高速鐵路接觸網新型組合式承力索座的研發
2018-04-27 00:35:41閆軍芳韓凌青
電氣化鐵道 2018年2期
羅 健,閆軍芳,韓凌青,陳 偉
?
高速鐵路接觸網新型組合式承力索座的研發
羅 健,閆軍芳,韓凌青,陳 偉
在分析現有套管座和承力索座運用狀況基礎上,從結構型式、集成組合、維護性能等方面,對產品的結構、材料、工藝及制造模具等進行深入研究,研發了新型組合式承力索座。其主要特點是采用組合式結構、鉸鏈抱箍連接和鍛造生產工藝,大幅減少了零件和緊固件數量,避免了鑄造工藝存在的缺陷,并隨著材料和制造工藝的改進,進一步提高了產品的綜合性能。
接觸網;承力索座;組合式;鉸鏈抱箍;鍛造工藝
0 引言
鋁合金承力索座和套管座應用于電氣化鐵路接觸網系統,承力索座安裝在平腕臂上用于支持固定承力索,鋁合金套管座用于鋁合金平、斜腕臂的連接。在我國已開通運營的高速電氣化鐵路線路中,鋁合金承力索座及套管座均采用鑄造工藝。由于鑄造產品易形成夾渣、冷隔、氣孔等鑄造缺陷,成品率較低;加之鑄件需逐件探傷,增加了生產成本,并給工人的職業健康帶來危害。鋼質承力索座雖然采用鍛造工藝,但是鋼質平、斜腕臂之間仍需通過套管雙耳進行連接。鋁合金套管座(或鋼質套管雙耳)與承力索座2部分結構使得腕臂零件種類較多,現場安裝工作量大,眾多連接部件也加大了潛在的安全風險。
1 現有承力索座和套管座結構及存在問題
目前,我國時速350 km高速鐵路接觸網系統主要采用三角形水平旋轉鋁合金腕臂結構;平、斜腕臂間通過套管座連接,承力索通過承力索座固定;套管座、承力索座均通過套筒頂絲方式固定在平腕臂上,如圖1。
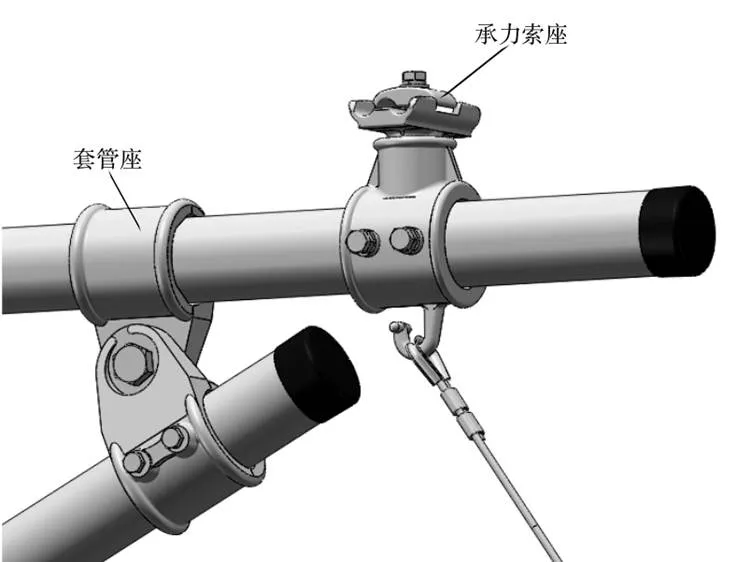
圖1 現有承力索座和套管座結構
