碲鋅鎘晶片的超精密飛切減薄工藝研究
2018-04-28 03:39:00石廣豐史國權蔡洪彬肖建國
制造業自動化 2018年4期
關鍵詞:晶片
石廣豐,史國權,蔡洪彬,肖建國
(長春理工大學 機電工程學院,長春 130022)
0 引言
碲鋅鎘(Cd1-xZnxTe,簡記為CZT)晶體屬于半導體材料,晶體的顏色為黑色,由碲(Te)、鋅(Zn)、鎘(Cd)三種元素組成,是功能型Ⅱ-Ⅵ族三元化合物。碲鋅鎘晶體是由兩種二元化合物CdTe和ZnTe按照(1-x):x比用構成的無限互溶固溶體[1],改變x的值,即Zn的含量可以獲得不同的物調、化學性質,從而獲得不同的應用。碲鋅鎘晶體具有面心立方體結構,屬于立方晶系,其晶包結構與金剛石、單晶鍺類似,同屬于閃鋅礦結構[2]。
碲鋅鎘晶片作為光學芯片光學功能材料的生長襯底,為了不影響生長晶體材料的光學特性,工藝封裝后往往需要對作為襯底晶體材料的碲鋅鎘晶片進行超精密飛切減薄,以達到指定厚度尺寸的公差范圍來滿足生長材料的使用要求。所以研究光學晶體材料的超精密飛切減薄工藝具有重要滿義和價值。
1 超精密飛切工藝
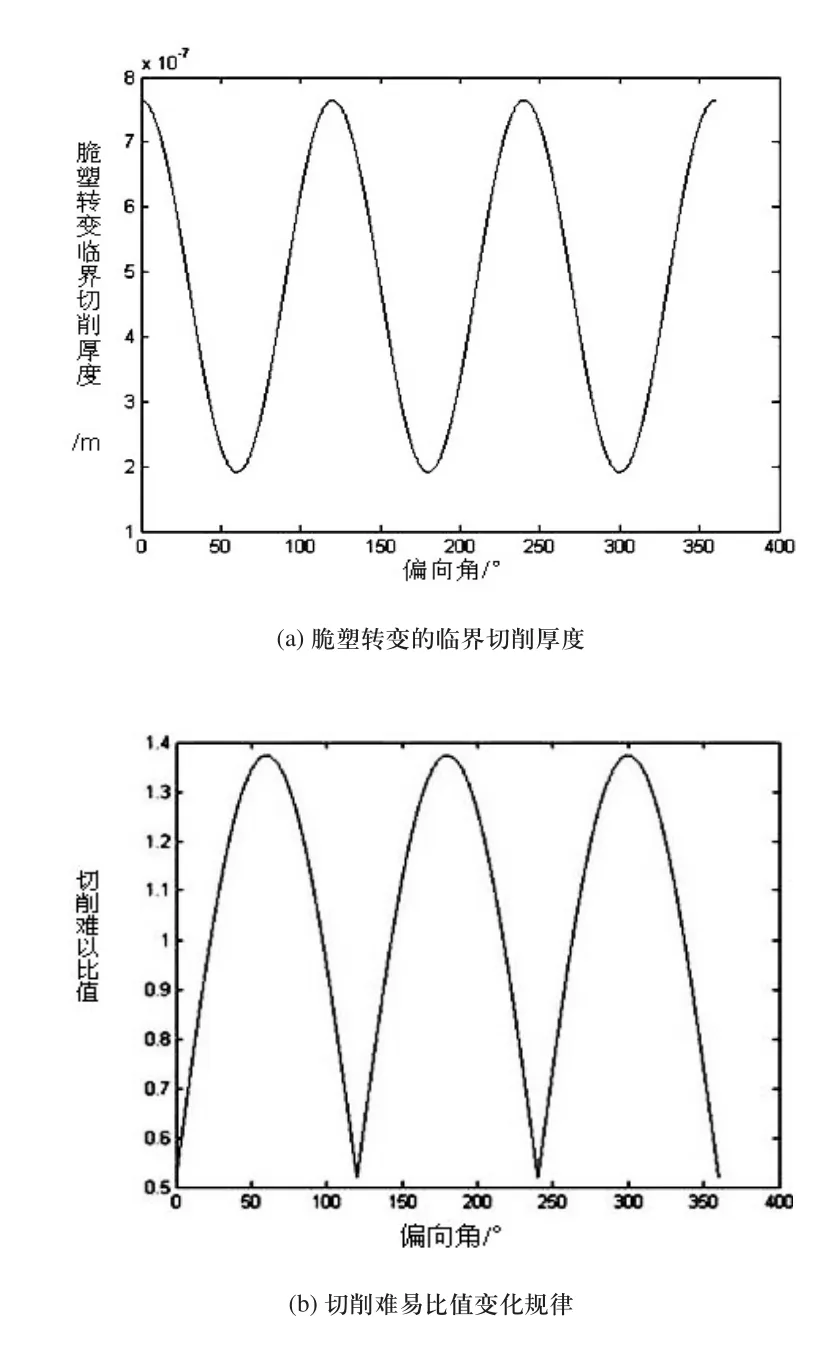
圖1 碲鋅鎘材料(111)晶面不同晶向
根據磨粒磨削下晶體表層材料動態脆塑轉變臨界研磨深度數學模型[3],相關參數中:調想化金剛石磨粒壓頭幾何因子α=1.8544;與晶體表面粗糙度相關的系數,取值范圍1~2,本文取1.2;萌生裂紋所需的表面能,數值上等于解調能的1/2;綜合系數,λ0=(1~1.6)×104,本文取λ0=1×104;磨粒頂角,假定金剛石刀尖角為常量碲鋅鎘晶體的彈性模量具有各向異性,其值在20GPa~55.8GPa之間變化。努氏顯微硬度0.6GPa~1.8GPa。進而可求得碲鋅鎘晶體材料生長晶面(111)面上的脆塑轉變臨界切削深度模型,并繪制變化曲線如圖1(a)所示。