以聚亞烷基二醇為潤(rùn)滑劑的全合成切削液性能研究
2018-05-07 08:22:21楊艷林侯學(xué)博
機(jī)械制造與自動(dòng)化 2018年2期
楊艷林,侯學(xué)博
(北京航空航天大學(xué),北京 100191)
0 引言
切削液是機(jī)械切削加工過(guò)程中非常重要的配套材料,其質(zhì)量關(guān)系到被加工件的表面質(zhì)量、生產(chǎn)效率和能耗、材料耗廢等。隨著機(jī)械制造技術(shù)的發(fā)展,尤其是隨著人們環(huán)保意識(shí)的增強(qiáng),切削液不僅要滿足切削加工的使用性能,而且應(yīng)該滿足無(wú)毒、無(wú)污染、可生物降解等新的要求。因此綠色水基切削液是現(xiàn)代切削液技術(shù)發(fā)展的一個(gè)新的特點(diǎn)和趨勢(shì)[1]。
1 聚亞烷基二醇簡(jiǎn)介
聚亞烷基二醇有幾個(gè)特性使得其用于綠色水基切削液很理想,這些特性包括水溶性、逆溶性和濁點(diǎn)[2]。聚亞烷基二醇可以合成到以任何比例溶于水,水解穩(wěn)定性也幾乎不受水的硬度的影響。當(dāng)聚亞烷基二醇水溶液的溫度上升時(shí),聚亞烷基二醇在水中的溶解度下降。當(dāng)上升到濁點(diǎn)時(shí),聚亞烷基二醇從水中析出形成渾濁的分散體。聚亞烷基二醇的高溫不溶性能大大增進(jìn)水基切削液的潤(rùn)滑性。
聚亞烷基二醇作為水基切削液的潤(rùn)滑劑,還具有如下優(yōu)點(diǎn):1) 非離子行為:由于聚亞烷基二醇為非離子,可與陰離子和陽(yáng)離子添加劑結(jié)合;2) 低活性:聚亞烷基二醇對(duì)常用金屬不會(huì)產(chǎn)生腐蝕;3) 液體殘留[3]:由于聚亞烷基二醇可以和水形成穩(wěn)定的溶液,因而殘留物是液體,需要時(shí)可以很容易地從機(jī)械中清除;4) 抗微生物侵襲[4]:當(dāng)聚亞烷基二醇生物降解時(shí),其降解速度比脂肪酸、磷酸酯和許多常用的表面活性劑要慢,這種抗生物性使加工液易于維護(hù),換油期長(zhǎng),因而廢液處理費(fèi)用低;5) 低毒[5]:聚亞烷基二醇的毒性很低。
2 以聚亞烷基二醇為潤(rùn)滑劑的水基切削液的配制
鑒于聚亞烷基二醇優(yōu)異的特點(diǎn),配制了3個(gè)以聚亞烷基二醇為潤(rùn)滑劑的綠色水基切削液樣品,其配方見(jiàn)表1。

表1 以聚亞烷基二醇為潤(rùn)滑劑的綠色水基切削液的配方
