鐵路客車側墻墻板切割直線度控制
2018-04-26 01:00:07劉海偉趙雪山張洪國
金屬加工(熱加工) 2018年4期
■ 劉海偉,趙雪山,張洪國
1. 概述
目前鐵路客車的側墻墻板多數采用在高度方向上使用兩張墻板對接的方法,具體過程為先將墻板卷料吊運至抻板機平臺上,使用抻板機對墻板進行拉伸。然后使用真空吸盤吊具分別將拉伸后的兩塊側墻墻板吊運至側墻組焊工裝平臺上進行對接,兩塊墻板之間的縫隙最大處不能超過4mm。
我公司生產的巴基斯坦項目,其墻板高度為2115mm,與我國現有鐵路項目不一致,不能直接使用現有的板幅分別為1239mm和1148mm的庫存墻板,需單獨采購板幅為1071mm的墻板。由于本項目車輛較少導致墻板采購量較少,不能滿足鋼廠的最小生產量,若必須采購此板幅的墻板則須采購鋼廠最小生產量(一爐鋼液)的產品,這會導致墻板囤積浪費,墻板的存儲、采購費用會大幅上升。
為解決這一問題,決定使用生產國內鐵路客車項目的墻板進行替代,即使用板幅為1239mm和1148mm的墻板替代兩張板幅為1071mm的墻板。為滿足巴基斯坦項目的墻板高度,需將1148mm板幅的墻板在高度方向上切除245mm。即切割1148mm板幅墻板的上邊緣,為保證后續墻板對接時焊縫的焊接質量,使用1148mm板幅墻板的下邊緣與1239mm板幅墻板對接。
2. 空氣等離子切割機在生產中的應用
本次試驗我們使用的是LCK品牌,規格為63/125的空氣等離子切割機對墻板進行切割。空氣等離子切割機產生的等離子弧是高能量高密度的壓縮電弧,是近代發展的一種高溫新熱源,它的溫度高達1500~3000℃,現有的任何高熔點金屬和非金屬材料都可被等離子弧熔化。等離子弧的焰流具有很高的流速,產生很大的機械沖刷力,切口較窄,切割邊的質量較好。切割厚度可達150mm,適合切割本項目厚度為2.5mm的墻板。
3. 通長切割與分段交替切割方法的對比分析
