車削大型殼體法蘭自定心微調(diào)內(nèi)撐裝置的設(shè)制與應(yīng)用
2018-04-28 00:34:00山東塔高礦業(yè)機(jī)械裝備制造有限公司寧陽271411趙忠剛
金屬加工(冷加工) 2018年4期
■ 山東塔高礦業(yè)機(jī)械裝備制造有限公司 (寧陽 271411) 趙忠剛 孫 臏
■ 山東能源重型裝備制造集團(tuán)新汶分公司 (271219) 曹學(xué)亮
在車削高壓開關(guān)站大型殼體(見圖1)兩端的法蘭時(shí),需要在車床尾座中安裝輔助工裝以對殼體進(jìn)行支撐。常見的輔助支撐有很多種,但應(yīng)用這些支撐支架殼體車削法蘭時(shí),由于法蘭的余量比較小(一般外圓單邊1~2mm),殼體法蘭焊接后存在1.0~1.5mm左右的圓度。再加上殼體的筒體與法蘭在鉚接時(shí)就存在著1~2mm的同軸度誤差,這使在車削該類殼體法蘭前校正法蘭,使其與機(jī)床回轉(zhuǎn)中心一致難度較大,有時(shí)需要加一些墊片,特別費(fèi)時(shí)。通常情況下該類法蘭的外圓只要車圓即可,其內(nèi)腔與法蘭外圓的同軸度沒有嚴(yán)格的要求。結(jié)合多年從事機(jī)械加工工藝研究的實(shí)踐經(jīng)驗(yàn),設(shè)制了一套利用三爪自定心卡盤自動(dòng)定心,并增設(shè)微調(diào)支撐的方式,巧妙地解決了上述問題。現(xiàn)將該套輔助支架裝備介紹如下。
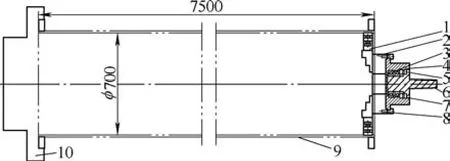
圖1 采用可調(diào)卡爪車削大型殼體法蘭裝夾示意圖

圖2 錐柄

圖3 法蘭套
1. 自動(dòng)定心微調(diào)內(nèi)撐裝置的構(gòu)成及原理
該裝置主要是采用三爪自定心卡盤實(shí)現(xiàn)快速撐緊殼體內(nèi)壁,再通過特制卡爪實(shí)現(xiàn)微調(diào)校正。其結(jié)構(gòu)如圖1右端部分內(nèi)容所示。
主要構(gòu)件的選擇、設(shè)計(jì)如下。由于該類殼體的內(nèi)腔直徑較大,在φ600mm以上,這里選擇了型號為400D的三爪自定心卡盤。因車床的尾座錐孔為莫氏6號,再結(jié)合所選的三爪自定心卡盤尺寸,設(shè)計(jì)錐柄和法蘭套的尺寸分別如圖2和圖3所示。推力軸承型號為51226,滾珠軸承型號為6220。
特制卡爪是這套裝置的關(guān)鍵,其結(jié)構(gòu)如圖4所示。是在卡爪上組焊了前撐筋和后撐筋,橫板組焊在前后撐筋之間,用銷將左右頂板組裝在前后撐筋上,并扎上皮圈。
三爪自定心卡盤實(shí)現(xiàn)了卡爪的快速定心,特制卡爪通過緊定螺釘推移左右頂板(見圖5)實(shí)現(xiàn)了微調(diào)。三爪自定心卡盤安裝在有軸承的法蘭套上,使其轉(zhuǎn)動(dòng)靈活,減少了阻力。

圖4 特制卡爪

圖5 左、右頂板
2. 自動(dòng)定心微調(diào)內(nèi)撐裝置的應(yīng)用
該裝置的應(yīng)用非常簡捷。按照待加工殼體的長度,將車床尾座移至合適的位置,將該裝置的錐柄安裝在車床尾座的錐孔中,再將殼體吊裝在車床床頭卡盤和該裝置的卡盤上,適當(dāng)緊固床頭卡盤的卡爪后,旋擰該裝置的卡盤方孔時(shí),特制卡爪先撐住其內(nèi)腔,如圖1所示。此時(shí),旋轉(zhuǎn)殼體,校正法蘭外圓面。將法蘭外圓面低部位的特制卡爪上的緊定螺釘適當(dāng)擰緊,并適當(dāng)旋松其他緊定螺釘,然后再轉(zhuǎn)動(dòng)殼體。繼續(xù)上述動(dòng)作,直到將殼體法蘭外圓校正(一般不超3次),夾緊工件后即可車削。
3. 結(jié)語
該套自動(dòng)定心微調(diào)內(nèi)撐裝置設(shè)計(jì)新穎、制作簡單且使用便捷,確實(shí)能快速完美地將偏差較大的殼體法蘭校正。解決了因法蘭外圓余量少導(dǎo)致校正困難的問題,深得員工喜愛,值得推廣借鑒。
參考文獻(xiàn):
[1] 成大先.機(jī)械設(shè)計(jì)手冊[M].5版.北京:化學(xué)工業(yè)出版社,2008.
