L245NS抗硫化氫腐蝕管材的焊接工藝
2018-04-26 03:39:10閆光寧張西雷唐遠剛
石油工程建設 2018年2期
關鍵詞:焊縫
閆光寧,王 強,張西雷,唐遠剛
1.中國石油天然氣管道第二工程有限公司培訓中心,江蘇徐州 221008
2.中國石油天然氣管道第二工程有限公司特種作業分公司,江蘇徐州 221008
管道鋼腐蝕是管道失效事故的主要原因,管道腐蝕及隨后造成的泄漏和斷裂所占比例很高,世界上第一次由于H2S引起的失效事故出現在波斯灣的海底管道。隨著新鉆井技術的采用以及原有技術的提高,油氣井深度越來越深,腐蝕性介質含量越來越高。在引起酸性油氣田管道腐蝕的眾多因素中,H2S是最危險的,由于管輸天然氣中H2S的含量偏高,最高可達400~500 mg/m3,使天然氣中H2S分壓達0.003 MPa或更高,具備了發生硫化物應力開裂(以下簡稱SSC)的條件,使輸氣管道破裂事故不斷,而且H2S的毒性也嚴重威脅著人身安全[1]。普通的碳鋼類材質已經無法滿足要求,因此,國內外油氣田在對腐蝕性介質含量較高的管道進行設計中,越來越多地采用了抗硫化氫腐蝕的管材。
1 H2S應力腐蝕開裂的特征
管道鋼在含有H2S、CO2及水分的油氣環境中,因H2S和H2CO3解離、腐蝕而產生的氫,侵入鋼內并在非金屬夾雜物和偏析帶聚集,從而引起氫致鼓泡,甚至開裂。硫化物應力腐蝕破壞多表現為突發性,裂紋的產生和擴展非常迅速,腐蝕斷口一般為脆性斷口,裂紋源及穩定擴展區呈灰黑色,從其貝氏體組織可發現覆蓋的腐蝕產物[2]。
新疆哈拉哈塘油田二期產能建設工程地面輸氣管道的設計輸量為8.53萬m3/d,管道規格D323.9mm×7.1 mm,設計壓力4.0 MPa。由于輸送氣體中含有H2S氣體,會對管道產生嚴重腐蝕,因此管道設計中采用了抗硫化氫腐蝕的L245NS管材。
