AP1000項目核電穩壓器重型支撐制造工藝研究
2018-05-07 05:40:34徐文鏡
機電工程技術 2018年3期
關鍵詞:焊縫
王 偉,陳 洪,徐文鏡
(1.中國東方電氣集團東方鍋爐股份有限公司,四川自貢 643000;2.中廣核工程有限公司,廣東深圳 518000)
1 穩壓器支撐結構介紹
AP1000項目穩壓器支撐包括上部支撐和下部支撐兩大部分,主要功能是穩壓器在核島內的安裝、定位,保障穩壓器穩定,對設備的安全、穩定運行起到固定和支撐作用,其位置和基本結構如圖1所示。
總之,英語學習過程中詞匯對于學生的英語整體學習具有較大的影響,詞匯是英語學習中的基礎。如今,社會對人才的要求越來越高,人才要想提升自身的核心競爭力就需要從學習的基礎入手,英語的學習中努力探索詞匯積累的方法,使學生能夠利用最佳的策略來提高英語的學習效果,最終提高英語的學習能力。
因中國哲學是儒教、漢學,可以想象其所受到的重視而被設立為科目,實際上已有漢文學的科目,佛教則被稱為“印度哲學”[注]為何不用“佛教哲學”一詞,而稱“印度哲學”?宇井伯壽說明其理由:“當時認為,若用‘佛教哲學’,則在與基督教的關系上有困難,于是,由于佛教為起源于印度的哲學,而最后‘印度哲學’一詞被發明。因此在當時,‘印度哲學’一詞實即指佛教哲學,而后來其成為講座的名稱。”(宇井伯壽:《インド哲學から佛教へ》,東京:巖波書店,1976年,第500頁。) ,這至今并無在大學教育的相關爭議中成為議題。由此而言,加藤扮演了關鍵角色。
上部支撐外徑為3 492 mm,總重約為6 256 kg。由兩個半環梁主體,8個護架,8個吊耳組件,8個帶球軸承吊耳,連接用螺栓螺母以及環形支撐中間的若干調整墊組成,其主要部件材料為A588Gr.B。其中半環梁成形后,內、外徑為公差±0.5 mm,內外表面輪廓度1.5 mm;環梁表面平面度0.13 mm;8個護架豎板相對端板基準面的傾斜度0.8 mm。上部支撐主要承擔水平方向的載荷,并吸收水平和豎直方向的位移。
下部支撐由8個剛性支撐桿、下部焊接座、4個支腿主體組成。其中4個支腿主體由長度4 m工字梁裝焊而成。組件成型后要求直線度≤3 mm。主要材質為A588Gr.B,其主要承擔豎直方向所有載荷,吸收水平方向的位移。
圖1 AP1000核電穩壓器支撐示意圖
2 穩壓器支撐制造工藝流程
上部支撐主要制造工藝流程如下:板材備料→環梁主體裝焊→一次熱處理→一次加工→裝焊8個護架→二次熱處理→二次加工→裝焊端板、吊耳→最終熱處理→最終加工→裝焊內圈附件→裝球軸承、緊固件→噴砂、油漆。圖2為上部支撐結構示意圖。
