渦旋盤漸開線方程式結合Excel生成CAD圖形
2018-04-28 00:34:47廣東省高級技工學校惠州516100孫偉城
金屬加工(冷加工) 2018年4期
■ 廣東省高級技工學校 (惠州 516100) 孫偉城
我單位承接了惠州一家壓縮機廠加工渦旋壓縮機渦旋盤F454DH-68。其渦旋盤的型線主要采用圓漸開線的型線。由于渦旋盤加工中加工精度嚴格,需要對渦旋盤的外、內線分開編程及精加工。為了提高加工精度,方便技術員操作,對給定漸開線的方程式利用Excel軟件轉化,并生成CAD圖形。
1. 漸開線方程求解
本文采用中文版Microsoft Office Excel 2003進行說明。下面以F454DH-68的運動渦旋盤漸開線的外線為例,漸開線的外線編程程序為:
X=2.4192*(COS(A2)+A2*SIN(A2))
Y=2.4192*(SIN(A2)-A2*COS(A2))
R=2.4192*A2
X、Y=B2&”,”&C2
2.3203≤λ≤18.0366(rad)
在Excel窗口的A1、B1、C1、D1、E1處,分別對應輸入λ,X,Y,R及X、Y字母;先單擊B2處,輸入方程式:=2.419 2*(COS(A2)+A2*SIN(A2)),同理,在C2處輸入方程式:=2.419 2*(SIN(A2)-A2*COS(A2)),在D2空格處輸入方程式:=2.419 2*A2,在E2空格處輸入方程式:=B2&”,”&C2,并在A2空格處輸入2.320 3,結果如圖1所示。
選λ的起始角(2.320 3),按右鍵拖到A3處,如圖2所示。
在“序列”處單擊左鍵,出現如圖3所示圖形,在“步長值”處輸入0.2(步長值可根據漸開線加工精度進行調整)。點擊確定,結果如圖4所示。
按住左鍵下拖A列,一直到λ終止角(18.036 6),同理把B2、C2、D2、E2用同樣的方法執行,如圖5所示。