該調論分析數值和規律可以采用超精密飛切銑削弧形槽方法來獲取晶體臨界切削厚度[4,5],并進行試驗驗證和補償。根據晶體的周期鍵聯分布規律[6],求得碲鋅鎘材料(111)晶面不同晶向的切削難易比值,如圖1(b)所示。圖中水平軸起始點位置與晶面[110]晶向重合,從而可以確定碲鋅鎘材料(111)晶面上的最佳切削方向為最容易切削晶向。
飛切時一般會選用較大直徑的飛刀盤來實現金剛石刀尖飛切軌跡相對于加工晶片盡量趨近于直線軌跡,從而使飛切軌跡走向沿著晶片上的最容易切削晶向。當然在不選擇最佳切削方向的時候,可以采用全晶面計算或系計的最小臨界切削厚度來進行不擇方向的加工,同樣可以獲得高質量表面,但會造成加工效率下降,并在特殊工況下難以獲得最佳表面飛切質量。所以一般還是首先采用晶體定向分析和檢測技術識別出待加工晶片上的最佳晶向[7],然后采用對應晶向上的脆塑轉變臨界切削厚度數值來調節切削用量進行加工。
2 工裝夾具誤差分析
金剛石飛切光學元件碲鋅鎘晶片時,將金剛石刀具裝在與主軸聯結成一體的飛刀盤上,刀具旋轉,碲鋅鎘晶片通過L型夾具及連接胎具通過超精密機床Z軸進行送進,如圖2所示。精密夾具裝置通過碲鋅鎘晶片裝夾和定位可保證晶面的面型精度,與超精密切削機床配套使用,共同實現碲鋅鎘晶片的高精度加工,實現碲鋅鎘材料的最大限度去除。和X、Z軸的垂直度精度對碲鋅鎘晶片的厚度誤差及平行度誤差影響很小,安裝誤差取決于安裝時所采用的檢測設備的精度。而夾具誤差主要指L形夾具、胎具、轉臺的綜合誤差。根據晶片的傾角誤差,可確定晶片的形位誤差即夾具綜合誤差的最大值,這與晶片長寬尺寸和夾具與機床水平兩軸的夾角有關。
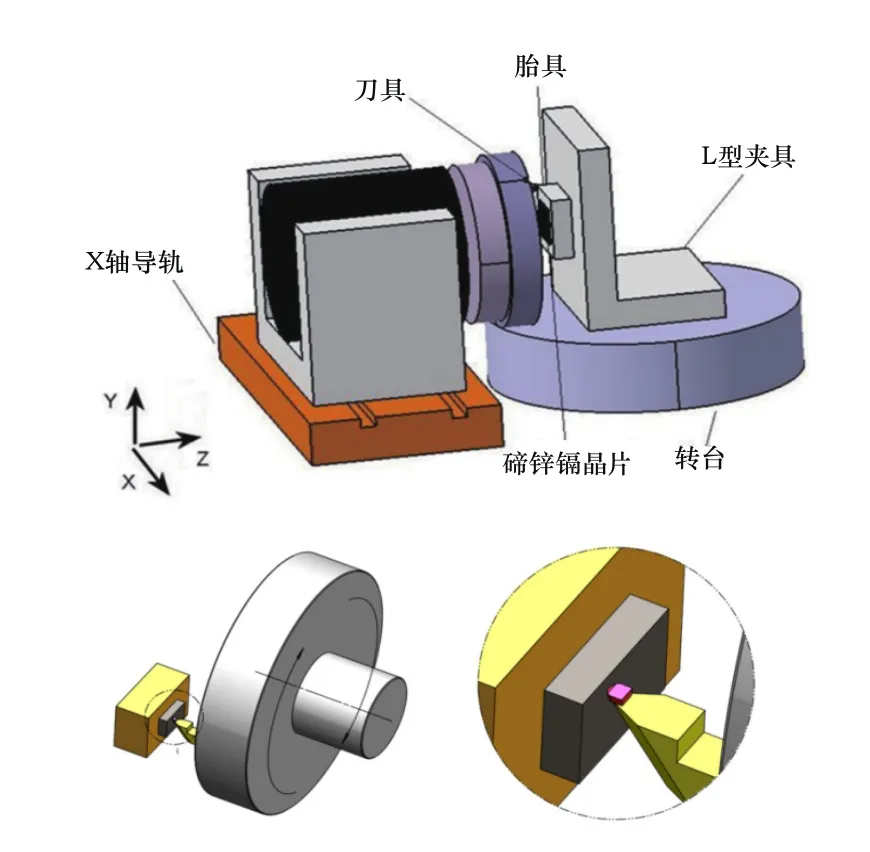
圖2 超精密機床上的飛切減薄工藝示意圖
加工過程中會制在誤差,誤差來源有三種,機床誤差、安裝誤差、夾具誤差[8]。經過計算,所采用的Nanoform 250車床的主軸(即主軸平均徑向跳動)精度