圖2 AP1000穩壓器上部支撐示意圖
下部支撐主要制造工藝流程為:板材備料→支腿工字梁裝焊→一次熱處理→一次加工→支腿主體裝焊→二次熱處理→最終加工→裝焊附件→裝剛性支撐桿組件→噴砂、油漆。其結構示意圖見圖3。
圖3 AP1000穩壓器下部支撐示意圖
3 制造工藝難點
穩壓器上部支撐的結構相相較于下部支撐復雜得多,特別是大量的焊縫連接和裝配,特別是環梁的裝配和焊接是整個制造過程中的重點和難點。
“中國風”歌曲善于以修辭的運用,尤其是“用典”手法的使用來堆砌“中國式”的骨肉鮮活的歌謠。但在使用的程度上態度有所不同,主觀依賴修辭的一類“中國風”歌曲走向或素雅或華美,節制使用修辭的則走向或瘦削或清虛。
(4)環梁與護架焊縫凸臺預堆焊及裝配控制
環梁部件中全焊透T型接頭包括:底、頂環與內、外環焊縫,護架豎板與環梁外環機加面焊縫,環梁箱體與環梁端蓋焊縫。這些T型接頭焊縫均需焊透并進行100%超聲檢查。對于一般T型接頭的焊縫可以采用背面清根的方法實現焊透,但環梁這三處焊縫背面均為封閉結構,無法采用清根方法保證焊透和根部焊接質量。經過工藝試驗,試圖單純利用氬弧焊實現單面焊雙面成形,但其根部的成形質量無法得到保證,根部有大量未熔合缺陷存在,無法滿足焊透的要求。那么如何保證此類焊縫能夠焊透并檢查合格成為生產制造難點,從坡口設計入手,找到了一種可以解決這種背面封閉型T型接頭背面成形的方法。對這種T型接頭設計了對接凸臺的坡口形式,并采用氬弧焊單面焊雙面成形方法保證根部成形,焊縫質量達到相關要求。設計的坡口型式如圖4所示。

圖4 環梁T型接頭坡口示意圖
6)按照對稱焊的方法完成焊縫1、2的氣保焊填充;
2012、2013、2014和2015年11月1~30日溫室內的氣象數據如圖5a~c所示,溫室內各年日總輻射、平均溫度和平均相對濕度均表現出一定的差異,其中,2012、2013、2014年11月日總輻射均值分別為5.54、6.07和4.29 MJ/m2/d,相比2015年分別增大了132.93%、155.22%和80.23%;日平均溫度分別為15、17.41和16.05 ℃,比2015年分別增加了11.06%、29.53%和19.42%;日平均相對濕度分別為84.09%、85.77%和80.92%,相比2015年分別減小了11.17%、9.4%和14.52%。
我躺下來了,她忽然手一撐,騎到我身上,她親我的額頭、眉毛、嘴唇、脖子,然后一路向下……她的頭發散垂下來,掩住她的臉,發絲觸摸著我,撩撥著我,讓我酥麻,讓我顫栗……
