先,在建造汽車三維數學模型過程中,一定要準確測量其表面數據,在最大程度上減少誤差,使測量數據能夠提高其應用效果,并將造型設計人員的思想反映出來。其次,要明確模型表面的邊界,在同一曲面中要具有均勻的曲率變化,而在相鄰曲面中則需要曲率變化盡量平緩化。最后,曲面間作為汽車車身外表面具有的唯一的公共邊界,曲面剪裁要具有一定的科學性,從而促進整個汽車車身外表面分塊的合理化。除此之外,汽車車身外表面的過渡面要進行自然調配,保證整個模型的光順,才能滿足數控加工技術對三維數字模型的要求(如圖1)。
2 刀具軌跡的生成
數控加工刀具軌跡的生成是加工油泥模型的關鍵步驟,在此過程中,銑削加工參數、技工方式等因素不僅是數控加工文件生成的前提基礎,而且對數控加工技術的質量和效率具有直接性的影響作用。在生成刀具軌跡的過程中,主要有德國MORA公司可移動式油泥銑削機床和UG軟件中兩種計算機輔助加工模塊,其中UG軟件中的計算機輔助加工模塊能夠生成兩軸到五軸刀具的加工程序,具有較強的刀具軌跡生成功能,但是其對三維表面數學模型的要求十分嚴格,在參數設置上也比較復雜,而且在轉換機床數據的過程中存在著一些技術性的缺陷,因此一般不考慮此計算機輔助加工模塊。德國MORA公司的可移動式油泥銑削機床中,其自帶的計算機輔助加工模塊具有三軸刀具和五軸刀具的兩種加工程序,而且其生成的刀具軌跡經過相關檢測確認無誤之后能夠直接用于后續的加工操作中,其在加工過程中具有良好的應用效果,因此,本次研究將采用德國MORA公司可移動式油泥銑削機床自帶的計算機輔助加工模塊完成刀具軌跡的生成。在此過程中,還需考慮以下幾個方面的問題。
2.1 檢查表面
為了保證刀位點銑削加工軌跡的正常,在生成刀具軌跡之前,要對汽車外表面的曲面進行全面詳細的檢查,檢查曲面的方向是否一致,曲面之間接合的間隙是否在加工容差之內以及曲面片之間的邊界是否唯一等方面,確認無誤后才能進行刀具軌跡的生成工作。
2.2 選擇走刀方式
眾所周知,汽車外表面為自由曲面,其中大多數曲面為修剪面,其相鄰的曲面之前都是通過過渡面連接在一起的,因此在進行刀具軌跡生成過程中,走刀方式的選擇十分重要,等參數走刀方法在汽車外表面很難取得良好的效果,為了提高刀具軌跡的生成質量,采用多曲面等間距加工方法具有一定的可行性。
2.3 選擇刀具
在自由曲面的數控機床加工過程中,通常會采用球頭銑刀進行加工,在此過程中,針對不同的加工目的和實際情況,分別使用不同直徑的球刀,主要有3mm、10mm和20mm三種尺寸。首先,在對自由曲面機體加工和粗加工過程中,使用直徑較大的球刀,以便于快速除掉多余的材料;在精加工過程中,通常會參考自由曲面的表面曲率半徑,選擇半徑小于或者等于所要加工曲面曲率半徑的球刀,從而保證加工出來的模型能夠將數學模型形狀充分的體現出來。除此之外,在刀具痕跡生成過程中,要采用科學合理的走刀速度和吃刀深度,促進另加工面的光滑和均勻。
3 數據加工技術在汽車油泥模型的具體應用
在油泥模型的加工過程中,主要有基體加工、粗加工和精加工三部分,在不同階段,油泥模型的加工特點也有所不同,而數控加工技術在汽車油泥模型中的應用措施也有所不同,以下,我們將根據油泥的特點,對不同加工階段的數控加工技術進行分析。3.1油泥模型的基體加工
油泥模型的基體加工主要是指木質骨架上粘貼泡沫塑料的加工,通常情況下,外表面的數學模型比木制框架的外廓尺寸稍大,約100mm左右,將泡沫材料粘貼在木質框架上,首先要將泡沫材料充滿木制骨架的外表上,保證泡沫與木質骨架結構之間以及泡沬和泡沫之間要粘貼的可靠性。然后,在泡沫材料粘貼完成后,停放24小時之后再進行后續的加工,以保證泡沫材料的粘貼效果。在泡沫材料的粘貼過程中,由于泡沫本身的形狀特點,其粘貼厚度會出現不均勻的現象,針對此情況,可以采用手鋸修正其表面,P斜卓多余的部分。在基體加工軌跡過程中,主要具有兩個步驟,一是將加工余星設直為0mm,_是將加工余星設直為-30mm,然后除掉多余的泡沫材料,為糊油泥留出一定的空間。以上準備工作完成之后,接下來可以進行加工。首先使用螺栓將木質骨架固定在加工支架上,使模型的擺放盡量保持水平,并保證其中心線與機床的X軸處于平行狀態,然后對加工坐標系進行明確,合理設置刀長和基準點,最后通過機床自身具有的相關功能來完成刀具軌跡的生成,并同時進行銑削(如圖2)。
3.2 油泥模型的粗加工