該方式包含平腕臂套管座、斜腕臂套管座和承力索座3個零件,套管連接螺栓、平腕臂套管頂絲、斜腕臂套管頂絲5個緊固件和2種緊固力矩,零件組成、螺紋副數量和規格較多,施工安裝和運營維護工作量大。采用頂絲固定方式,頂絲和腕臂接觸面積小,在緊固力過大時易對零件造成結構損傷甚至發生頂穿現象。承力索座和套管座自身結構為套筒型式,均需采用鋁合金鑄造工藝成型,材質為AlSi7Mg0.6,鑄造工藝產品易存在夾渣、縮松和氣孔等缺陷,并且需逐件探傷和檢測,造成了較高的生產成本。針對上述問題,從結構、材料、工藝、制造模具等方面進行深化研究,提出集成套管座和承力索座功能的組合式承力索座方案。
2 新型組合式承力索座的結構分析
2.1 結構特點
新型組合式承力索座是集承力索座和套管座功能于一體的組合型零件,由下連接雙耳、上固定底座、托線夾、壓塊、緊固軸和鉚釘等組成,實現平斜腕臂連接、承托承力索及安裝定位管支撐的功能,其結構如圖2所示。該承力索座整體采用鉸鏈式抱箍結構(合頁式),一端通過銷軸連接,一端通過直螺栓連接,固定于平腕臂上。該結構避免了頂絲連接對管材造成的損傷,整體受力更加均勻、合理;鉸接軸在工廠組裝完成,不需現場預配,該結構僅需2套螺栓緊固件即可實現承力索固定、平斜腕臂連接和支撐管安裝,大幅減少了零部件、緊固件數量和緊固力矩種類,降低了施工安裝和運營維護工作量;上部抱箍為凸臺結構,下部抱箍為獨立雙耳結構,克服了套筒結構不易鍛造的缺點,結構簡單;采用鍛造工藝生產,材質為6082鋁合金,避免了鑄造工藝缺陷。
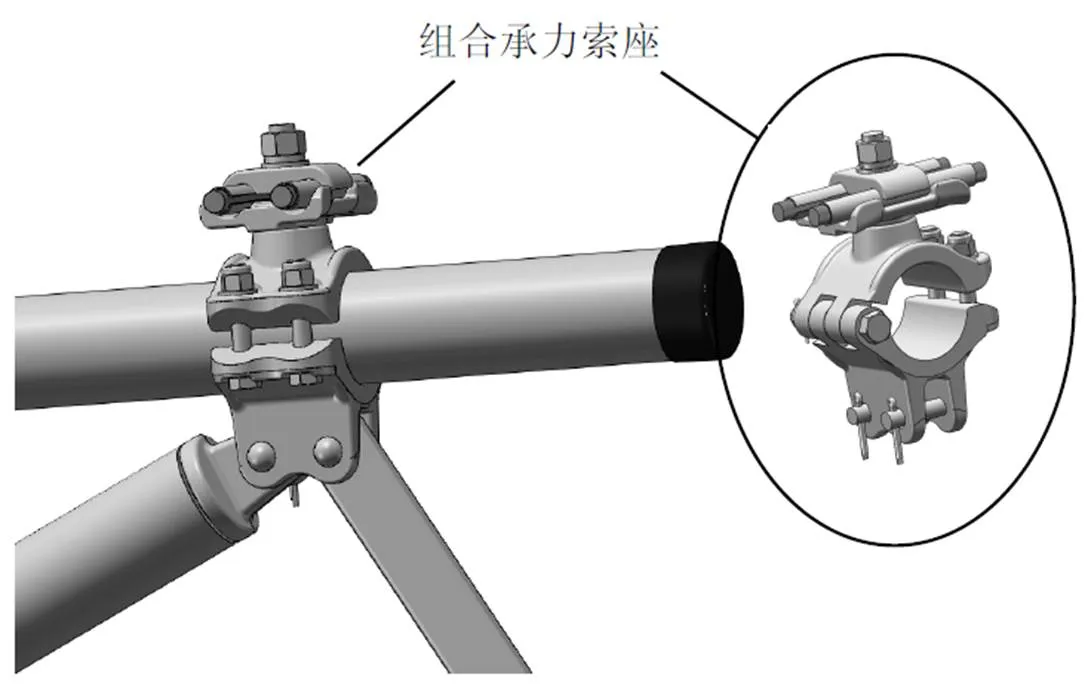
圖2 新型組合式承力索座
2.2 受力分析
利用Ansys有限元軟件對現有承力索座和新型組合式承力索座進行受力仿真分析,如圖3和圖4所示。現有承力索座2個頂緊螺栓施加正常工作緊固力矩75 N·m后,承力索座本身受到的最大應力為204.90 MPa,平腕臂管受到的最大應力為107.11 MPa。新型承力索座使用鉸鏈式抱箍結構,在連接直螺栓施加正常工作緊固力矩44 N·m后,承力索座本身受到的最大應力為124.79 MPa,平腕臂受到的最大應力為24.73 MPa。現有承力索座材質為鋁合金AlSi7Mg0.6,屈服強度為240 MPa,新型承力索座材質為鋁合金6082,屈服強度為 260 MPa。通過分析可知,頂絲結構的受力面較集中,對承力索座本身和平腕臂的損傷較大,正常施加緊固力矩已接近材質的屈服強度,若施工中存在緊固力矩施加不當,易發生零件損壞的現象。鉸鏈式抱箍結構受力面較為均勻,承力索座和平腕臂的應力損傷遠遠小于頂絲結構,結構受力更加合理。
