高耐蝕性環保涂層板的開發生產實踐
2018-05-11 09:30:20胡華東
山東冶金 2018年2期
關鍵詞:工藝
胡華東
1 前言
在潮濕環境中,鍍鋅的鋼鐵件產品儲存時易腐蝕,產生白色腐蝕產物(又稱白銹),從而影響外觀質量,嚴重情況下還會影響鋅層的耐蝕性能。為此,鍍鋅板廠家通過適當的表面處理,改善鍍鋅層表面性能,延長產品壽命[1]。熱鍍鋅鈍化是發生在鍍層和鈍化液界面上的多相化學反應過程,反應較為復雜,并且隨著鈍化液成分、濃度的不同和工藝條件的改變,反應歷程各異[2]。
高耐蝕性熱鍍鋅環保涂層板作為高附加值產品,體現了企業鍍鋅工藝、表面控制技術和后處理工藝控制的最高水平,廣泛用于制作中央空調、制冷設備等高端家電產品。因此,鋼廠必須保證制成家電產品后鋼板的性能和外觀不僅能夠滿足家電行業制造工藝要求,還要滿足消費者日益提高的審美外觀需求和環保需求(歐盟RoHS指令)。
山鋼集團日照公司接受了客戶關于開發高耐蝕性環保鈍化產品的任務,客戶對鋼板耐蝕性提出了極為苛刻的要求,其耐蝕性檢測方法是:鹽霧、干燥、濕熱共8 h為一個循環周期進行試驗,試驗周期為40個循環,過程中在24、40周期時對表面、端面和交叉口部位進行觀察,記錄并拍照其腐蝕狀況。合格標準:表面及切口部位無紅銹產生,端面可有紅銹產生但不能延伸到表面。經過一系列實驗室試驗、技術準備和試生產后,產品通過了客戶的質量認證,目前已進入穩定批量生產、供貨階段。
2 產品開發生產
產品開發生產工藝流程:鐵水脫硫→轉爐冶煉→真空處理或吹氬→連鑄→板坯檢查及清理→板坯加熱→熱連軋→層流冷卻→卷取→酸洗連軋→熱鍍鋅→光整→鈍化液涂敷→檢查→包裝。
2.1 光整工藝參數設計
光整工藝的設計原則是在確保基板力學性能的前提下,使帶鋼表面獲得滿足耐腐蝕性能和導電性能雙重要求的粗糙度。帶鋼表面粗糙度控制受光整機工作輥表面粗糙度、軋制速度和軋制力等影響。其中,工作輥表面粗糙度的影響最為顯著。表面粗糙度較大,涂膜不能完全覆蓋;表面粗糙度較小,較薄涂膜即可完全覆蓋。
2.1.1 鋼板表面粗糙度分析