聚亞烷基二醇的作用是提供流體動(dòng)力學(xué)潤(rùn)滑性和逆溶性,磷酸酯則增加其潤(rùn)濕性和邊界潤(rùn)滑性,同時(shí)也具有極壓潤(rùn)滑性。在較為苛刻的金屬切削操作中,需要加水溶性含硫化合物以增加其極壓潤(rùn)滑性,這是配方中硫化脂肪酸的作用。石油磺酸鈉作為防銹劑保護(hù)機(jī)械及工件不受腐蝕。三乙醇胺作為偶合劑以增加潤(rùn)滑性添加劑的溶解度,同時(shí)可以調(diào)節(jié)切削液的PH值,使其維持在8.5~9.2之間。鄰苯基酚作為殺菌劑,抑制微生物的生長(zhǎng),延長(zhǎng)切削液的使用壽命。
3 以聚亞烷基二醇為潤(rùn)滑劑的全合成切削液的理化性能及評(píng)價(jià)
本文根據(jù)國(guó)標(biāo)GB/T6144—2010《合成切削液》對(duì)所配制的切削液進(jìn)行了系統(tǒng)的評(píng)價(jià),并測(cè)量了切削液樣品對(duì)高強(qiáng)度鋼45CrNiMo和鈦合金TC4的接觸角,試驗(yàn)所用稀釋液均按稀釋比10:1進(jìn)行稀釋。結(jié)果如表2所示。

表2 以PAG為潤(rùn)滑劑的全合成切削液的理化性能試驗(yàn)結(jié)果
以聚亞烷基二醇為潤(rùn)滑劑配制的3個(gè)全合成切削液樣品原液和稀釋液外觀均為無(wú)色透明的均勻液體,無(wú)分層,無(wú)沉淀;PH值為9;具有良好的抗泡性、抗腐蝕性和防銹性;其表面張力值表明這3種切削液都具有非常好的清洗能力,容易在金屬表面呈薄膜狀鋪展開(kāi)來(lái);接觸角試驗(yàn)結(jié)果表明以聚亞烷基二醇為潤(rùn)滑劑所配制的3個(gè)全合成切削液樣品稀釋液與TC4鈦合金和45CrNiMo高強(qiáng)度鋼之間的接觸角都遠(yuǎn)小于90°,說(shuō)明這3種切削液對(duì)TC4鈦合金和45CrNiMo高強(qiáng)度鋼都具有良好的潤(rùn)濕效果,容易附著在金屬表面;四球機(jī)試驗(yàn)測(cè)量水基切削液的最大無(wú)卡咬負(fù)荷PB值,試驗(yàn)結(jié)果顯示3個(gè)樣品的最大無(wú)卡咬負(fù)荷PB值都滿足GB/T6144—2010的要求(540N)。