完成油泥模型的基體加工之后,下一步是進行粗加工的準備工作,此過程主要包括糊油泥、刀具軌跡生成以及具體加工三個階段。首先,在進行糊油泥之前,先打掃干凈木質框架上的泡沫材料碎屑,避免影響到油泥的粘貼效果;然后在泡沫基體表面扎上長度約60mm的長鐵釘,并使泡沫表面與長鐵釘頂端相隔35mm,作為厚度參照;最后再在泡沫基體上進行糊油泥操作,在此過程中,要保證油泥厚度與長鐵釘頂端距離一致,均勻涂抹并不覆蓋長鐵釘,糊完油泥之后將所有長鐵釘取出并將鐵釘孔進行修補。接下來進行刀具軌跡生成,在此過程中要保證其加工余量為5mm。完成刀具軌跡生成之后,可以進行加工操作,加工所用的基準點和坐標系要與基體加工時的基準點和坐標系保持一致,如果更換新的刀具,要進行重新定義刀長。
3.3 油泥模型的精加工
在油泥模型的精加工過程中,為了保證尺寸的精確化,一定要對相關的加工參數進行仔細確定。對三維數字模型的外表面曲率半徑進行準確測量,然后根據其數值選擇使用的刀具尺寸,在進行模型加工過程中,根據實際情況使用3mm或10mm的球刀,加工結束之后,造型設計人員要對加工效果進行評估調整。
4 數控加工技術在汽車油泥模型中的應用效果
在加工軌跡生成工作中主要采用德國MORA公司的可移動式油泥銑削機床機床自帶的計算機輔助加工模塊,而在工作過程中則通過ALIAS軟件來完成外表面數學模型的生成,因此,兩者之間需要進行數據轉換和傳遞。針對此情況,使用IGES來進行數據轉換和傳遞,具有良好的效果。根據汽車外表面數學模型,加工出其具體比例為1 :1的前保險杠以及比例為1 :5的整體車形油泥模型,具有很好的參考效果。在此過程中,通過一些其他項目的加工操作,數控加工技術在汽車油泥模型中的應用已經形成一系列有效的方法和步驟。
5 結語
綜上所述,為了提高汽車造型設計水平,在造型設計中應用數控加工技術具有一定的可行性,其主要是利用三維數學模型來加工出汽車的油泥模型。在數控加工技術的應用中,設計人員主要是利用計算機輔助造型技術和逆向工程技術來將汽車造型設計方案生成三維數學模型,根據數學模型的效果再對汽車油泥模型進行評估和修改,從而有效提高汽車油泥模型的設計效果和水平。
參考文獻
[1]王仁廣,張伯俊,楊方群,王懷國.利用專用數控機床加工汽車油泥模型[J].中國汽車工程學會學術年會,2003.
[2] 王仁廣,張明君.轎車全比例油泥模型的數控機床加工技術[J].2005中國汽車工程學會制造年會,2007.
[3] 王仁廣,張伯俊,楊方群,王懷國,張明君.轎車全比例油泥模型的數控機床加工技術[J].中國汽車工程學會制造年會,2005.
[4] 楊文鑌.五軸加工中心加工汽車油泥模型的方法與工藝[J].重慶汽車新技術應用與發展國際論壇,2008.
[5] 鐘偉民,雷邦成,郭上清.基于TARUS銑床的汽車外飾油泥模型加工方法與工藝[J].低碳世界,2015(13) : 322-323.
[6] 嚴增新,周波.等比例汽車油泥模型CNC銑削成型研究[J].世界華人工業設計論壇,2007.
[7] 阮超峰,王亞平.一種基于測量機改裝的五軸數控汽車模型加工方法[J].模具工程,2011(7) : 71-73.
[8] 嚴增新.汽車造型中數字化設計與手工藝術融合的探究[J].設計,2013 (2) : 16-17.
[9] 牙侯黨,雷邦成,鄧良勇.汽車門內板儲物空間油泥模型加工制作方法[J].企業科技與發展,2016(3) : 51-53.
[10]李博宇,李貴生.汽車油泥輕制作技術分析[J].企業文化旬刊,2017(10).
[11] 陳思慶.油泥模型數控加工方法[J].汽車制造業,2012 (17) : 66-67.
[12] 梁旭,范晶波.關于對汽車油泥模型制作技術的思考[J].科技經濟導刊,2017⑶.
[13]? 李貴生,李傅宇.視錯覺在汽車油泥模型中的應用分析[J].經濟導刊,2017 (27).
[14] 錢鋒,劉埕呈.淺析汽車油泥模型的制作過程[J].工程技術:全文版,2016 (9) : 00314-00314.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
汽車與安全(2019年9期)2019-11-22 09:48:03
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
光學精密工程(2016年6期)2016-11-07 09:07:19
作文大王·低年級(2016年4期)2016-04-18 00:24:37
核科學與工程(2015年4期)2015-09-26 11:59:03
決策探索(2014年21期)2014-11-25 12:29:50
中學數學雜志(初中版)(2006年1期)2006-12-29 00:00:00