在帶鋼表面粗糙度較大的凸峰處會造成皮膜偏薄,甚至鋅層外露;粗糙度較小的凹坑處會造成高耐蝕性環保涂層鋼板皮膜偏厚。采用掃描電鏡和電子探針對粗糙度較大的凸峰處和粗糙度較小的凹坑處的Si含量進行觀察與測試(見圖1和表1)。從表1中Si含量測定值可知,粗糙度較大會造成高耐蝕性環保涂層鋼板皮膜厚度不均勻,不同區域Si含量差別較大,個別區域甚至檢測不到Si(區域3),說明在粗糙度過大的個別微細部位未涂上高耐蝕性環保涂層鋼板皮膜,留下了易腐蝕源點。

圖1 鋼板表面粗糙度掃描電鏡形貌
2.1.2 粗糙度對膜重及耐蝕性的影響
試驗樣不同表面粗糙度對應的高耐蝕性環保涂層鋼板膜重見表2,鹽霧試驗結果見圖2。鹽霧試驗結果表明,表面粗糙度增加,皮膜的耐腐蝕性能下降;增加皮膜厚度可以提高其耐腐蝕性。兼顧皮膜的耐蝕性和導電性,帶鋼表面粗糙度應控制在0.5~1.0 μm范圍內。
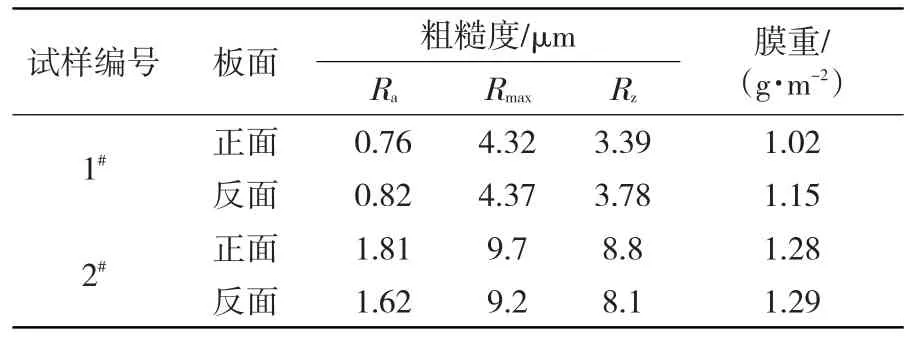
表2 試樣表面粗糙度與膜重的關系
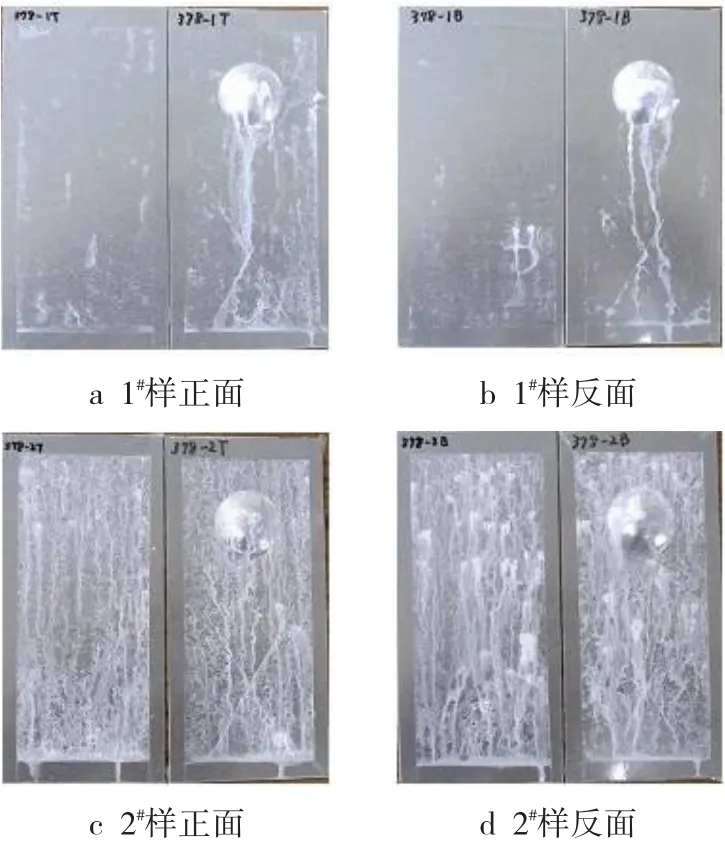
圖2 不同粗糙度試樣鹽霧腐蝕(96 h)后形貌
2.1.3 光整工藝對粗糙度的影響
光整壓力、光整輥粗糙度對帶鋼板面粗糙度的影響見表3(光整控制模式為恒軋制力,光整工作輥粗糙度Ra為2.0 μm)。
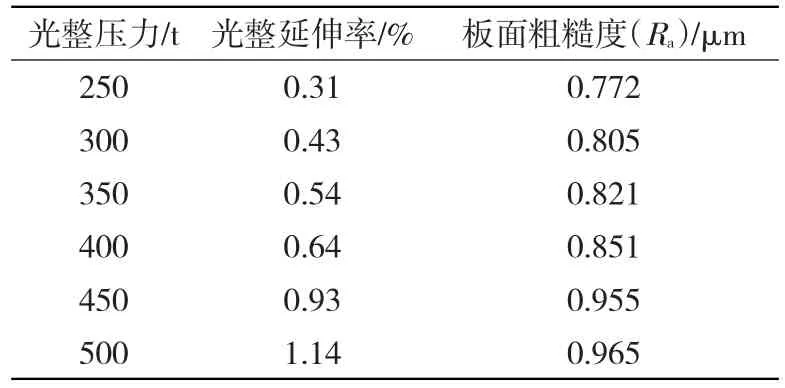
表3 光整工藝參數
2.1.4 光整工藝參數設計
根據生產試驗和鹽霧試驗測試結果,光整工藝參數設定見表4。

表4 設定的光整工藝參數
光整壓力過大,會造成力學性能指標變差,還會造成鋅層擠壓破壞,使耐腐蝕性能變差。帶鋼表面粗糙度是指帶鋼表面具有較小間距的波峰與波谷所組成的微觀幾何形狀特性,它是由特定形貌的軋輥在軋制過程中復印到帶鋼表面而形成。帶鋼表面粗糙度有多種描述,常用于冷軋鍍鋅產品帶鋼表面粗糙度定義的是Ra值和RPc值。Ra值是取樣長度內輪廓偏距絕對值的算術平均值,RPc值是表征微觀不平度間距特性的參數標準峰個數。熱鍍鋅板Ra、RPc值控制要求見表5。