2 硫化物應力腐蝕開裂的影響因素
影響H2S應力腐蝕開裂的因素主要有材料、環境和結構設計及制造缺陷等。材料因素包含材料的化學成分、強度、硬度、冷加工量、熱處理狀態、顯微組織、材料的潔凈度等。環境因素包含介質中H2S分壓、pH值、溫度、介質的流速、氯離子濃度以及氫氰酸、二氧化碳、氨等介質的含量。結構設計及制造缺陷因素包含產生應力集中區、表面缺陷等[3]。因此在焊接操作中要注意質量過程控制,減小硫化物應力腐蝕開裂傾向。
3 抗硫化氫腐蝕材料的選用
L245NS PSL2管材是根據GB/T 9711-2011《石油天然氣工業管線輸送系統用鋼管》的要求生產制造的,是用于酸性服役條件的PLS2鋼管,屈服強度245~450 MPa,抗拉強度415~760 MPa,以正火組織狀態交貨。L245NS鋼管的化學成分及碳當量見表1。其碳當量不超過0.4%,焊接性好。
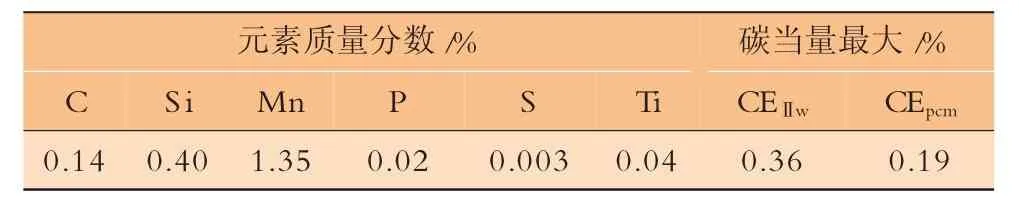
表1 L 245NS鋼管的化學成分(質量分數)及碳當量
為確保L245NS管材的焊接質量,選用焊接質量好、適用于現場施工的“鎢極氬弧焊(根焊)+焊條電弧焊(填充、蓋面焊)組合”焊接方法。填充材料除了考慮強度符合要求外,還應考慮其化學成分及耐腐蝕性能,因此選用抗硫化氫腐蝕的專用焊材進行焊接,根焊層焊接材料采用ER50-G焊絲,填充層、蓋面層焊接材料采用E4315P焊條。焊材的熔敷金屬化學成分質量分數符合要求,熔敷金屬力學性能見表2。
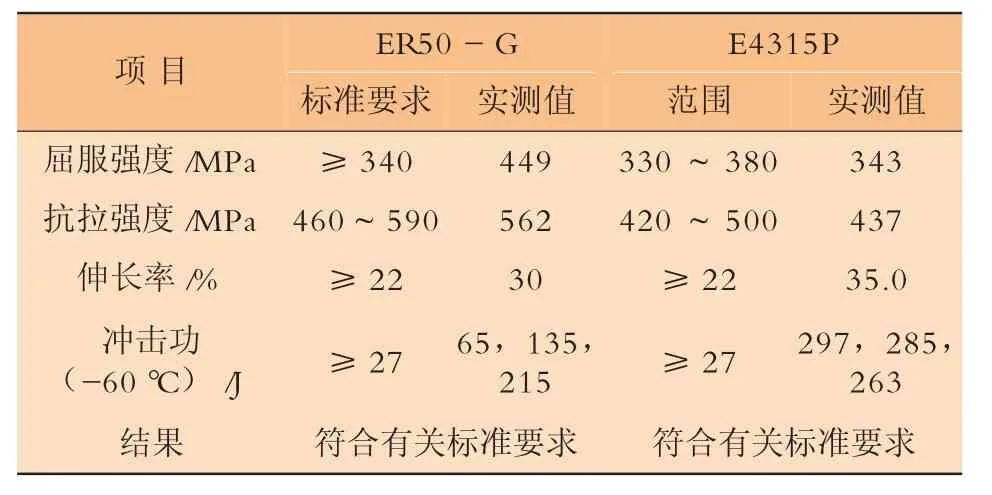
表2 熔敷金屬的力學性能
4 焊接工藝
4.1 坡口型式及焊接順序
根據設計要求,采用的坡口型式為V型,管道壁厚為7.1 mm,坡口角度為60°±5°,根部間隙為2.5 ~ 3.5 mm,鈍邊為 0.5 ~ 1.0 mm,坡口型式及尺寸見圖1。