3 新型組合式承力索座的工藝分析
借助現代化鍛造模擬仿真軟件FORGE NxT 1.1,運用有限元數值模擬和數據可視化技術進行鍛造工藝分析,可預知鍛件成形過程中金屬的流動規律、應力應變、溫度分布與變化、模具受力等信息,及早發現工藝中存在的折疊、流線不順、渦流、裂紋、鍛件過燒等缺陷,不斷優化材料組織性能、尺寸精度與表面質量,提高產品的內在質量、工藝出品率及生產效率;可以針對模具進行優化設計,減少模具耗損和變形等,提升模具使用壽命;針對鍛造設備可以進行鍛造噸位選擇、應力估算及壓力變形分析等。
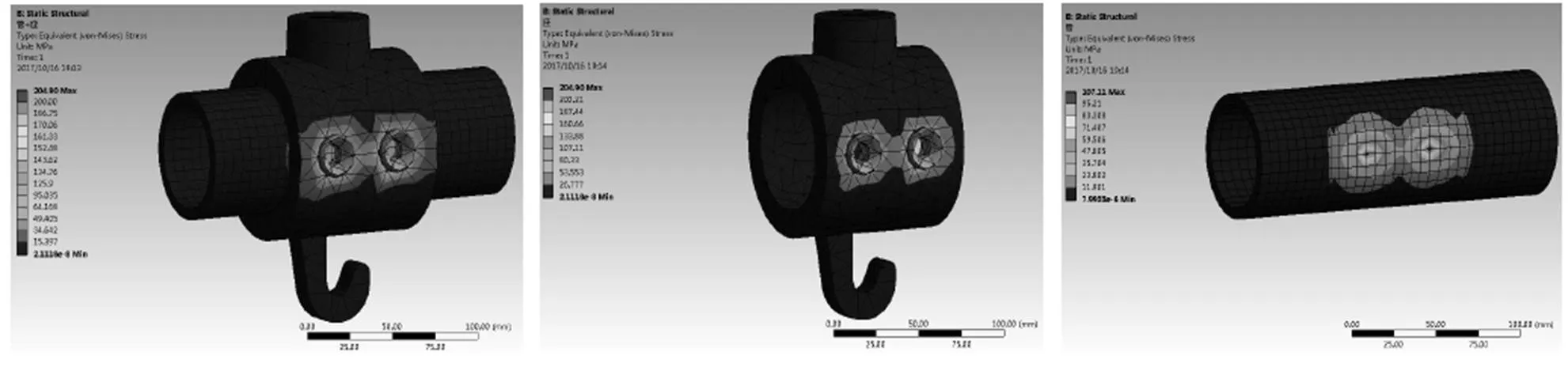
圖3 現有承力索座受力分析
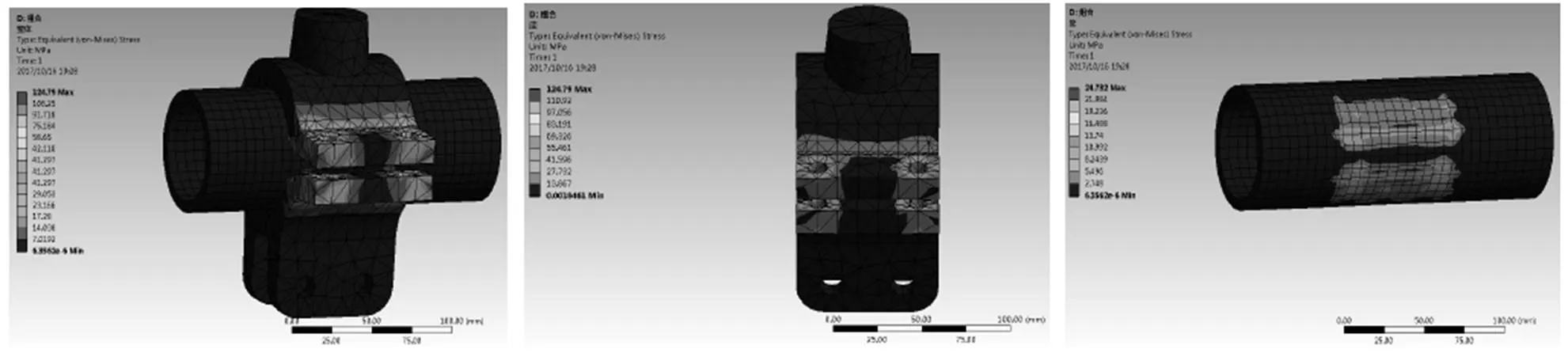
圖4 新型組合式承力索座受力分析
以組合式承力索座中較難成型的下連接雙耳為例,通過仿真軟件進行鍛造過程模擬,包含坯料與模具接觸、成型、脫模的整個過程,模具與坯料接觸瞬間見圖5,上模返回、零件成型見圖6,脫模后的零件見圖7。
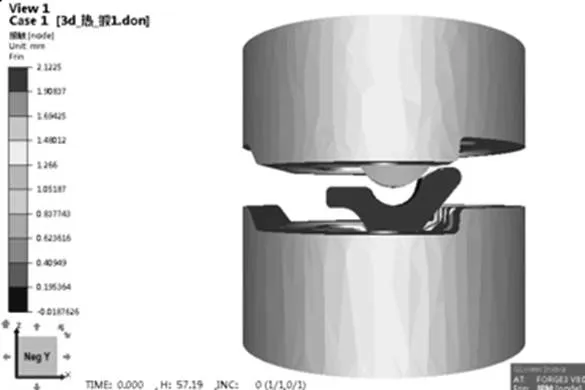
圖5 模具與坯料接觸瞬間
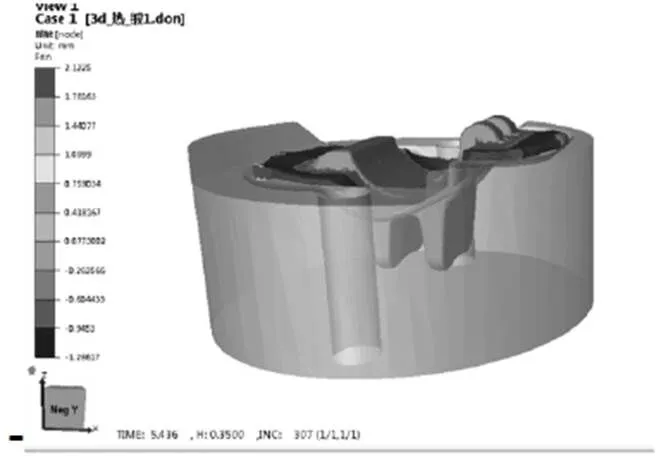
圖6 零件成型
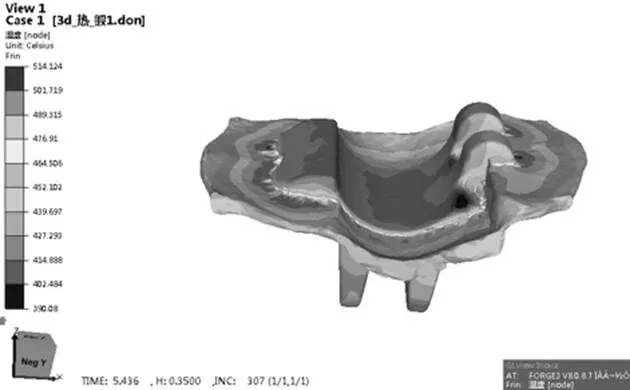
圖7 零件脫模
通過仿真模擬結果可以看出零件鍛后表面折疊存在的區域和模具易損的部位,如圖8和圖9中所示區域。針對折疊缺陷進行分析,折疊缺陷是由于坯料放置不當,模具圓角過小造成,因此在采用型材坯料的同時,在坯料拐角部位應留有足夠的材料,并增大模具拐角處的圓角,避免發生折疊,即使發生折疊也使其出現在飛邊上;針對模具易損進行分析,在不影響下連接雙耳使用功能和技術性能的前提下,加大外側單耳的拔模斜度及根部圓弧倒角,既易脫模還可延長模具使用壽命。