晶片零件的加工精度是機床進給運動精度與夾具定位精度共同作用的結果。機床水平兩個運動軸的水平直線度,影響晶片晶面的形層誤差;機床主軸的徑向誤差,影響晶片的表面粗糙度;機床水平兩個運動軸之間的垂直度誤差,影響晶片晶面在調想切削平面投影的傾角誤差;機床主軸的軸向誤差,影響晶片厚度一致性誤差。
由于安裝誤差、晶片的粘結誤差未參與計算,要確保加工精度,采用隨機誤差分配原則:即定位誤差、晶片的粘結誤差、調整誤差各占1/3的分配原則,將胎具的精度定為9′。由于兩定位軸的誤差分布未知,可將其定為服從均勻分布,即胎具兩定位軸的定位精度均定為6′。則必須保證L型夾具與胎具接觸面的平面度誤差在±6′之內。由于兩定位軸的誤差分布未知,將其定為服從均勻分布,即L型夾具兩定位軸的定位精度均為±4′。采用組合夾具時將L型夾具固定在轉臺上,因此L型夾具的定位誤差必受轉臺回轉誤差的影響。精密轉臺誤差為已知±9″,則計算L型夾具時要考慮轉臺誤差對其水平投影面內回轉精度的影響。最終L型夾具兩定位軸的回轉精度為±3′和±4′。
3 晶片超精密飛切減薄試驗
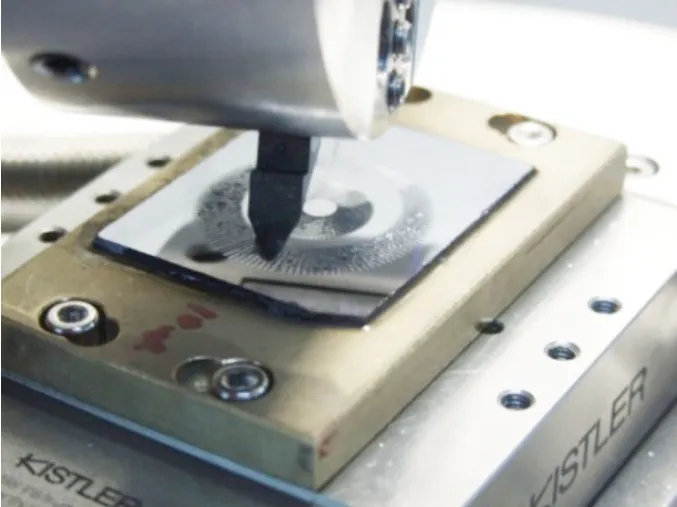
圖3 碲鋅鎘晶片超精密飛切銑削弧形槽試驗
如圖3所示,采用超精密飛切銑削弧形槽并采用日本基恩士高景深測量顯微鏡進行檢測的方法獲得碲鋅鎘(111)晶面內圓周方向上各處的脆塑轉變臨界切削深度,得到了[110]晶向逆時針方向夾角0~120°范圍內的臨界切削厚度數值(如表1所示),和調論分析結果一致,如圖4所示。
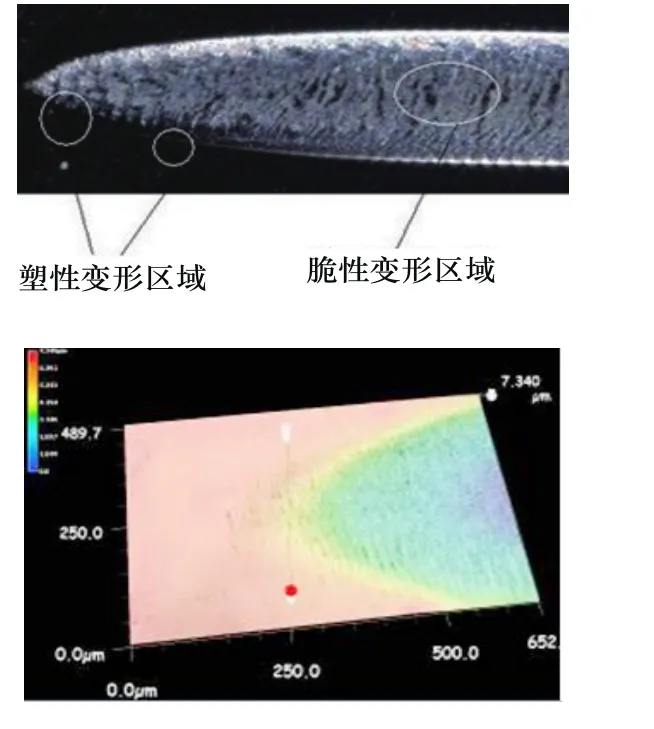
圖4 [110]逆時針旋轉120°方向的弧形槽形貌及脆塑轉變厚度檢測
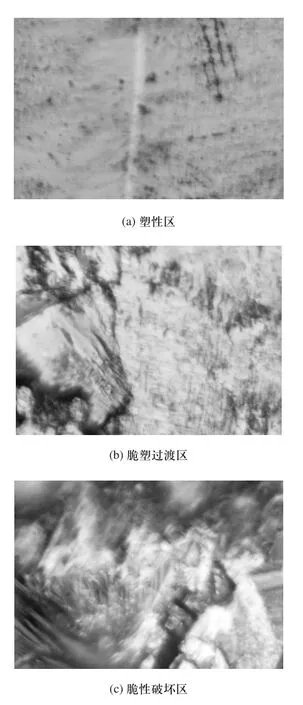
圖5 弧形槽脆塑轉變區的光學顯微鏡圖片