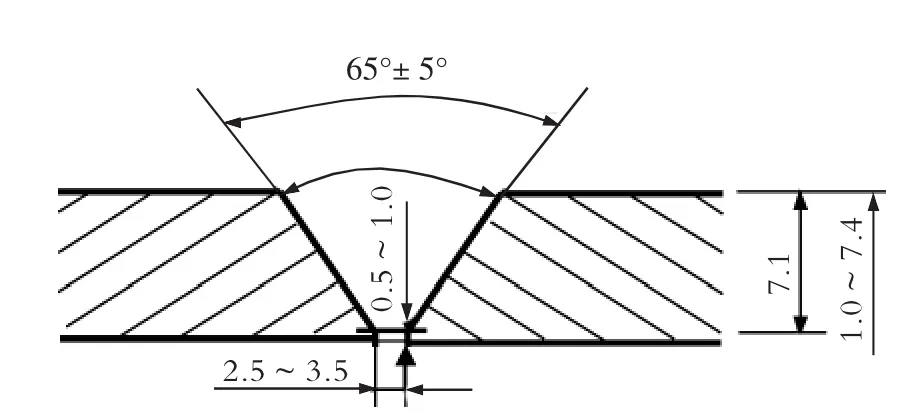
圖1 坡口型式及尺寸
4.2 焊接工藝參數
經過不斷的焊接試驗調試,確定了合適的焊接工藝參數,具體的焊接工藝參數見表3。
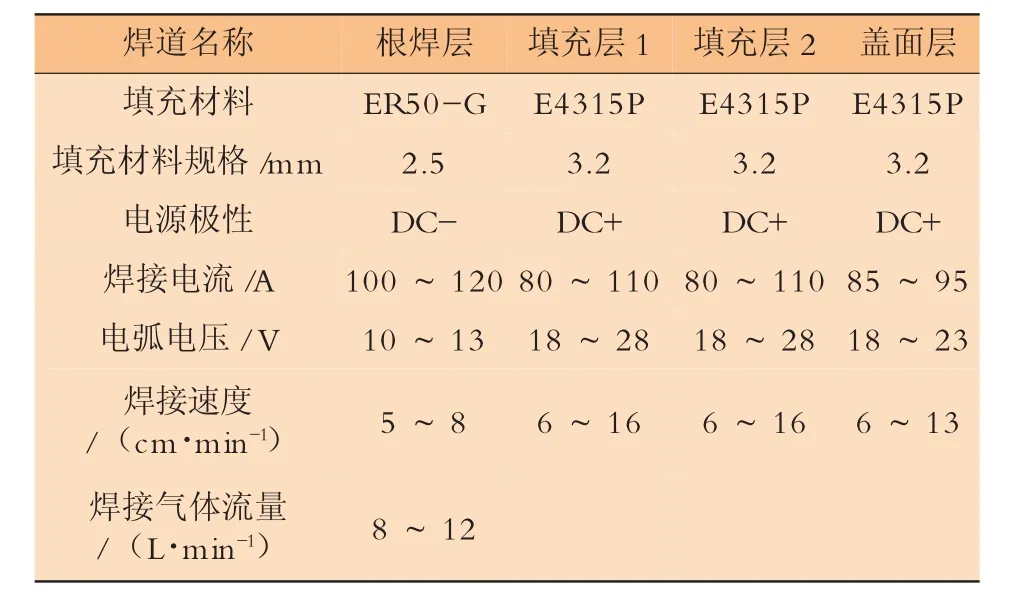
表3 L 245NS管材焊接工藝參數
4.3 焊接操作要領
4.3.1 焊前準備
管口組對前應將管內的雜物徹底清除干凈,用角向磨光機打磨坡口,清除坡口內外表面至少20 mm之內氧化層、油漆、油污等雜物。同時對焊絲表面的鐵銹等污物用砂紙打磨露出金屬光澤。焊接設備采用林肯DC-400直流電源或具有陡降外特性的直流電源,裝配鎢極氬弧焊槍,采用直流正接分別在3、9、12點鐘位置對管件進行定位焊,定位焊長度15~20 mm。
4.3.2 焊前預熱
普通的L245N鋼管可以不預熱直接焊接,但為減小L245NS鋼管焊縫的硫化物應力腐蝕開裂傾向,焊前必須預熱以降低接頭冷卻速度,減小焊接應力和淬硬傾向,加速焊接接頭中氫的逸出。預熱方式為火焰加熱,預熱溫度控制在100~150℃。
4.3.3 根焊層的焊接
采用手工鎢極氬弧焊,焊接電流100~120 A,電壓10~13 V,焊接速度5~8 cm/min,焊接氣體流量8~12 L/min。焊接采用連續送絲外填絲,引燃電弧形成熔池,當熔池被電弧加熱到呈現白亮將要流動時,將焊絲送入,靠熔池的熱量將焊絲熔化,確保每次送絲都要送在熔池內,避免造成根部穿絲現象。焊槍保持后傾角在70°~85°,小幅度均勻做橫向擺動,焊接速度控制在5~8 cm/min,擺幅過大會降低焊接速度,熔化金屬溫度過高會造成根部內凹。焊絲送入角度、送入方式與熟練程度有關,直接影響到焊縫的幾何形狀。