由于環梁采用圖4中所示焊接坡口形式,其中止口對接間隙3~4 mm,錯邊量≤1.5 mm,對于直徑約3.5 m的圓環,這給裝配帶來了極大的難度,裝配質量的好壞直接影響后續焊接根部的成形質量。為此,采取以下工藝措施保證環梁坡口對接。
1)環梁組件備料時對公差進行過程控制,凸臺尺寸根據內外環坡口實際加工直徑配車。
8個護架組件將與環梁周向8個位置進行裝焊,由于環梁外徑較大(3 492.6 mm),每個護架與環梁配合傾斜角度也不同,若采用在環梁上加工凸臺,不僅工作量大,且很難保證環梁上凸臺與護架的對接傾斜度。因此采用在環梁上的護架裝焊位置預堆焊凸臺,通過精確配磨的方法實現護架組件與環梁的對接。
打底焊道和過渡焊道采用氬弧焊打底加焊條電弧焊,考慮到氣體保護焊更小的焊接線能量,采用藥芯焊絲活性氣體保護焊填充及蓋面,典型的焊接參數如表1。將焊接打底和過渡同時進行,并采用合理的焊接順序。
(3)焊接方法及工藝參數選用
在裝配過程中,首先利用星型支撐輔助液壓千斤頂進行錯邊量調節,錯邊量保證后,利用環內外放置多個千斤頂撐開3 mm間隙。對接合格后,為防止焊前預熱,氬弧焊打底造成局部間隙收縮變形,影響整體焊接,在環縫焊道內,周向均布點焊圓鋼墊固定間隙與錯邊量。最后,裝點完成后止口間隙均勻:3~4 mm,錯變量≤1 mm,很好地保證了后續焊接質量。
在制造時暫將兩個半環作為一個整環來進行制造,在各環板預留一定的加工余量,并將環梁上、下板,內、外環同時進行焊接,熱處理后再拆分為兩半環。這樣利用了組件自身束縛力,更好的控制焊接變形。
表1 環梁四條主焊縫焊接工藝參數
1)兩名或四名焊工底板焊縫(焊縫1、焊縫2)同時在環梁周向方向對稱對點同時打底、過渡施焊,按對稱、對點焊接,如圖5所示,環梁周向分為8個對稱焊區域;
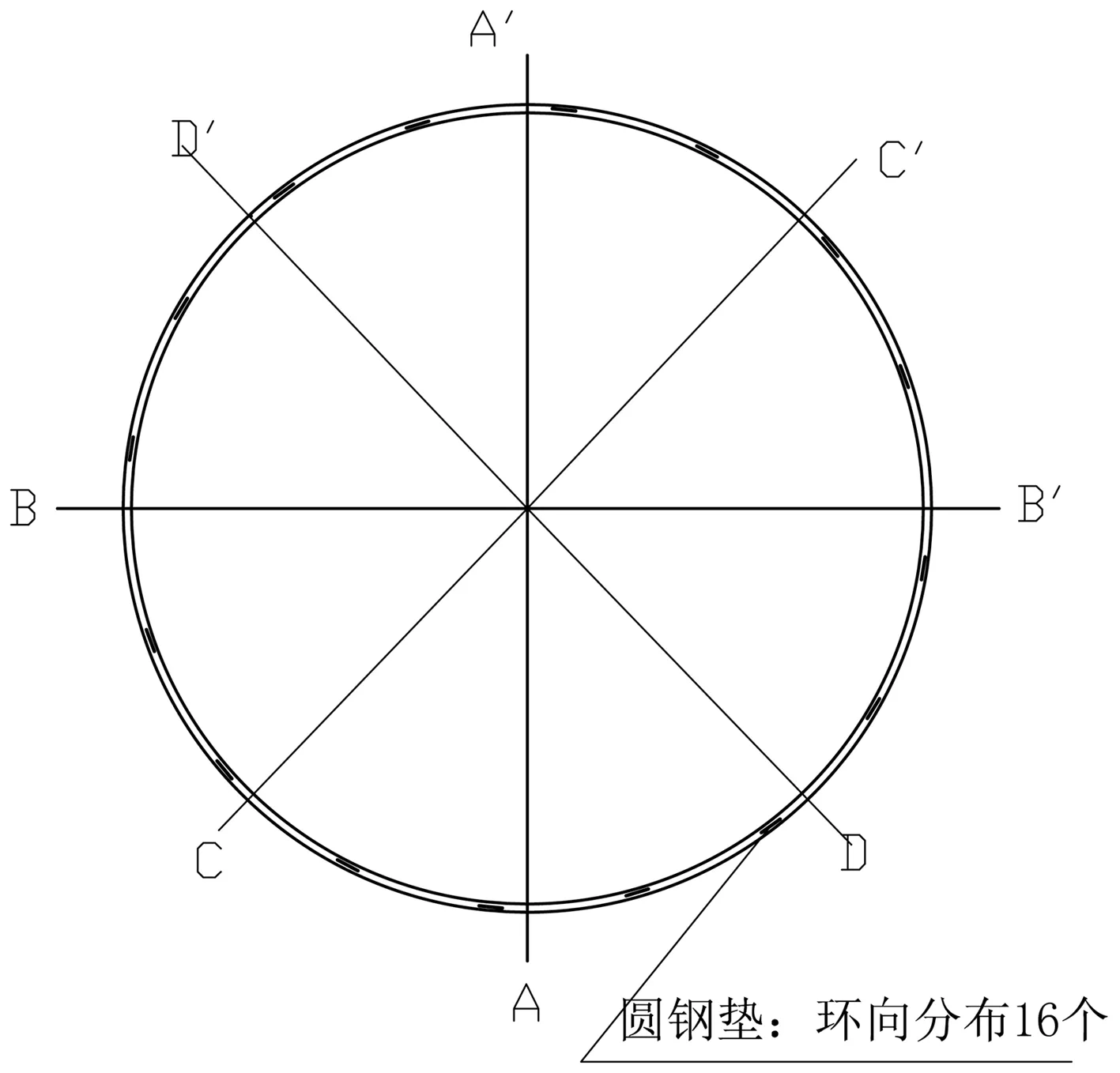
圖5 環梁周向8個對稱焊區域
2)環梁翻身,按同樣順序完成焊縫3和4的打底和過渡;
3)拆除焊縫3和焊縫4的定位圓鋼后完成剩余圓鋼間隙部分的打底和過渡;
根據水庫權屬、規模、功能、供水關系等情況,推行縣級集中管理、鄉鎮區域化集中管理、產權單位自主管理、經營主體包干管理四種水庫安全運行管理模式。同時加快推進水庫工程管養分離,積極推廣 “以大帶小”“小小聯合”,提升集約化、專業化、物業化管理水平。
4)按照對稱焊的方法完成焊縫3、4的氣保焊填充;
5)環梁2次翻身后拆除焊縫1、2的定位圓鋼按對稱焊原則完成間隙部分的打底和過渡;
(2)環梁的整體裝焊
7)以此類推,每填充三層后環梁翻身直到焊縫焊妥。