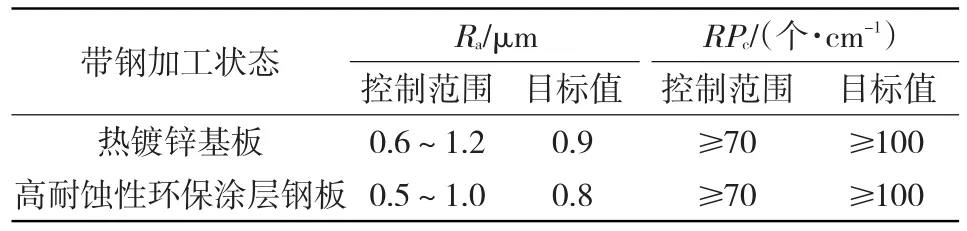
表5 熱鍍鋅板粗糙度控制要求
2.2 涂敷工藝設計
高耐蝕性環保涂層鋼板涂敷設備包括輥涂機、烘干爐和冷卻風箱等主體設備,輥涂機和烘干爐工藝參數設計對高耐蝕性環保涂層鋼板皮膜厚度及性能也有重要影響。
粘料輥速度直接影響鈍化處理液被帶到涂敷輥上的數量,涂敷輥速度又直接影響涂敷在帶鋼表面的鈍化處理液的數量。因此,要合理控制粘料輥、涂敷輥速度及其與帶鋼運行速度的比值。一般來說,粘料輥的速度要低于帶鋼運行速度,涂敷輥的速度要高于帶鋼運行速度,涂敷輥與粘料輥的速度比為1.5~2.0。粘料輥與涂敷輥之間的接觸壓力影響高耐蝕性環保涂層鋼板膜重及其均勻性。通過生產試驗得出的粘料輥與涂敷輥間的壓力與鈍化膜厚度的對應關系見圖3。由圖3可知,輥間壓力與鈍化膜厚度成反比關系,設計的輥涂工藝參數見表6。
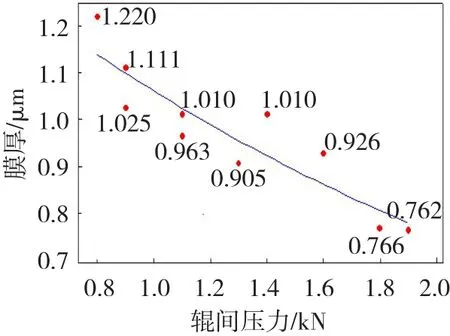
圖3 粘料輥與涂敷輥間的壓力與膜重的關系

表6 設計的輥涂工藝參數
輥涂機輥系技術參數見表7。采用設計的輥涂工藝參數得到的高耐蝕性環保涂層鋼板膜重控制情況見圖4,高耐蝕性環保涂層鋼板膜重能夠控制在800~1 500 mg/m2之內。
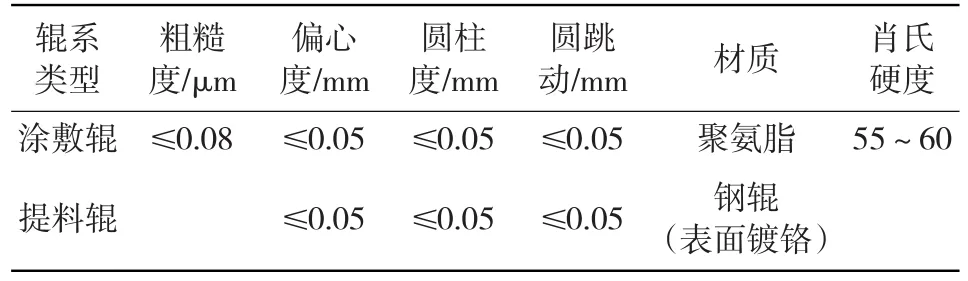
表7 輥涂機輥系技術參數
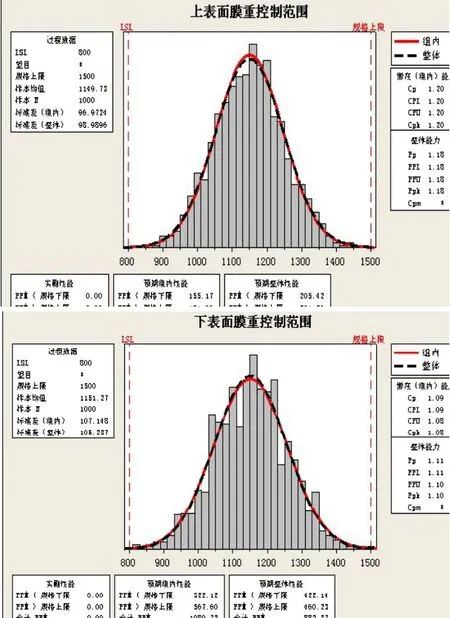
圖4 高耐蝕性環保涂層鋼板上下表面膜重波動曲線
2.3 烘干溫度設計
熱鍍鋅板經鈍化液輥涂處理后,通常采用加熱干燥的方法成膜。皮膜的成膜過程分為4個階段:成膜階段Ⅰ,濕膜涂敷,有效成分均勻地分散在水介質中;階段Ⅱ,濕膜中非結合水的揮發;階段Ⅲ,樹脂乳膠微粒表面分散劑的脫離→各微粒間的融合;階段Ⅳ,理想的成膜狀態,結合水/分散劑完全脫離、微粒完全融合。理想的烘干溫度是成膜達到了IV階段的狀態。根據試驗驗證,為了確保皮膜成膜過程達到階段IV的理想狀態,最低烘干溫度(PMT)≥80℃。