焊絲應低角度送入,一般為10°~15°,通常不大于20°。這樣有助于熔化端被保護氣體覆蓋并避免碰撞鎢極,使焊絲以滴狀過渡到熔池中的距離縮短。送絲動作要輕,不要攪動氣體保護層,以免空氣侵入。焊絲在進入熔池時,要避免與鎢極接觸短路,以免鎢極燒損落入熔池,引起夾鎢。焊接時觀察熔孔大小,保持較快的焊接速度,確保仰位根焊時,內部成型良好,無咬邊、內凹、穿絲等缺欠。平焊位為避免根焊內部過熘,應減小焊槍后傾角度,適量加大運條擺敷寬度。
4.3.4 填充層的焊接
填充層采用焊條電弧焊,焊接電流80~110 A,電壓18~28 V,焊接速度6~16 cm/min。確保根焊清理干凈,填充層1采用短弧焊接,鋸齒形或月牙形運條方法,坡口兩側稍停留使焊道間溫度均勻,焊縫平整,選擇合適的較小的電流和較快的焊接速度,以保證根焊內部不會被熱熔擊穿。填充層2采用與填充層1相同的運條方式,適當增加焊接電流,減小焊接速度,以保證填充層厚度達到蓋面焊條件,仰位填充預留要小于0.5 mm,盡量填的飽滿平整,其他位置預留0.5~1 mm 即可。
4.3.5 蓋面層的焊接
蓋面層焊接電流為85~95 A,電壓18~23 V,焊接速度6~13 cm/min,運條方式和填充層基本相同。由于E4315P焊條焊接時熔池鐵水發黏,易下墜,流動性較差,外觀成型不易控制,焊接時適當加快橫向擺動運條速度,注意焊道兩側停留時間,控制好熔池溫度,防止熔池中間鐵水過熱下墜影響外觀成型。需要注意的是,母材與焊縫表面不得有深度大于0.5 mm尖銳缺陷存在,應與母材圓滑過渡。
5 外觀檢查及無損檢測
焊縫外觀應整齊、均勻,無裂紋、表面氣孔、表面夾渣等缺欠,焊縫余高0~3 mm,焊縫外表面寬度應比坡口寬度每側增加0.5~2.0 mm。
所有抗硫化氫腐蝕管材的環焊縫應進行100%射線和100%超聲波檢測,無損檢測標準采用NB/T 47013-2015《承壓設備無損檢測》,Ⅱ級合格。