根據(jù)國(guó)標(biāo)GB/T6144—2010對(duì)所配制的3種以聚亞烷基二醇為潤(rùn)滑劑的綠色水基切削液樣品的理化性質(zhì)進(jìn)行評(píng)價(jià),結(jié)果表明所配制的切削液在外觀、PH值、消泡性等方面都滿足國(guó)標(biāo)的要求,同時(shí)其較低的表面張力和接觸角,說(shuō)明了這3種切削液樣品都具有良好的滲透性、清洗性、潤(rùn)滑性和對(duì)金屬(TC4鈦合金和45CrNiMo高強(qiáng)度鋼)的潤(rùn)濕性,同時(shí)具有優(yōu)異的抗腐蝕性能和防銹性能。四球機(jī)試驗(yàn)通過(guò)測(cè)量3種切削液的最大無(wú)卡咬負(fù)荷PB值,顯示了這3種切削液都具有較高的油膜強(qiáng)度,即具有良好的承載能力。
4 以聚亞烷基二醇為潤(rùn)滑劑的全合成切削液加工性能驗(yàn)證
為了評(píng)價(jià)所配制的3種綠色水基切削液的切削加工性能,本切削試驗(yàn)選用的加工方法為銑削加工,工件材料分別選擇了45CrNiMo高強(qiáng)度鋼和TC4鈦合金,刀具選擇硬質(zhì)合金機(jī)夾刀具,直徑為16 mm,兩齒;使用機(jī)床為VMC0850B三坐標(biāo)立式加工中心,供液方式采用微量潤(rùn)滑技術(shù),供液量為100 mL/h;切削液為所配制的3種切削液和購(gòu)買(mǎi)的3種切削液(2種乳化液102A和709,一種全合成切削液760A)。通過(guò)測(cè)定切削力和已加工表面粗糙度2項(xiàng)切削特征值來(lái)評(píng)價(jià)切削液的切削加工性能。試驗(yàn)中切削力的測(cè)量系統(tǒng)由Kistler9257B型精密測(cè)力儀、5070A型電荷放大器和力信號(hào)采集分析軟件Dyno Ware V2.41組成。
4.1 高強(qiáng)度鋼銑削試驗(yàn)
1) 試驗(yàn)方案
試驗(yàn)采用配制的3種水基切削液和3種購(gòu)買(mǎi)的水基切削液對(duì)45CrNiMo高強(qiáng)度鋼進(jìn)行銑削加工,保持工件、刀具、切削條件、供液方法等全都在相同條件下,僅僅改變切削液,測(cè)定切削力和已加工表面粗糙度2項(xiàng)切削特征值來(lái)判定切削液的切削加工性能。表3所示為45CrNiMo高強(qiáng)度鋼切削試驗(yàn)參數(shù)。
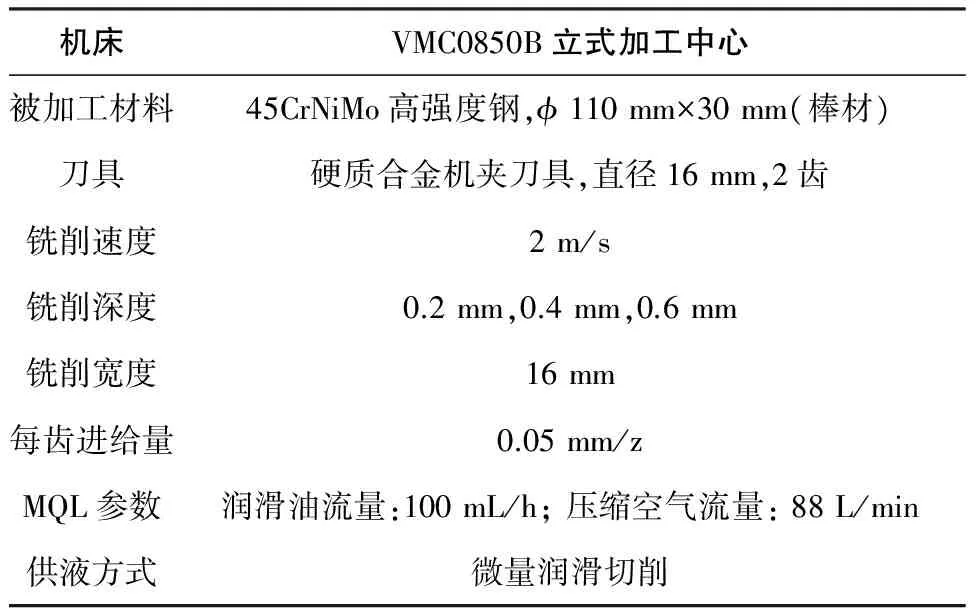
表3 45CrNiMo高強(qiáng)度鋼切削試驗(yàn)參數(shù)
2) 切削液對(duì)切削力的影響