(1)環梁的全焊透T型接頭焊縫坡口的設計
2)合理安排內、外環,底、頂環的裝配順序。在焊道中間加圓鋼墊固定間隙與錯邊量,設計環板專用星型支撐,保證裝配質量。
4 結束語
AP1000核電穩壓器重型支撐首次國產化制造過程中,遇到的一些困難和問題,經過廠家工藝人員的摸索和試驗,取得了一些經驗措施,對于后續項目支撐產品的制造具有較好的指導作用,同時也對后期我國自主開發CAP1400、華龍1號我國第三代核電類似產品的制造提供了一定的技術儲備和借鑒作用。
參考文獻:
[1]機械工程手冊編輯委員會.機械工程手冊第9篇第4章[M].北京:機械工業出版社,1978.
[2] Interpretive Report of pressure Vesearch Section 3-Fabri?cation and Environmental Considerations-A.P [J].Bank WRC Bulletin,1971(158).
[3] ASME Boiler and Pressure Vessel Code.Section III,Rules for Construction of Nuclear Power Plant Compo?nents[Z].1971.
[4]雷玉成,于治水.焊接成形技術[M].北京:化學工業出版社,2004.
當企業深深理解了微信公眾平臺背后的各種價值,然后結合消費者的需求來確定通過微信提供怎樣的服務,幾乎每一個企業或有影響力的個人都通過開通自己的微信公眾賬號來吸引粉絲,并利用粉絲的力量來進一步提升品牌的影響力,因此,怎樣運營微信公眾平臺就成了運營者需要重點思考和解決的問題。
消費者信心指數(CCI):是反映消費者信心強弱的指標,是綜合反映并量化消費者對當前經濟形勢評價和對經濟前景、收入水平、收入預期及消費心理狀態的主觀感受,預測經濟走勢和消費趨勢的一個先行指標。該指標通過對城市消費者進行問卷調查,由國家統計局中國經濟景氣監測中心負責調查統計并發布。
[5]劉欣.CO2氣體保護焊在鍋爐鋼架結構生產中的應用[J].焊接技術,2002,31(3):61-62.
對偶句在我國古代文學作品中是極得作家青睞的,它句式整齊,讀起來朗朗上口。據筆者統計,《卜算子》中不僅對偶句數眾多,且對偶形式豐富多樣。
[6]機械工程手冊編輯委員會.機械工程手冊第42篇第5章[M].北京:機械工業出版社,1979.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