6 焊后熱處理
焊后熱處理不僅能消除殘余應力,還可以降低硬度,提高塑性,提高焊縫抗硫化物應力開裂的能力[4],從而降低產生硫化物應力腐蝕的可能性。L245NS管材焊縫經無損檢測合格后,應進行焊后熱處理。熱處理應按焊接工藝規程規定的焊后熱處理溫度進行升溫、恒溫和降溫操作。升溫速度不大于200℃/h,加熱到600℃~640℃后保溫0.5 h以上,緩冷(冷卻速度不應大于250℃/h)。
熱處理完成后,應對焊縫及熱影響區進行硬度檢測,焊縫及熱影響區任何測試點最大硬度值不得超過HV10 248。當硬度檢測不合格時,可再進行一次熱處理。進行第二次熱處理后應按規定進行硬度檢測。如硬度檢測仍不合格,則該焊口應從管道上割除。
7 焊縫力學性能及耐腐蝕性
L245NS管材焊接工藝評定根據SY/T 0452-2012《石油天然氣焊接管道工藝評定》和SY/T 4117-2010《高含硫化氫氣田集輸管道焊接集輸規范》的要求進行力學性能試驗、硬度試驗、抗氫致裂紋試驗及抗硫化氫應力腐蝕試驗等。
7.1 力學性能試驗
按SY/T0452-2012《石油天然氣焊接管道工藝評定》要求進行焊縫力學性能試驗,試驗結果見表4。
7.2 硬度試驗
材料的耐蝕性能與材料的硬度密切相關,按照SY/T4117-2010《高含硫化氫氣田集輸管道焊接集輸規范》的要求取樣,對焊接接頭不同區域進行硬度測試。共計測試19點(見表5),HV10197最大硬度值為,符合焊縫及熱影響區任何測試點HV10197最大硬度值不得超過HV10248的要求,硬度測試點位置如圖2所示。
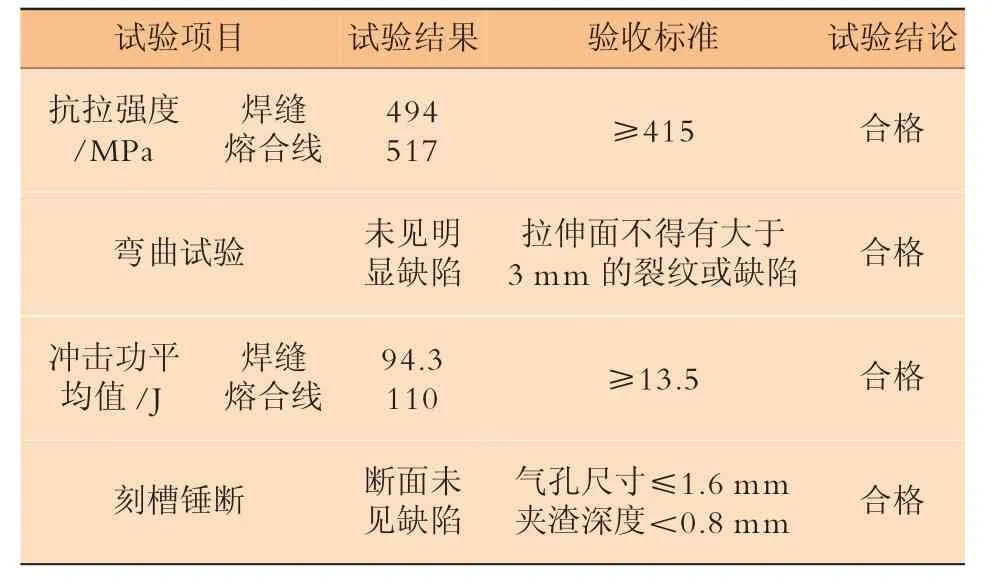
表4 焊接接頭的力學性能試驗結果
7.3 抗硫化物應力腐蝕開裂性能(SSC)試驗