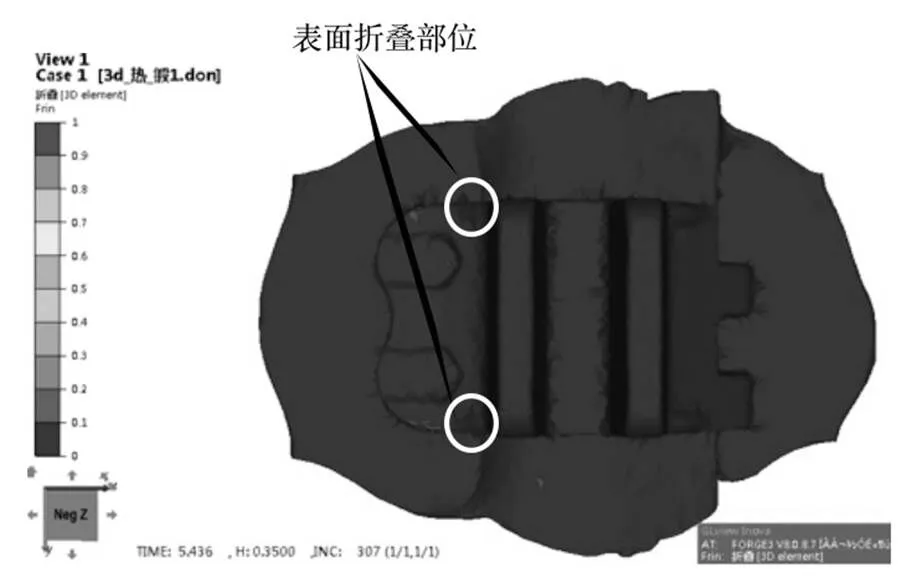
圖8 鍛造模擬分析顯示折疊
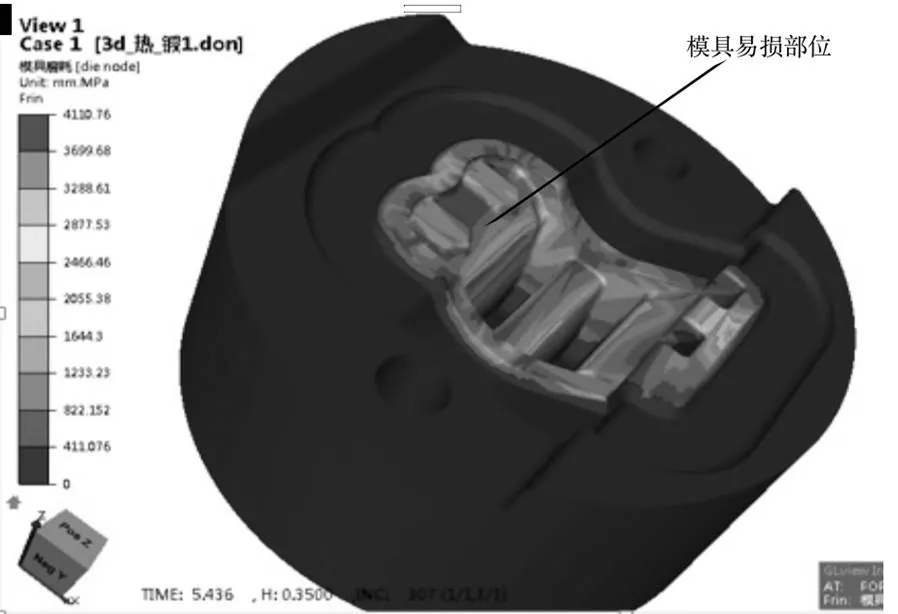
圖9 鍛造模擬分析顯示易損部位
通過鍛造模擬仿真并輔助工裝設計,可以實現自動頂料,減少人工脫模造成產品在模具型腔停留的時間,緩解模具型腔的熱疲勞與模具表面皸裂,提升模具型腔壽命,降低模具維修頻率,提高產品生產效率。
4 模具及工藝流程設計
4.1 模具設計
通過對成形難度較大的下連接雙耳鍛造進行模擬仿真分析,結合其形狀、結構和材料特性,確定采用一次模鍛成形的鍛造方法。設計下連接雙耳的鍛件圖,包括分型面的位置和形狀,明確鍛件的余量、公差,確定拔模斜度、圓角半徑、沖孔連皮的形狀、尺寸以及鍛件的收縮量。
盡管鋁合金材料可鍛性較好,但還需高度重視鍛造流線分布的問題,在設計模具的分模面時應充分考慮流線末端外露導致加速應力腐蝕的現象;與鋼材質相比,鋁合金流動性差,摩擦系數較大,在設計圓角時應比同類鋼鍛件的圓角要大。
鍛造模具工作條件惡劣,既承受反復沖擊載荷,還承受冷熱交變作用和強烈磨損。在模具的設計過程中,需要選擇適宜的模具材料以及制定合理的工藝路線。結合鍛造模擬工藝分析和材料選用經驗,組合式承力索座下連接雙耳模具選用具有良好耐熱疲勞性和耐沖擊性的H13鋼材料。該材料適合用于制造高負荷、水冷和連續大批量生產工作條件下的熱鍛模。
根據鍛造力模擬數據,下連接雙耳采用630 t的鍛造壓力機。采用整體式鍛模,即模具的上、下模均為整體式模塊,通過壓板直接緊固在壓力機工作臺上,提高模具抗破壞性能。模具型腔依據工件三維立體模型和Forge模擬分析結果,在數控自動加工中心進行加工,加工完成后采用三坐標測量儀進行型腔和產品的一致性比對檢測。
4.2 工藝流程設計