在表3的各種試驗(yàn)參數(shù)下進(jìn)行試驗(yàn),測(cè)得切削過(guò)程中,x、y、z三個(gè)方向上的切削力隨時(shí)間的變化,根據(jù)曲線求得切削過(guò)程中的最大切削力,結(jié)果如圖1所示。從試驗(yàn)結(jié)果可以看出,隨著切深的增大,各切削液樣品對(duì)應(yīng)的切削力均顯著增大。切深為0.2mm時(shí),切削力的波動(dòng)較大,樣品PAG-2的切削力最大。切深為0.4mm和切深為0.6mm時(shí),各樣品的切削力曲線的趨勢(shì)近似,以PAG為潤(rùn)滑劑的3種切削液中,樣品PAG-1和PAG-2的切削力較小。從圖上可以看出,在以PAG為潤(rùn)滑劑的切削液中,切削力的大小隨PAG濃度的增大呈增大的趨勢(shì),濃度最小時(shí),即PAG濃度為10%時(shí),切削液的切削力最小,加工性能最好。總的來(lái)說(shuō),樣品PAG-1在切削力方面表現(xiàn)最優(yōu)。
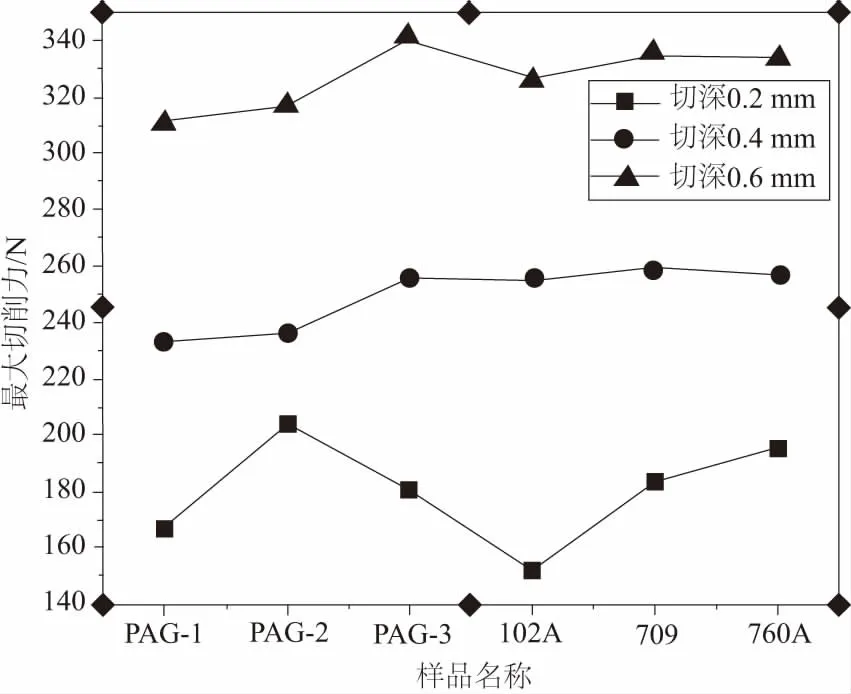
圖1 切削液樣品的最大切削力
3) 切削液對(duì)表面粗糙度的影響
工件表面粗糙度采用TR101型粗糙度儀進(jìn)行測(cè)量,測(cè)量結(jié)果如圖2所示。從圖中可以看出,隨著切深的增大,各切削液樣品所對(duì)應(yīng)的切削力均顯著增大。以PAG為潤(rùn)滑劑的切削液中,樣品PAG-1的表面粗糙度最小,表明PAG濃度為10%時(shí)可獲得最為理想的表面質(zhì)量。
綜合考慮切削液對(duì)切削力和已加工表面粗糙度的影響,可以發(fā)現(xiàn),以PAG為潤(rùn)滑劑的切削液樣品PAG-1在這兩方面的表現(xiàn)都比較優(yōu)異,這也說(shuō)明較小的切削力有助于獲得更加光潔的已加工表面。對(duì)于45CrNiMo高強(qiáng)度鋼而言,樣品PAG-1具有很好的切削加工性能,可以有效降低切削力,提高表面質(zhì)量。

圖2 各樣品對(duì)應(yīng)的工件表面粗糙度
4.2 鈦合金銑削試驗(yàn)
1) 試驗(yàn)方案
試驗(yàn)采用的材料為T(mén)C4(Ti-6Al-4V),強(qiáng)度sb=1.012 GPa,密度g=4.4×103kg/m3,比強(qiáng)度sb/g=23.5,線膨脹系數(shù)=7.89×10-6℃,比熱=0.612 cal/g·℃。TC4的彈性模量E=110 GPa。表4為本次試驗(yàn)的試驗(yàn)參數(shù)。
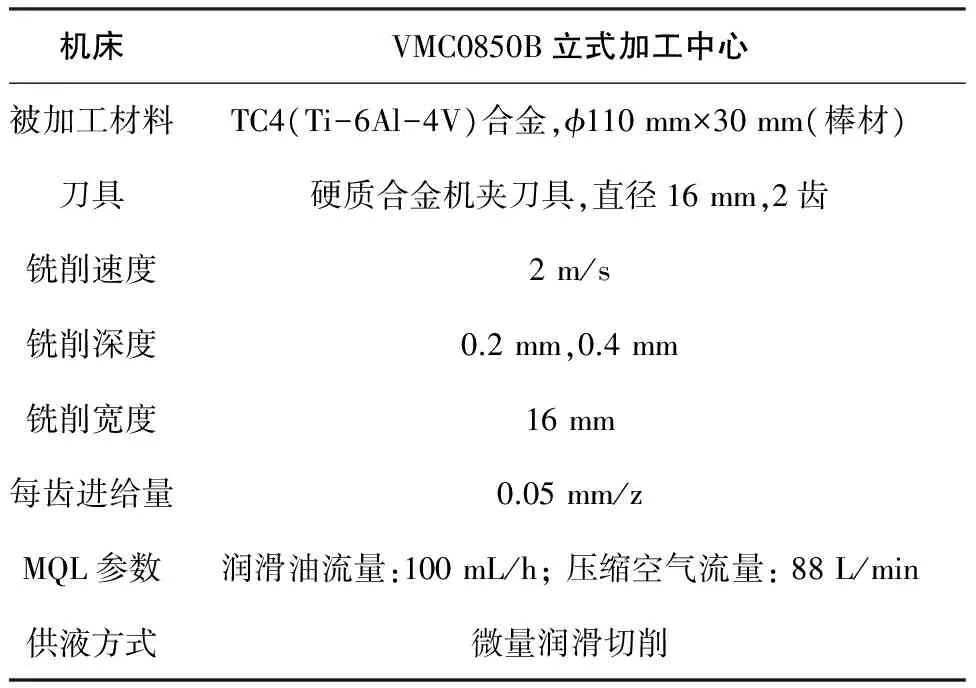
表4 TC4切削試驗(yàn)參數(shù)
2) 切削液對(duì)切削力的影響