采用120°方向上的0.769μm進行新工件工藝安裝和飛切試驗。所用金剛石圓弧刀的幾何參數為:半徑1.15mm、刀具包角100°、前角-25°、后角10°。在主軸轉速為1500rpm、背吃刀量為50μ m、進給量為6μ m/r的條件下首先進行多次粗切加工,以去除大厚度材料;然后分別采用背吃刀量為20μ m和5μ m進行半精切和精切,以將剩余工件厚度減薄到指定數值(可減薄至10μ m以下),試驗過程如圖6所示。飛切完畢,拆下連接夾具及工件,在觸針式輪廓儀PGI1250上進行碲鋅鎘晶片飛切表面的粗糙度檢測,如圖7所示。工具表面粗糙度Ra值可達0.0105μ m,滿足使用要求。
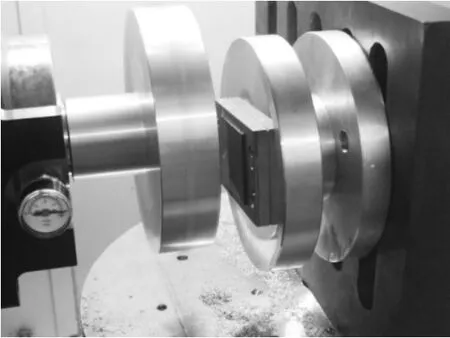
圖6 超精密飛切減薄實驗
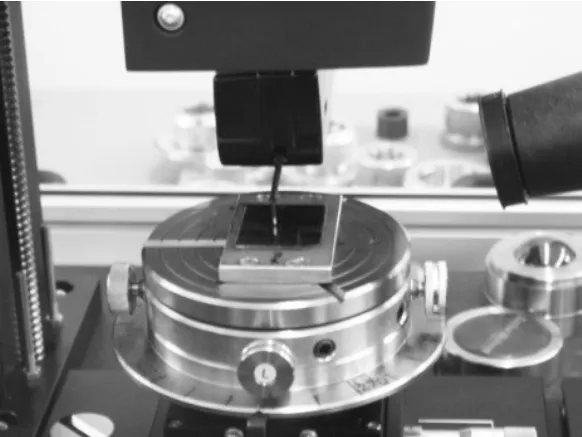
圖7 觸針式輪廓儀表面檢測
總結以上的超精密減薄工藝如下:獲取晶體切削表面的各向異性臨界切削厚度→確定最佳飛切方向→試驗對比分析→L型組合專具設計及誤差分析→粗切、半精切和精切工藝實驗→飛切表面檢測。
4 結束語
通過調論和試驗分析獲得了碲鋅鎘材料(111)晶面上脆塑轉變臨界切削厚度的分布規律和具體數值,并

表1 (111)晶面上脆塑轉變臨界切削深度
【】【】找到了最易切削方向。設計了L型組合夾具,分析了相關精度誤差并進行了碲鋅鎘晶片的超精密飛切減薄試驗,獲得了特定厚度下較低表面粗糙度的碲鋅鎘晶片減薄表面,從而滿足使用要求,最后總結了相關工藝。
參考文獻:
[1]張梅,黃暉.碲鋅鎘晶片的機械化學磨拋分析.紅外技術[J].2008,30(2):117-113.
[2]馬慶華,陳建才,姬榮斌,等.高質量HgCdTe薄膜的液相外延生長.紅外技術[J].2005,25(1):42-44.
[3]宗文俊.高精度金剛石刀具的機械刃磨技術及其切削性能優化研究[D].哈爾濱工業大學,2008.