為了明確使用空氣等離子切割機通長切割墻板產生的變形量,在墻板切割前對墻板直線度進行測量,測量方法為在墻板的上邊緣兩端頭分別在寬度方向上往下返回10mm,將粉線拉緊后固定在10mm處,使用鋼板尺每隔2800mm測量粉線到墻板邊緣的距離,共計測量三張墻板,測量結果如表1所示。根據表1中的數值可以看出,墻板最大直線度為2mm。表明在切割之前墻板能夠滿足兩塊墻板之間的縫隙最大處不超過4mm的要求,不影響墻板之間后續對接焊縫的焊接。
在采用通長切割的方法對1148mm板幅的三張墻板切割245mm后(切割方式見圖1),采用同樣的測量方法對三張墻板直線度依次進行測量,測量結果如表2所示(表2與表1測量的墻板與數值均為對應關系)。根據表2中的數值可以看出,墻板最大直線度為8mm,使用這些墻板與下墻板對接時產生的間隙最大可達到10mm,嚴重超出了兩塊墻板之間的縫隙最大處不能超過4mm的要求,直接導致后續墻板對接時因間隙過大墻板不能實現對接焊接。根據現場實際觀察及表2中的數值,能夠得出切割后墻板變形為下撓的結論。
經對此現象分析后認為,這種現象產生的原因為空氣等離子切割機在切割過程中因產生大量的熱量而導致墻板嚴重的變形。為減少熱量產生而導致的變形,我們通過調整切割的順序來控制墻板的變形量。墻板長度為25 500mm,為了保證交替切割的相對對稱性,另由于使用空氣等離子切割機切割墻板時需要使用鋁板尺充當樣板,鋁板尺的最大長度為3500mm,在切割過程中鋁板尺兩端均須留出把持空間,所以決定將切割分為8段,每段長度約3200mm(具體切割順序見圖2),這樣不僅滿足了交替切割的相對對稱性,也留出了鋁板尺兩端的把持空間。
在采用分段交替切割之前,對此次的三張墻板的直線度進行測量,測量結果如表3所示。根據表3中的數值可以看出,墻板最大直線度同樣為2mm,這表明在切割之前此墻板能夠滿足兩塊墻板之間的縫隙最大處不超過4mm的要求,不影響墻板對接焊縫的焊接。

圖1 通長切割切割方式及切割后墻板形狀