以下連接雙耳為例,采用鋁合金6082鍛造工藝,具體工藝流程為:原材料檢驗?下料?模具預熱?加熱?鍛造?缺陷檢查?熱處理?金相及性能檢驗?沖飛邊?機加工?表面處理,其鍛造過程符合鋁合金模鍛件常規生產典型工藝流程。
鍛造原材料為型材,減少了制坯環節,但在設計時需注意鍛件的流線方向應符合鍛件的外形。同時增加了原材料金相、鍛造后金相以及熱處理后金相組織的監控。原材料的入廠檢驗項目包括化學成分、力學性能、超聲波及渦流探傷、尺寸、顯微組織、斷口及外觀質量等。為避免在后續鍛造過程中產生毛刺壓入缺陷,應清除原材料下料后的斷面毛刺。在裝入加熱爐之前除去毛坯表面臟污,用壓縮空氣吹干表面,防止將水帶入爐內。
鍛造坯料加熱采用帶空氣循環的加熱電阻爐,爐膛溫度均勻性宜控制在±5℃內;坯料保溫時間按厚度1.5~2 min/mm計算控制;零件的臨界變形程度控制在20%以下,避免變形過大引起晶粒粗大及不均勻,進而導致力學性能降低和性能不穩定。
鍛造工藝的關鍵控制要素除了原材料的加熱方式和加熱溫度外,還有可減小變形抗力的鍛造節拍及鍛造能量,均需要精細化控制。組合式承力索座采用可時效強化的鋁鎂系材料,鍛造后熱處理工藝及性能檢測也至關重要。
5 技術經濟對比分析
對新型組合式承力索座與原承力索+套管座結構在零件組成、緊固件數量、緊固力矩種類、生產效率、檢測成本等方面進行技術經濟性對比分析,詳見表1。
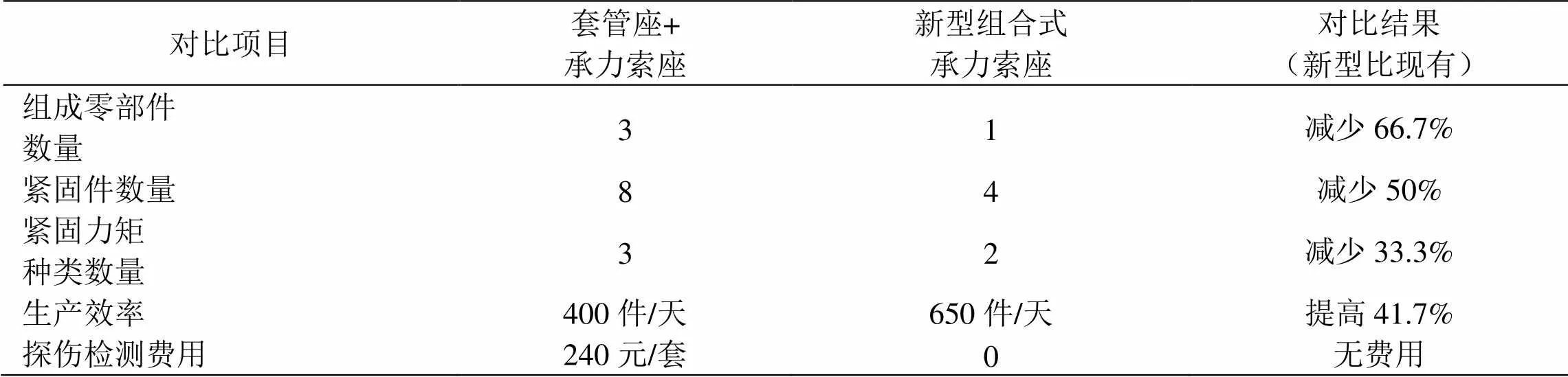
表1 新型組合式承力索座與原套管座+承力索座的對比分析
從表1可以看出,新型組合式承力索座與原套管座+承力索座結構相比,具有零件組成少、緊固件少、緊固力矩種類少、生產效率高及無探傷檢測費用等優點,且鍛造工藝生產的鉸鏈抱箍結構組合式承力索座性能穩定、可靠性高,施工安裝和運行維護便捷。新型組合式承力索座在技術先進性、經濟合理性、產品安全性等方面具有原結構不可比擬的優勢。
6 結語