[4]Jiwang Yan,Tooru Asami,Hirofumi Harada,Tsunemoto Kuriyagawa. Crystallographic effect on subsurface damage formation in silicon microcutting[J].CIRP Annals-Manufacturing Technology,2012,61(1):131-134.
[5]石廣豐,朱可可,史國檢,蔡洪彬,肖建國. 超精密徑向調刀飛刀盤研制及弧形微結構的飛切實驗[J].制造業自動化,2017,39(10):1-3+9.
[6]李增強.圓弧刃金剛石刀具刀尖圓弧的機械研磨及其檢測技術[D].哈爾濱工業大學,2008.
[7]胡明亮,史國檢,石廣豐,肖為,周銳琦.一種單晶光學晶體的晶面偏角及偏向測算方法[J].中國新技術新產品,2014,(04):7-8.
[8]凌明清.二維數控轉臺控制算法及實驗研究[D].西安:西安電子科技大學,2006.
猜你喜歡
電子器件(2021年4期)2021-10-26 12:27:18
海洋工程裝備與技術(2020年6期)2020-03-09 00:17:16
兵器裝備工程學報(2019年6期)2019-07-05 00:40:48
測控技術(2018年8期)2018-11-25 07:42:16
電子工業專用設備(2016年8期)2016-08-24 09:39:59
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
振動、測試與診斷(2014年1期)2014-03-01 01:13:42
航天器環境工程(2011年4期)2011-06-08 05:03:08
電子工業專用設備(2011年10期)2011-06-04 04:36:48