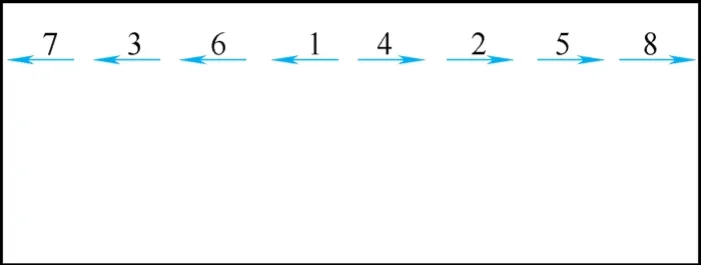
圖2 分段交替切割順序
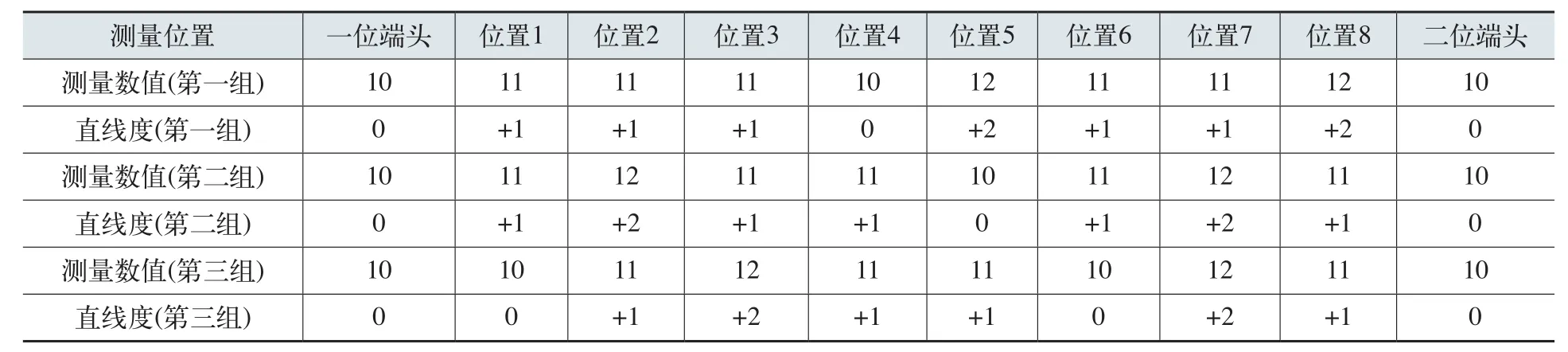
表1 通長切割前墻板直線度 (mm)
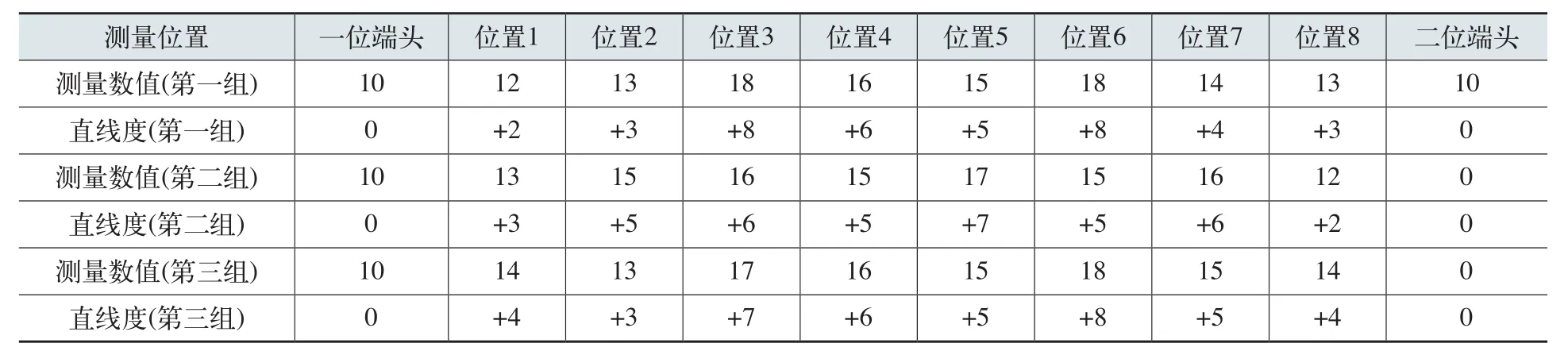
表2 通長切割后墻板直線度 (mm)
按照圖2的分段交替切割后,依次對這三張墻板的直線度進行測量,測量結果如表4所示(表4與表3測量的墻板與數值均為對應關系)。通過分析表4中的數值可以得出墻板的最大直線度為2mm,不會影響后續墻板對接焊縫的焊接,效果明顯優于采用通長切割方案切割出墻板的8mm的最大直線度。
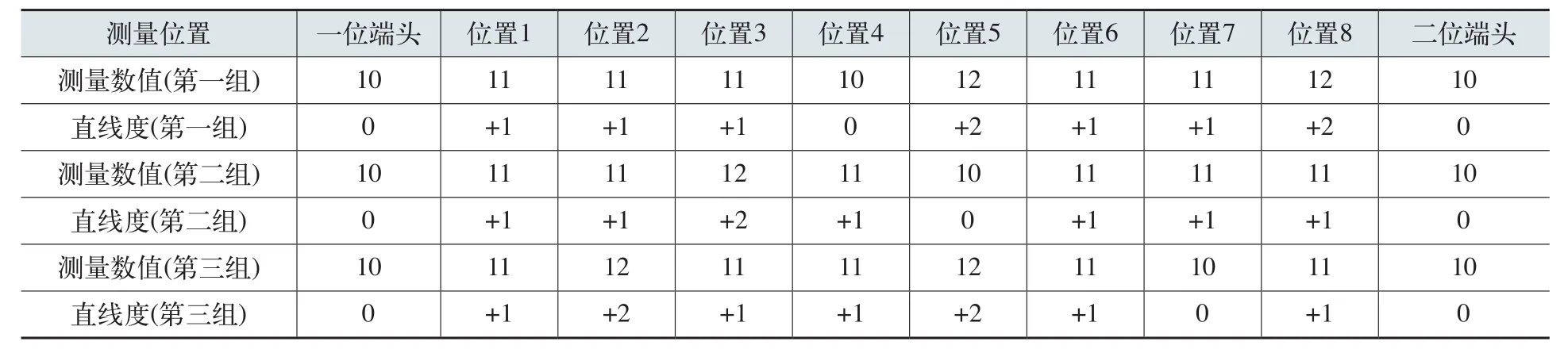
表3 分段交替切割前墻板直線度 (mm)
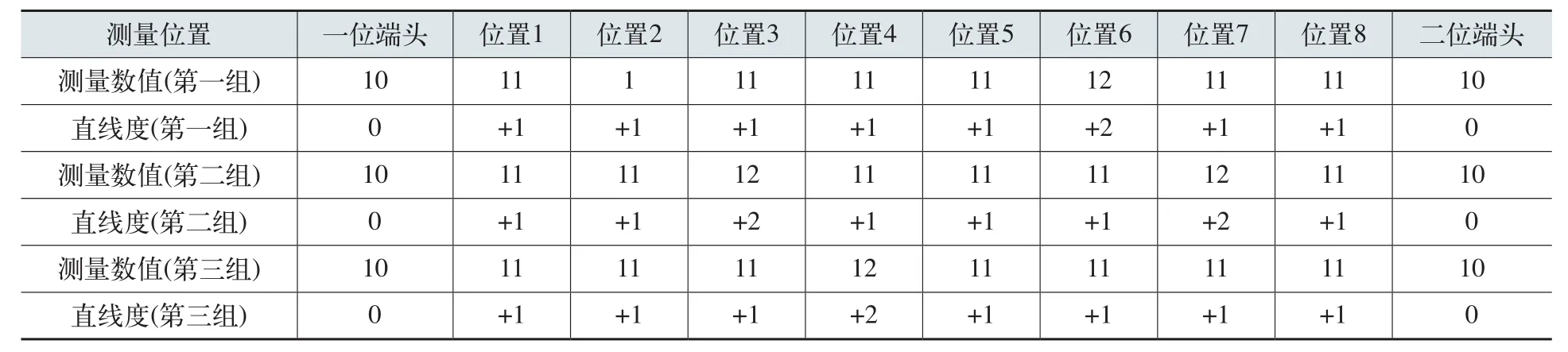
表4 分段交替切割后墻板直線度 (mm)
4. 結語
采用分段交替切割方案切割出的墻板直線度符合要求,不僅避免了采購理論寬度為1065mm的墻板造成墻板囤積、墻板的存儲和采購費用會大幅上升的風險,還將現有的板幅為1148mm及1239mm的庫存進行了消耗,切割下來的寬度為245mm的墻板返回沖壓件分公司用于改制本項目同等厚度的小件,最大程度的利用了墻板。另外,通過此次試驗驗證了分段交替切割方法的實用性,在后續發生類似情況時可以使用現有規格的墻板直接進行替代。
參考文獻:
[1] 呂剛.城市軌道交通車輛概論[M].北京:北京交通大學出版社,2011.
[2] 孫景榮.實用焊工手冊[M].北京:化學工業出版社,2002.
[3] 孫景榮.焊接結構冷作與焊接技術入門[M].北京:化學工業出版社,2009.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