實際生產中,烘干爐多分為兩個區,爐內采用直燃式熱風循環,使鋼板能在短時間內(12~20 s)達到所需的烘干溫度,以獲得充分固化的有機薄膜層。由于烘干爐長度相對較短,皮膜經烘干爐干燥后仍處于半干硬或僅是表面干燥的狀態,還具有一定的黏性,極易發生皮膜與鋼輥粘結破壞皮膜,使皮膜性能變差。因此,生產過程中不僅要確保高耐蝕性環保涂層鋼板經過烘干爐的板溫達到80℃以上,還要對熱鍍鋅機組的生產速度進行限制。烘干溫度設計見表8。

表8 熱鍍鋅板輥涂處理后烘干溫度設計
3 產品耐蝕性分析
對膜重在800~1 500 mg/m2范圍內的鋼卷取樣,鋼卷膜重分別為 850 mg/m2(A)、1 150 mg/m2(B)、1 450 mg/m2(C),對3種膜重鋼卷取樣進行耐蝕性檢測。每個膜重取6塊試樣,試樣規格為75 mm×150 mm。按照標準要求進行檢測,并分別對48 h、96 h、144 h、192 h、240 h、288 h、336 h時間腐蝕后試樣進行觀察,均滿足“表面及切口部位無紅銹產生,端面可有紅銹產生但不能延伸到表面”的合格標準要求(見表9)。試驗時間內沒有發現全面點狀紅銹及全面明顯紅銹的腐蝕情況。

表9 開發產品不同腐蝕時間的腐蝕狀態
4 結語
通過合理的光整、涂敷、烘干工藝設計和過程控制,成功開發了能夠滿足“鹽霧、干燥、濕熱共8 h×40個循環,表面及切口部位無紅銹產生,端面可有紅銹產生但不能延伸到表面”技術要求的高耐蝕性環保涂層板,鋼板具有良好的成膜性能和耐蝕性能,生產過程順行,產品質量穩定。產品可應用于中央空調、制冷設備等高端家電產品,已實現穩定批量供貨。
參考文獻:
[1] 龐濤,周克飛,胡華東,等.鍍鋅板鈍化膜層分析技術研究進展[J].武鋼技術,2015,53(4):59-62.
[2] 瞿祖貴,劉俊文,徐小曼,等.高耐蝕性熱鍍鋅板的鈍化處理工藝探討[J].軋鋼,2002,19(3):19-22.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52