試驗(yàn)測(cè)得切削過(guò)程中切削力隨時(shí)間的變化,根據(jù)測(cè)量結(jié)果求得切削過(guò)程中的最大切削力,結(jié)果如圖3所示。從圖中可以看出,切削鈦合金過(guò)程中,以PAG為潤(rùn)滑劑的切削液中,樣品PAG-1的切削力最小,樣品PAG-3的切削力最大,切削力隨PAG濃度的增大呈增大的趨勢(shì)。可以看出所配制的切削液在切削力方面趕上甚至超過(guò)了市場(chǎng)所售切削液的水平,這說(shuō)明以PAG作為綠色水基切削液的潤(rùn)滑劑具有可行性。
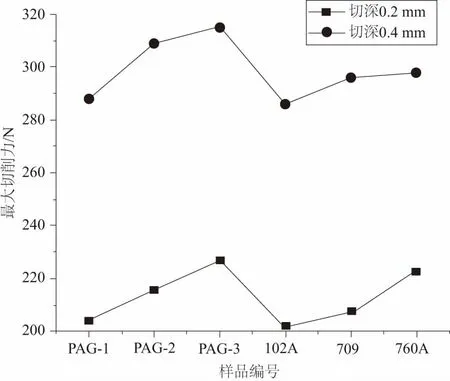
圖3 鈦合金試驗(yàn)中各樣品的最大切削力
3) 切削液對(duì)表面粗糙度的影響
用TR101型粗糙度儀測(cè)量被加工表面的粗糙度,結(jié)果如圖4所示。從實(shí)驗(yàn)結(jié)果可以看出,隨著切深的增大,表面粗糙度增大;以PAG為潤(rùn)滑劑的切削液中,樣品PAG-1的表面粗糙度最小,樣品PAG-2的表面粗糙度最大。與市場(chǎng)上購(gòu)買(mǎi)的切削液相比,所配制的3種切削液樣品的表面粗糙度略大。這可能是由于配制的切削液均為全合成切削液,而樣品102A和709均為乳化液,乳化液比全合成切削液有更好的潤(rùn)滑效果。
綜合考慮切削液對(duì)切削力和表面粗糙度的影響,可以發(fā)現(xiàn),以PAG為潤(rùn)滑劑的切削液樣品在表面粗糙度方面不太理想。對(duì)于TC4鈦合金而言,用以PAG為潤(rùn)滑劑的切削液進(jìn)行潤(rùn)滑冷卻,難以達(dá)到理想的表面質(zhì)量。
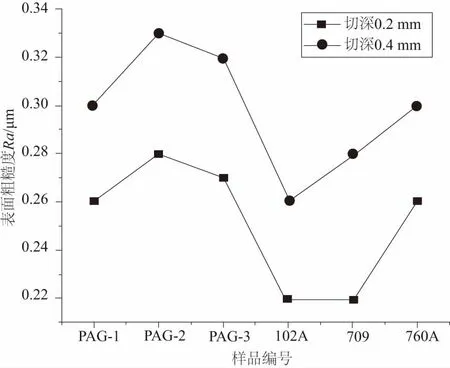
圖4 鈦合金試驗(yàn)中各樣品對(duì)應(yīng)的表面粗糙度
綜上所述,用所配制的切削液分別對(duì)高強(qiáng)度鋼45CrNiMo和鈦合金TC4(Ti-6Al-4V)進(jìn)行銑削試驗(yàn),結(jié)果表明,銑削高強(qiáng)度鋼45CrNiMo時(shí),以PAG為潤(rùn)滑劑的切削液樣品PAG-1具有很好的切削性能,切削力較小,已加工表面粗糙度較好。銑削TC4鈦合金時(shí),以PAG為潤(rùn)滑劑的切削液樣品在表面粗糙度方面不太理想。故以PAG為潤(rùn)滑劑的切削液可以用于加工高強(qiáng)度鋼,但不適用于加工鈦合金。與市場(chǎng)上購(gòu)買(mǎi)到的水基切削液相比,所配的切削液在切削力和表面粗糙度方面具有一定的優(yōu)勢(shì)。
5 結(jié)語(yǔ)