試驗方法及試驗結果見表6。
7.4 抗氫致開裂性能(HIC)試驗
試驗方法及試驗結果見表7。

表5 L 245NS焊接接頭硬度測試結果(HV10)
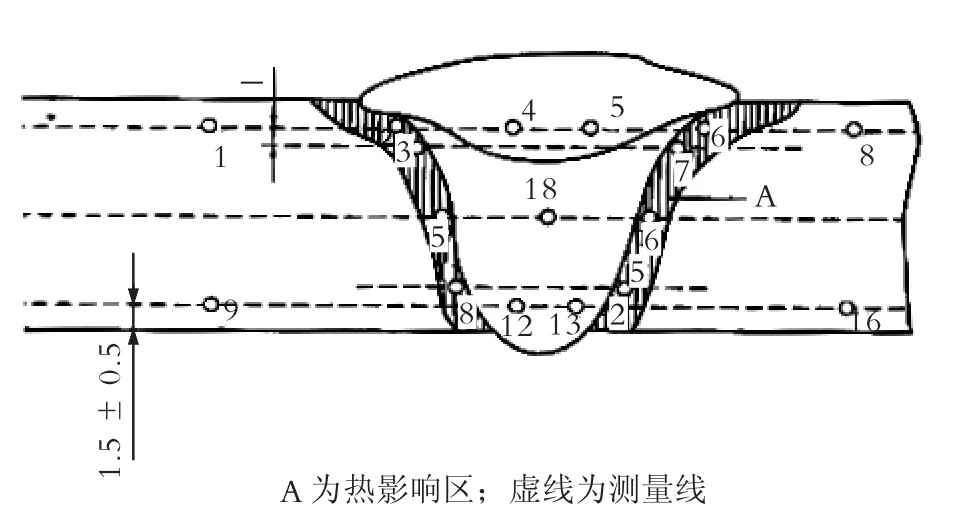
圖2 硬度測試點位置
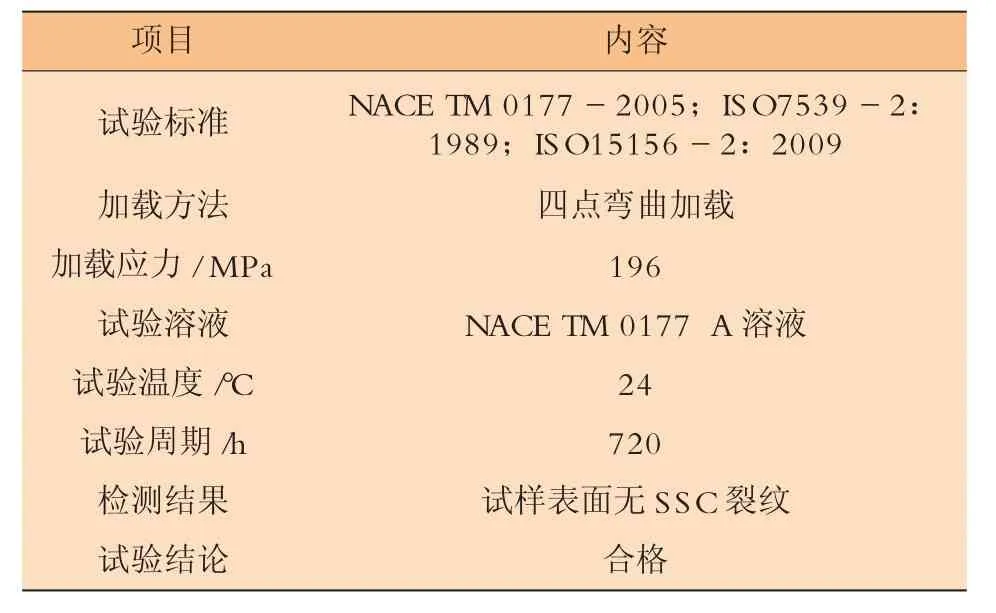
表6 抗硫化物應力腐蝕破裂性能試驗
8 結束語
焊縫力學性能及耐腐蝕性試驗表明,所述L245NS管材焊接工藝合格。該工藝應用在新疆哈拉哈塘油田二期產能建設地面工程輸氣管道的施工建設中,線路總長度26.67 km,焊口2 158道,焊接一次合格率為96.65%。焊接質量和焊接效率均達到了工程的要求,并取得了較好的經濟效益和社會效益。
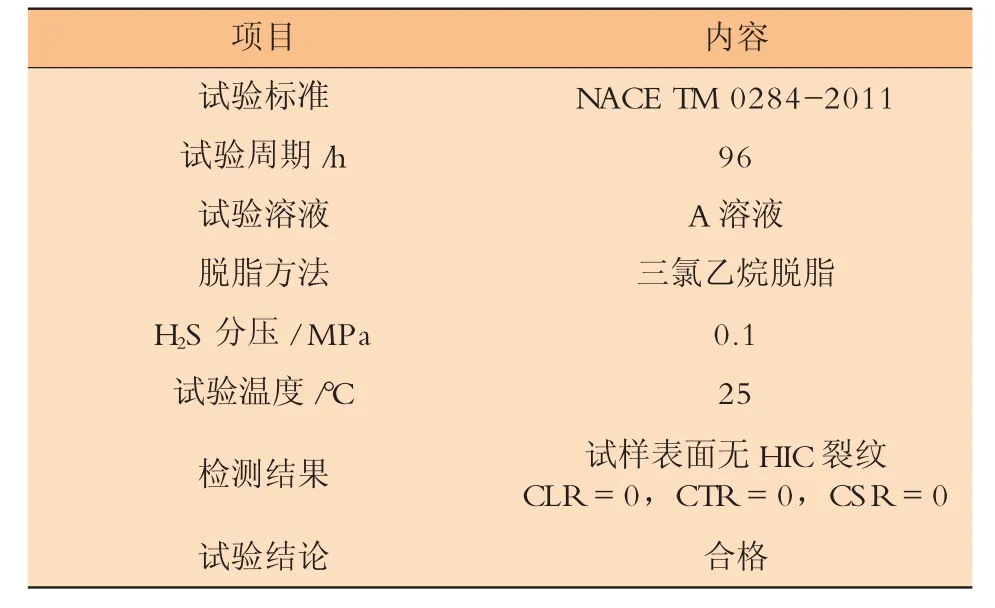
表7 抗氫致開裂性能試驗
L245NS管材具有其特殊性,在焊接施工中必須嚴格執行焊接工藝規程要求,進行坡口清理、焊前預熱、焊接過程控制、焊后熱處理等工作,加強管理,確保焊接質量,降低焊接接頭硫化物應力開裂的可能性,確保管道安全可靠運行。
[1]崔邛,劉建中,宮偉,等.高鋼級抗H2S腐蝕管線用無縫鋼管的研制與開發[J].鋼管,2008,37(4):13-18.
[2]楊洲.硫化氫對石油管線鋼應力腐蝕開裂和氫滲透行為的影響[D].北京:中國科學院研究生院,2004.
[3]曹國俊.抗硫化氫腐蝕碳鋼的焊接[J].石油化工設計,2013,30(3):32-35.
[4]雷曉青,毛升好,高武.陜224儲氣庫抗硫化氫腐蝕管材焊接質量控制[J].石油工程建設,2014,40(2):89-92.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07