組合式承力索座是在充分分析現有套管座和承力索座運用經驗的基礎上,從結構型式、集成組合、維護性能、服役性能等方面,優化零部件的結構、材料和工藝,研制出的高速鐵路接觸網新型零部件。該零部件的主要特點是采用組合式結構、鉸鏈抱箍連接和鍛造生產工藝,大幅減少了零件組成和緊固件數量,優化了零件的受力結構,避免了鑄造工藝本身存在縮松、夾渣、氣孔等缺陷。隨著材料和制造工藝的改進,產品的綜合性能得到進一步提高,實現了高速鐵路接觸網裝備技術升級。該產品具有完全自主知識產權,為我國高鐵接觸網系統“走出去”戰略奠定基礎。
[1] 中華人民共和國鐵道部. TB/T2075-2010 電氣化鐵路接觸網零部件技術條件[S]. 北京:中國鐵道出版社,2010.
[2] 鐵道部科技司,鐵道部運輸局. TJ/GD012-2009 300~350 km/h電氣化鐵路接觸網裝備暫行技術條件(OCS3)[S]. 2009.
[3] 樊東黎. 熱加工工藝規范[M]. 北京:機械工業出版社,2003.
[4] 王樂安. 特種合金及其鍛造[M]. 北京:國防工業出版社,2009.
[5] 許發樾. 實用模具設計與制造手冊[M]. 北京:機械工業出版社,2005.
[6] 蔣先國. 電氣化鐵道接觸網零部件設計與制造[M]. 北京:中國鐵道出版社,2009:1-142.
[7] 張廠育,閆軍芳. 電氣化鐵路接觸網零部件制造工藝的發展及展望[D]. 高速鐵路接觸網零部件安全可靠性技術論文集,2013.
[8] 于萬聚. 高速電氣化鐵路接觸網[M]. 成都:西南交通大學出版社,2002.
[9] 國家鐵路局. TB 10009-2016 鐵路電力牽引供電設計規范[S]. 北京:中國鐵道出版社,2016.
With analysis of service condition of bracket for tube and messenger wire support clamp, we developed new combined type messenger wire support clamp after intensive studied construction, material, process, molds and other aspects from structural style, integration, and maintain performance. Its main characteristics are section construction, hinge-hoop connection, and forging manufacturing technic, which reduced amount of fittings and fasteners a lot, and protect the products from shrinkage porosity, slag inclusion, air hole and other defects may exist during casting process. With improvement of material and manufacture process, comprehensive performance of fittings is improved.
OCS; messenger wire support clamp; combined type; hinge-hoop; forging manufacturing technic
U225.4
A
1007-936X(2018)02-0030-04
2017-11-01
10.19587/j.cnki.1007-936x.2018.02.007
羅 健.中國鐵路設計集團有限公司,高級工程師;閆軍芳.寶雞保德利電氣設備有限責任公司,高級工程師;韓凌青.中國鐵路設計集團有限公司,高級工程師;陳 偉.中國鐵路設計集團有限公司,工程師。
科研項目:鐵路總公司2015年科研課題“牽引供電系統裝備技術研究—新型高速鐵路接觸網裝備技術研究”(2015J005-D)。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50