漸開線的內線也是用同樣的方法編程。漸開線的內線編程程序為:
X=2.4192*(COS(A2)+(A2-1.6535)*SIN(A2))
Y=2.4192*(SIN(A2)-(A2-1.6535)*COS(A2))
R=2.4192*(A2-1.6235)
X、Y=B2&”,”&C2
R=2.4192*(λ-1.6535)
4.7133≤λ≤18.0366(rad)
2. 轉化成CAD圖形
用鼠標選中E2這行所有數值(見圖5);然后單擊Ctrl+C進行復制,打開CAD窗口,單擊“樣條曲線”,在窗口左下角的“指定第一個點或【對象(O)】”處輸入(0,0),單擊回車鍵,如圖6a所示。在“指定第下一點”處,把內、外線分別進行粘貼,就自動生成漸開線CAD圖形,如圖6b所示。

圖1
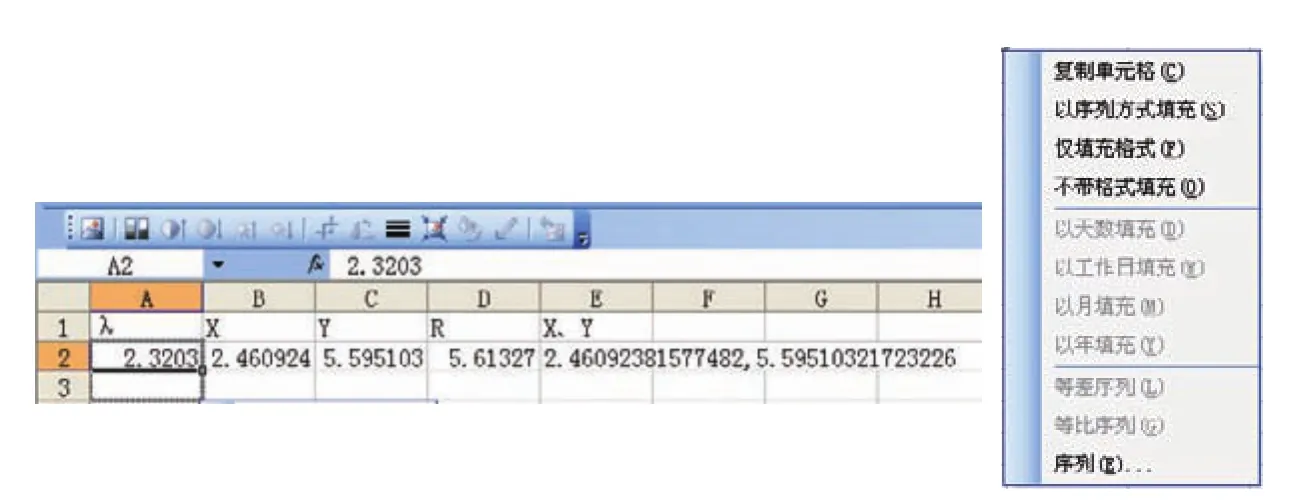
圖2
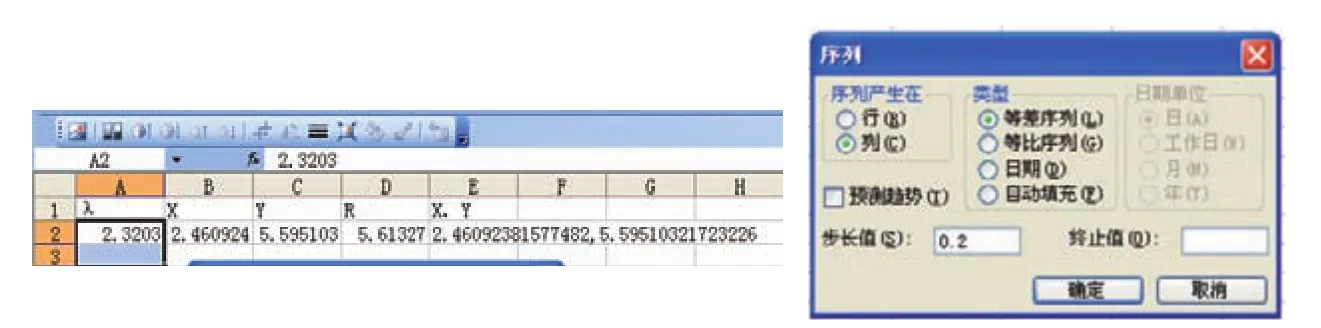
圖3

圖4
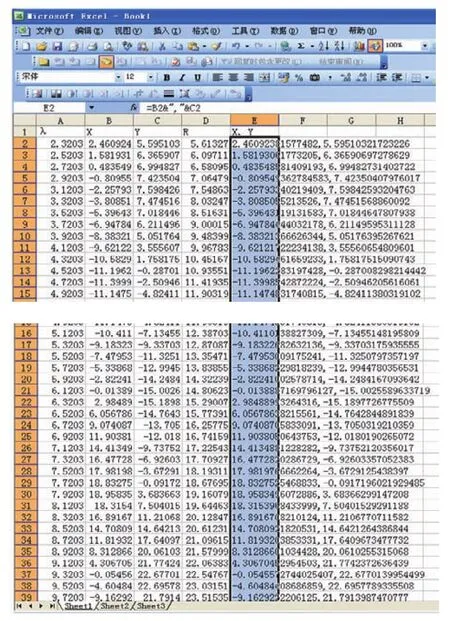
圖5
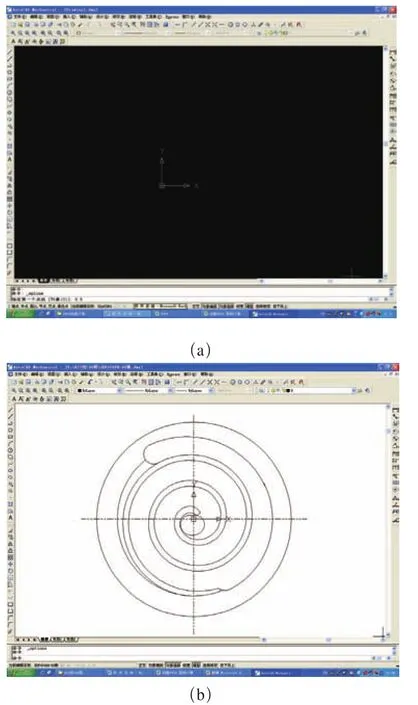
圖6
3. 結語
通過以上方法,能夠簡化漸開線的編程及畫CAD圖形,快速地對漸開線上的超差點進行補償,同時技術員操作更方便、省時,節省了調機時間,提高了勞動生產率,為公司取得了更高的經濟效益。
[1] 李連生. 渦旋壓縮機 [M]. 北京:機械工業出版社,1998.
[2] 趙軍,梁潔. 中文版Microsoft Office Excel for Windows 95 [M].北京:電子工業出版社,1996.
[3] 劉林. AutoCAD 2008中文版高級應用教程 [M]. 廣東:華南理工大學出版社,2008.