1) 以聚亞烷基二醇為潤(rùn)滑劑所配制的切削液在外觀、PH值、消泡性等方面都滿足國(guó)標(biāo)的要求,同時(shí)其較低的表面張力和接觸角,說(shuō)明了所配制的3種切削液樣品都具有良好的滲透性、清洗性、潤(rùn)滑性和對(duì)金屬(TC4鈦合金和45CrNiMo高強(qiáng)度鋼)的潤(rùn)濕性。腐蝕試驗(yàn)和防銹性試驗(yàn)結(jié)果說(shuō)明石油磺酸鈉在這3種切削液中都起到了很好的防銹抗腐作用。四球機(jī)試驗(yàn)通過(guò)測(cè)量3種切削液的最大無(wú)卡咬負(fù)荷PB值,顯示了這3種切削液都具有較高的油膜強(qiáng)度,即具有良好的承載能力。
2) 對(duì)所配制的綠色水基切削液的加工性能進(jìn)行了切削實(shí)驗(yàn)研究。分別對(duì)高強(qiáng)度鋼45CrNiMo和鈦合金TC4(Ti-6Al-4V)進(jìn)行了銑削試驗(yàn),結(jié)果表明,銑削高強(qiáng)度鋼45CrNiMo時(shí),以PAG為基礎(chǔ)油的切削液樣品PAG-1具有很好的切削性能,切削力較小,已加工表面粗糙度較好;銑削TC4鈦合金時(shí),以PAG為基礎(chǔ)油的切削液樣品的切削力有所減小,但表面質(zhì)量并不理想,因此,以PAG為基礎(chǔ)油的切削液可以用于加工高強(qiáng)度鋼,但不適用于加工鈦合金。與市場(chǎng)上購(gòu)買(mǎi)到的水基切削液相比,所配的切削液在切削力和表面粗糙度方面具有一定的優(yōu)勢(shì),可知,聚亞烷基二醇具有很好的作為綠色水基切削液基礎(chǔ)油的發(fā)展?jié)摿Α?/p>
參考文獻(xiàn):
[1] 曹樂(lè)平, 余來(lái)貴. 環(huán)境友好潤(rùn)滑劑及添加劑[J]. 潤(rùn)滑油, 1999, 10(14): 17-21.
[2] 黃文軒. 環(huán)境兼容潤(rùn)滑劑的綜述[J]. 潤(rùn)滑油, 1997, 12(4): 1-8.
[3] T.曼格, W. 德雷澤爾. 潤(rùn)滑劑與潤(rùn)滑[M]. 北京:化學(xué)工業(yè)出版社, 2003.
[4] 鞏清葉, 余來(lái)貴. 環(huán)境友好潤(rùn)滑劑及其添加劑的摩擦學(xué)研究現(xiàn)狀[J]. 潤(rùn)滑與密封, 2000, 152(4): 65-66.
[5] 孫建國(guó). 論綠色切削液的必要性與可行性[J]. 潤(rùn)滑與密封, 2001, 156(2): 68-74.